Kako je nož instaliran
U početku se potrebno usredotočiti na činjenicu da noževi stolarskog alata rade, u pravilu, pri najvećim opterećenjima. U ovom slučaju govorimo o maksimalnom naponu smicanja
Jedna od ključnih točaka u ovom slučaju bit će značajke obrađenog materijala.
Ako se ovaj parametar ne uzme u obzir, stabilnost noža scherhebel tijekom rada izravno je određena dimenzijama prolaza. To se odnosi na najveću duljinu odlomljenih dijelova uklonjenih strugotina.
Sa smanjenjem tog raspona i paralelnim smanjenjem dubine blanjanja, površina obratka koji se obrađuje postupno se izravnava. Istodobno dolazi do značajnog slabljenja posmičnog opterećenja na metalu od kojeg je oštrica izrađena.

Da biste razumjeli kako pravilno namjestiti scherhebel nož, trebali biste obratiti pozornost na neke važne točke. Prije svega, govorimo o značajkama dizajna ovog elementa.
Uključuje podršku i radne dijelove. U konfiguraciji potonjeg razlikuju se sljedeće:
- skosa nastala na stražnjoj strani i omogućuje smanjenje sile rezanja oštrice u drvo koje se obrađuje; to je zbog činjenice da se eliminira trenje upravo te stražnje ravnine o površini koju treba obraditi;
- kut grablje - parametar, u pravilu, identičan nagibu reznog elementa prema tijelu Scherhebel;
- stražnji kut;
- radni kut - u ovom slučaju govorimo o razlici između kutova nagiba i skošenja.

Odabirom optimalne vrijednosti ovog kuta, morate obratiti posebnu pozornost na nekoliko točaka:
Fizičke karakteristike i individualne karakteristike obrađenog drveta. Konkretno, poanta je u tome da se kut povećava s povećanjem tvrdoće materijala. Ako se radovi izvode s arišem, borom, jasikom ili lipom, preporučuje se postavljanje oštrice pod kutom od 45 stupnjeva (± 5). Kod obrade tvrđih vrsta (hrast, grab, kruška i druge) taj je parametar 60 stupnjeva (± 5). Ako je gustoća materijala još veća, tada se kut povećava na 80 stupnjeva.
Vrsta blanjanja. U pravilu za svaku vrstu drva postoji optimalan kut nagiba oštrice i samog alata u odnosu na ravninu obratka. Dakle, za bor će biti 40-45 stupnjeva. Promjena ovog pokazatelja određuje kvalitetu blanjanja.
Međutim, važno je uzeti u obzir da će se u ovom slučaju metal intenzivnije zagrijavati, pa će se tupjeti puno brže.
Materijal od kojeg je izrađen sam nož i njegove glavne karakteristike
Prije svega, pozornost je usmjerena na tvrdoću čelika. Najčešće se u proizvodnji lopatica koriste brzi stupnjevi P12 i P18.
Usput, neki obrtnici, kada sami izrađuju noževe, prilično uspješno koriste elemente diskova za trenje kao praznine.

U pripremnoj fazi, prije svake uporabe alata, konfigurira se uzimajući u obzir postojeće norme i pravila. Da biste to učinili, morate učiniti sljedeće:
- postavite alat tako da mu potplat bude okrenut prema gore;
- vizualno odrediti koliko rub oštrice strši - u situaciji sa scherhebelom ta bi vrijednost trebala biti 3 milimetra; za mjerenje visine noža može se koristiti ravnalo;
- pazite da nema čak ni manjih izobličenja; oštrica treba biti postavljena strogo paralelno s potplatom.




Da biste pravilno pričvrstili nož u tijelo alata, morat ćete ga rastaviti.U situacijama s drvenim modelima koji imaju klin za učvršćivanje, algoritam akcija uključuje sljedeće točke:
- plug se stavlja u lijevu ruku držeći ga za blok;
- drugom rukom, čekićem ili čekićem, lagani udarci nanose se po stražnjoj strani alata dok se klin potpuno ne otpusti;
- oštrica je izložena u odgovarajućem položaju i klinovima;
- čekićem se klin zabija do kraja; kao rezultat takvih manipulacija, dio ostaje nepomičan;
- provjerava se ispravna ugradnja reznog elementa.

U situacijama s metalnim modelima, cijeli opisani postupak je što jednostavniji. Kao što je gore napomenuto, oštrica takvog sherhebela fiksira se pomoću vijčanog mehanizma. Usput, ova jedinica također funkcionira kao razbijač ili razbijač čipova. Ovaj čvor sprječava usitnjavanje slojeva drva uklonjenih tijekom procesa blanjanja.

Kako instalirati na stroj
Pravilna montaža rezača potrebna je za postizanje ispravne kvalitete i točnosti obrade. Također, greške pri ugradnji doprinose brzom trošenju oštrice.
Alat je ugrađen u držač alata strogo u sredini. Za podešavanje po visini, tokarski arsenal trebao bi imati metalne ploče debljine od 1 do 4-5 mm. Ugradnja ispod središta gurnut će dio van, što je opasno i za alat i za radnika. Ako je oštrica previsoka, pregrijava se i brzo se troši.
Prilikom postavljanja alata za rezanje morate slijediti jednostavna pravila:
- Obrišite površinu ležaja držača alata.
- Pričvrstite alat s najmanje dva vijka.
- Prevjes glave ne smije prelaziti 1,5 puta visinu držača.
- Prilikom grube obrade dopušteno je precjenjivanje reznog ruba za 0,3-1 mm.
Nakon instaliranja alata morate ukloniti testne čipove. Ako je površina ravna i glatka, iver se ne omota oko rezača - možete početi raditi.









Važno!
Nije dopušteno više od tri razmaka. Također ne smiju stršati izvan držača alata.
Oštrenje ručnog noža za blanjanje
Radni rub noža je rub s malim radijusom zakrivljenosti. Prije nego počnete oštreti, morate vizualno provjeriti cjelovitost ruba: na njemu ne bi trebalo biti metalnih lomova. Ako postoje takvi nedostaci, tada će se nož morati skratiti.
Kako bi radijus kuta bio što manji, oštrenje treba obaviti u dvije faze. U početku se provodi primarno oštrenje. Da biste to učinili, tupi nož sa strane skošenja morate dovesti do ruba brusnog kotača i čvrsto ga pritisnuti. Broj okretaja oštrača trebao bi biti na razini od 600 - 700 min -1. U suprotnom će doći do previše uklanjanja metala.
Također je važno ne pretjerivati s prešanjem, jer se na čeliku mogu stvoriti plavo-ljubičaste nijanse, što je neugodan znak kaljenja metala. Tvrdoća noža će se smanjiti, pa će biti potrebna toplinska obrada kako bi se vratile karakteristike čvrstoće materijala
 Ako nema oštrača, možete to učiniti. Oštrite nož grubom šipkom za oštrenje, koja se mora pričvrstiti na radni stol. Oštrenje se izvodi kružnim pokretima poskoka po površini šipke. Tijekom ovog rada vrijedi povremeno navlažiti nož vodom ili sapunom kako biste očistili naoštrenu površinu i ohladili alat.
Ako nema oštrača, možete to učiniti. Oštrite nož grubom šipkom za oštrenje, koja se mora pričvrstiti na radni stol. Oštrenje se izvodi kružnim pokretima poskoka po površini šipke. Tijekom ovog rada vrijedi povremeno navlažiti nož vodom ili sapunom kako biste očistili naoštrenu površinu i ohladili alat.
Kad vidite neravnine, tada možete prijeći na drugu fazu oštrenja pomoću sitnije zrnaste trake koja uklanja te iste bušotine. Zrnatost šipki izgleda ovako:
- velika veličina zrna od 30 do 180 mikrona. Takve su šipke izrađene od silicijevog karbida ili korunda.
- prosječna veličina zrna od 7 do 20 mikrona. Takve su šipke izrađene od spojenog korunda ili kromovog dioksida.
- male veličine zrna od 3 do 5 mikrona. Ovaj materijal se koristi za konačno oštrenje noževa.
Na kraju oštrenja oštricom noža, morate ga držati preko komada tvrdog drveta. Trajno će ukloniti ulomke burra.
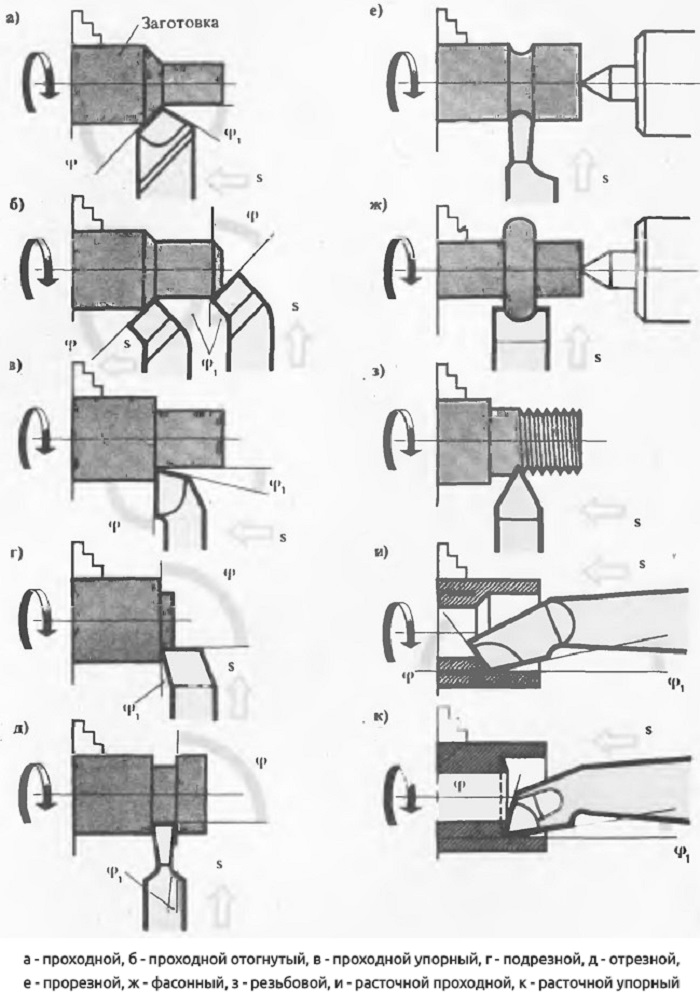
Klasifikacija rezača za metal prema obliku glava, dizajnu, smjeru rezanja i točnosti operacija
Prema tim parametrima postoje sljedeće klasifikacije rezača za metal.
Klasifikacija prema obliku glave
Prema ovom parametru sjekutići su podijeljeni u 4 vrste.
-
Ravno. Držač i radna glava nalaze se ili na istoj osi, ili na dvije, ali paralelno.
-
Zakrivljen. Držač ima zakrivljeni oblik.
-
Uvučeno. Savijanje glave u stranu vidljivo je golim okom.
-
Nacrtan. Širina glave je manja od širine držača. Glava se može povući lijevo ili desno. Postoje i simetrični modeli.

Slika # 3: Klasifikacija sjekutića prema obliku glave
Klasifikacija prema konstrukciji
Po dizajnu rezači su razvrstani u tri vrste.
-
Cijeli. Takvi su rezači u cijelosti izrađeni od legiranog ili alatnog čelika (rijetko). Jeftini su, brzo se troše i nisu prikladni za rukovanje tvrdim materijalima.
-
Karbidni vrhovi. Takvi rezači kombiniraju visoku otpornost na trošenje i prosječne troškove. Lemilice su obično izrađene od čelika VK8, T5K10 i T5K6.
-
Sa zamjenjivim umetcima od tvrdog metala. Oni su skuplji od analoga. Što udobnije. Za promjenu umetaka nije potrebno vaditi alat za rezanje.

Slika broj 4: klasifikacija tokarskih alata prema dizajnu
Klasifikacija smjera rezanja
Postoje lijevi i desni sjekutići.
-
Prava. Takvi rezači za tokarilice najčešće se koriste i ulažu se zdesna nalijevo tijekom obrade obratka. Ako desnu ruku stavite na takav sjekutić, tada će se rezni rub nalaziti sa strane savijenog palca.
-
Lijevo. Poslužuje se slijeva nadesno. Ako lijevu ruku stavite na vrh takvog sjekutića, tada će se rezni rub nalaziti sa strane savijenog palca.
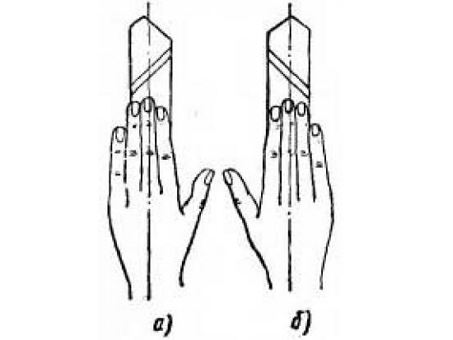
Slika br. 5: lijevi (a) i desni (b) sjekutići
Klasifikacija prema točnosti operacija
Na temelju toga razlikuju se sljedeće vrste sjekutića.
-
Grubo (grubo). Dizajnirano za grubu obradu obratka.
-
-
Srednji. Točnost obrade je prosječna.
-
Završavanje. Preciznost obrade je na visokoj razini.
-
Posebno Dizajnirano za izvođenje osjetljivih tehnoloških operacija.








Popularni proizvođači
Među proizvođačima profesionalnih škara za metal treba razlikovati sljedeće tvrtke:
1. BRUTO - škare su izrađene od visokokvalitetnog čelika, pa su svi proizvodi, bez obzira na cijenu (620-1500 rubalja), prikladni za profesionalnu uporabu. Zbog velikog asortimana, lako možete odabrati kvalitetan alat za desno ili lijevo rezanje metala.
"PIRANHA", 250 mm, ravni rez, čelik-CrMo
U svim modelima ove tvrtke, bez iznimke, koristi se pouzdana opruga koja vam omogućuje brzo i jednostavno vraćanje ručica oštrica u prvobitni položaj.
2. Kraftool (kraftul) - omogućuju visokokvalitetno rezanje čelika debljine do 0,8 mm. Čeljusti alata izrađene su od kovanog čelika, koji savršeno podnosi stalna opterećenja. Zahvaljujući ovim poboljšanjima dizajna, rezanje metala vrši se bez zareza, što može značajno smanjiti vremenske troškove.
Posebnost alata ove tvrtke je uporaba dvokomponentne ručke koja ima posebne izbočine za prste. Ovaj dizajn omogućuje vam potpunu kontrolu procesa rezanja lima, eliminirajući mogućnost klizanja ručke i ozljeda. Prosječna cijena je 780 rubalja.
3. STAYER - jeftino (od 260 do 500 rubalja), ali visokokvalitetne profesionalne škare. Pomoću ovog alata možete jednostavno rezati listove debljine do 1 mm.Gotovo svi modeli ove tvrtke imaju mehanizam poluge, zbog čega se sila rezanja značajno povećava.
Plastične ručke i urezi na reznim rubovima omogućuju stabilan i dugotrajan rad. S STAYER škarama možete obrađivati i obične čelične limove i nehrđajući čelik te obojene legure.
4. Bison je alat domaćeg proizvođača, koji se odlikuje dobrom kvalitetom reznih površina zbog stvrdnjavanja visokofrekventnim strujama. Cijena je 750 rubalja.
Škare mogu rezati ravne metalne ploče debljine do 0,8 mm. U prodaji je lako pronaći i ravne proizvode i one namijenjene zakrivljeno rezanje.
"Zubr" će zahvaljujući kvalitetnim materijalima koji se koriste u njihovoj proizvodnji trajati dugi niz godina bez kvarova i dodatnih prilagodbi.
5. SPARTA - model poluge izvrsne kvalitete po pristupačnoj cijeni (215 rubalja). Površina za rezanje izrađena je od kaljenog čelika, pa škare Sparta imaju izvrsnu nosivost i omogućuju rad s metalom debljine do 0,8.
Udobna ručka neće dopustiti da ruka sklizne tijekom rada, a na kraju rezanja alat se lako fiksira u komprimirani položaj.
6. NVS - profesionalne škare koje su izvrsne za kovrčave izreze. Cijena od 1200 do 2000 rubalja.
Oštrica je opremljena mikrozubima koji sprječavaju klizanje metala pri rezanju. Zahvaljujući visokokvalitetnom čeliku koji se koristi u proizvodnji rezne površine, moguće je postići savršeno glatki rez.
NVS škare mogu rezati visokokvalitetni čelik debljine do 1 mm. Obojene legure mogu se obrađivati do 1,4 mm debljine.










7. BESSEY - model vam omogućuje rad s limenim materijalom debljine do 1,5 mm. Povećana produktivnost proizvoda postiže se povezivanjem, što značajno povećava silu stezanja čeljusti.
Škare su izvrsne za izradu zakrivljenih rezova i rezanje metala u ravnoj liniji. Rezne oštrice alata izrađene su od kaljenog čelika, koji lako podnosi velika opterećenja pri radu s metalima povećane tvrdoće. Traže njemačku kvalitetu - 2500 rubalja.
Zaključak
Video:
I na Internetu i u redovnoj trgovini trebate obratiti pozornost na otkupnu cijenu i ne kupovati previše jeftine proizvode. Unatoč činjenici da su proizvodi poznatih marki mnogo skuplji, vrijedi dati prednost provjerenim proizvođačima kako biste se što više osigurali od kupnje ručnog alata niske kvalitete
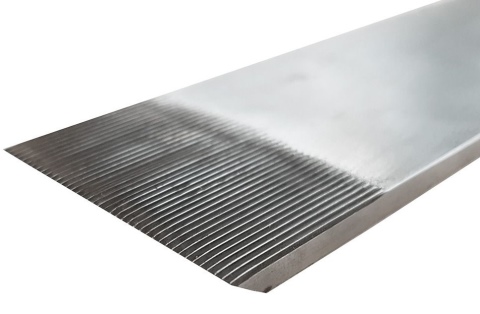
Uređaj i princip rada alata
Kut rezanja u Zinubelu blizu je okomice. Osobitosti djelovanja ovog alata omogućuju njegovu upotrebu čak i za rad s posebno tvrdim stijenama. Curliness neće predstavljati ozbiljan problem. Jedini nož Zinubel koji radi čak i s mahagonijem i ebanovinom ima jedinstvenu oštricu. U području nasuprot skošenja prekriveno je usjekom srednje veličine. Zbog toga se čini da je rezni rub nazubljen. Nagib zuba može uvelike varirati:
-
mali - 0,75;
-
srednji zinubel - 1;
-
veliki alat - 1,25.

Ovaj uređaj se obično naziva ravnim blanjalicama. Stručnjaci napominju da je kut rezanja za većinu serijskih modela 80 stupnjeva. Kad zubi prelaze preko površine, uklanjaju vrlo uske (0,8 do 1 mm) strugotine. Takva obrada, koja dovodi do pojave valovite površine, više nalikuje ne blanjanju, već grebanju materijala.
Kako bi drvenu prazninu doveli do savršenstva, nakon što je prošla cinubel -om, dodatno se čisti ciklusom. Ako promijenite poseban nož u alatu za standardni, moći će zamijeniti brusilicu. Blok na cinubelu je skraćen i sužen.

Vjeruje se da je upotreba zinubela što je moguće nježnija.Kombinacija utorne površine s podignutom hrpom povećava vučne karakteristike. Stoga lijepljenje postaje mnogo učinkovitije. Za uporabu u načinu brušenja morate promijeniti nož na Zinubelu. Umjesto standardnog alata za to, na rub su stavili dvostruku oštricu s prekidačem strugotine.
Oštrica je postavljena pod kutom od 50 stupnjeva u odnosu na potplat. U ovom slučaju možete:
-
grditi badass;
-
ukloniti nepravilnosti;
-
zagladiti krajeve;
-
postići savršeno poravnanje ravnih dijelova.

U sljedećem videu možete saznati više o ovoj vrsti alata.
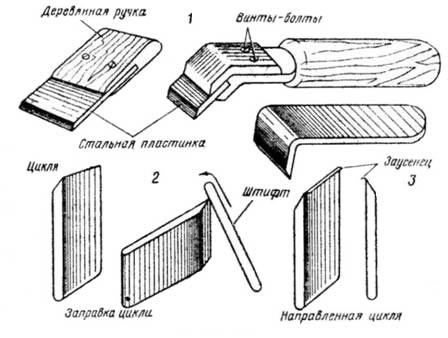
Dijelovi za brušenje
Brušenje gotovog dijela provodi se brusnim papirom koji se omota oko dijela i drži rukama (slika 31, a) ili brusnim blokom (slika 31, 6).
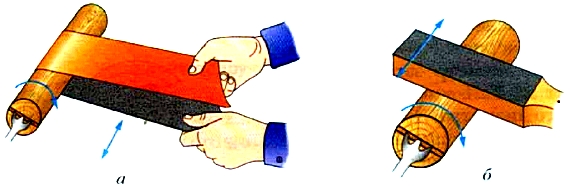
Riža. 31. Brušenje dijela: a - brusnim papirom: b - brusnim blokom









Ponekad se na površinu poliranog dijela nanose ukrasne prstenaste pruge. Da biste to učinili, uzmite blok tvrđeg drveta od drva izratka i nanesite rub bloka na dio koji se okreće na stroju. Površina na mjestu dodira zagrijava se i malo gori. To ostavlja kružne smeđe pruge na dijelu.
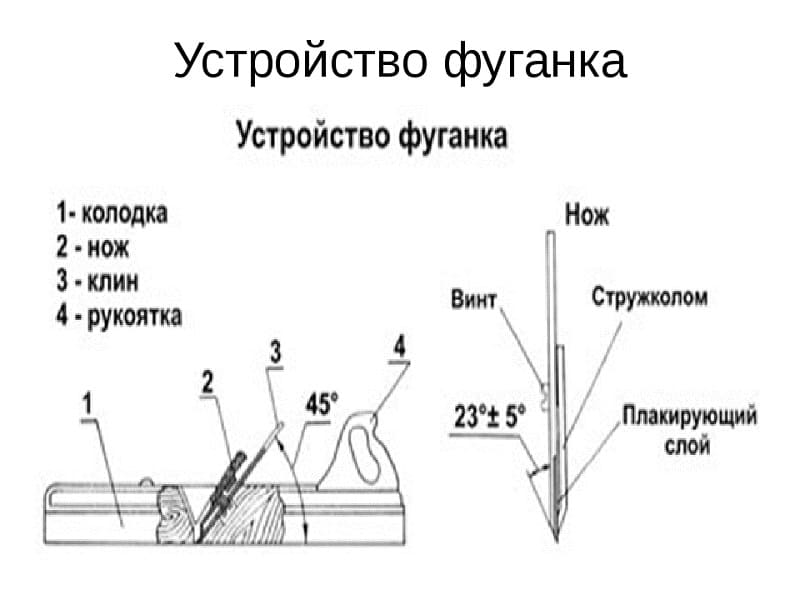
Podešavanje blanjalice
Uzmite blok blanjalice u lijevu ruku tako da palac
koji se nalazi na vrhu stražnje strane cipele, a četiri prsta na potplatu blizu raspona.
U desnoj ruci primite nož za rubove, stavite ga na podnožje s kosom prema dolje i gurnite ga
u letu do tabana. Baza mora biti vodoravna i velika
prst podupire nož. Grip - četiri prsta na potplatu u rasponu, veliki na
nožem kroz klin.
Umetnite klin u otvor i lagano ga udarite čekićem. Zatim
okrenite avion s rogom prema sebi, s potplatom prema gore tako da bude na udaljenosti
25-35 cm od očiju i pod kutom od 35-45 ° prema radniku.
Pronađite položaj kada je potplat u jednoj ravnini, odnosno prednjoj strani
a stražnja se rebra potplata spajaju u jednu liniju.
Laganim udarcem čekićem izbijajte nož cijele veličine iste veličine
širina potplata ovisno o potrebnoj hrapavosti i debljini strugotine
(0,2-0,5). Smanjite izbočenje oštrice iznad potplata udaranjem čekićem o stražnju stranu cipele,
povećanje - udarcem nožem ili prednjim krajem bloka. Neparalelizam
oštrice i potplati izravnavaju se udarcem čekića po desnom ili lijevom rubu noža. Sidro
nož laganim udarcem s čekićem na kraju klina. Provjerava se izbočenje oštrice noža ispod potplata
približno. Da biste to učinili, okrenite blok blanjalice s potplatom prema gore i držite ga u ruci
svjetlo tako da mu prednji dio bude okrenut prema licu promatrača. Na ovom položaju
jastučići izbočina oštrice lako je vidljiva na sjajnoj svjetloj površini potplata
u obliku tamne trake ili tanke ravne niti.
Može se provjeriti pravilno postavljanje i izbočenje oštrice iznad potplata
pomoću probnog planiranja. Ako se nož postavi koso, ostavit će se na obrađenom
površinu produbljenja ugla koja više strši. Osim toga, strugotine
bit će nejednake debljine po cijeloj širini.

Namještanje blanjalice: a - provjera otpuštanja i oštrine noža, b - namještanje
otpuštanje noža, c - demontaža udarcem, d - izvlačenje i postavljanje noža
baza (krevet), e - tehnike pričvršćivanja noža, e - otpuštanje noža udarcem po bloku,
g - otpuštanje udarcem po nožu, h - ispravljanje nagiba noža i - pričvršćivanje noža
Za čisto blanjanje debljina sloja koji se uklanja provjerava se u odnosu na strugotine.
Ako su strugotine meke, poput papirnatog papira, blanjalica je ispravno postavljena.
Prilikom postavljanja dvostruke blanjalice prije svega morate ispravno instalirati
razbijač iverja, koji se nalazi od reznog ruba na udaljenosti od 0,5-2 mm, ovisno o
na debljinu uklonjenih strugotina i željenu hrapavost blanjanja.
Razbijač strugotine mora biti jako čvrsto pričvršćen tako da
rada, strugotine nisu mogle proći između njega i noža.
Po potrebi se sadi malom turpijom tako da
nije bilo razmaka između njega i noža. Vanjska površina razbijača iverja mora biti
glatka (mljevena na magarcu) tako da čips lako klizi po njoj.
Tijekom rada nož se ne smije pomicati, zveckati i vibrirati,
u protivnom će se naborati, stisnuti čips, začepiti ga, a avion će se morati često čistiti.
Kako bi se to izbjeglo, klin mora čvrsto pritisnuti nož na podlogu i površinu
baza je napravljena vrlo ujednačeno tako da nož leži cijelom ravninom.
Prilagođena blanjalica mora ispunjavati sljedeće zahtjeve:
1. Apsolutno čvrsto prianja donji rub noža na površinu
podnožje (krevet) ravnine, što isključuje mogućnost vibracija noža tijekom rada.
2. Vrlo čvrsto prianjanje razbijača iverice na gornji rub noža bez
zazora po cijeloj širini, ali s laganim podrezivanjem radi prilagođavanja otklona lomilice iverja
prilikom osiguranja. Prednji ispupčeni rub razbijača iverice mora biti brušen
sjajiti.
3. Čvrsto stezanje noža klinom po cijeloj dužini upornjaka (izbočine) zida
rupa za slavinu. Ako klin dobro pristaje, tada će se laganim udarcem iz čekića čvrsto kliniti
nož je u bloku i istim laganim udarcem u stražnjicu bloka ga oslobađa. Kada
međutim, morate snažno i nekoliko puta udariti čekićem po kraju bloka, što znači da klin
nije pravilno postavljen i nož je zaglavljen samo pri vrhu ili dnu, ili samo s jednim
strane.
4. Dvostruka udaljenost od oštrice noža do ruba leta blanjalice
nož ne smije biti veći od 1,5 mm. S većom udaljenošću, petokraka je zalijepljena u potplat
umetnuti (sedlo).
5. Potplat blanjače izrezan je točno ispod kvadrata, ravnalo
i ispod uparenih ravnala tako da je potplat u istoj ravnini, a područje ispred
raspon nije imao ni najmanje istrošenosti.
6. Klin je toliko dugačak da se na gornjoj površini noža
nije bilo praznine u koju je mogao pasti kraj strugotine. U dobro prilagođenoj ravnini
čips se nikad ne zaglavi.
7. Oštrica i skosa noža trebaju biti ravni s blago zaobljenim
uglovi, dobro naoštreni i nagnuti prema rubovima bez konveksnosti i udubljenja.
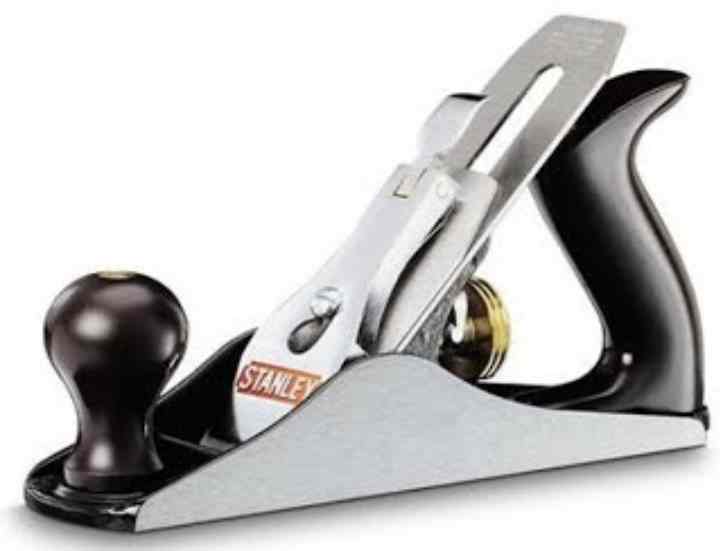
Funkcije i značajke
Ravan (ili plug) je stolarski alat koji se koristi za planiranje drva. Sam proces rada je uzdužni rez drvene površine nožem kako bi se dobila željena hrapavost ili oblik. Osim toga, alat za blanjanje koristi se za podešavanje dimenzija dijelova, izrezivanje utora i produženih udubljenja različitih oblika (utora) u njima. Također, pomoću blanjalice možete rezati skoske, izvesti utor (preklop) duž ruba obratka i primiti izbočine na rubovima ploča (jezičci). U građevinarstvu se ovaj alat često koristi pri obradi drva za podove ili stropove.
Ravnina je neophodna za uklanjanje različitih nedostataka na površini stabla, hrapavosti, izobličenja i nepravilnosti. Prilikom korištenja visokokvalitetnog, dobro naoštrenog, ispravno odabranog alata za obavljanje zadatka, tijekom procesa blanjanja dobiva se glatka, ujednačena površina. Nakon završetka drva posebnom ravninom, radni komad ne treba brusiti brusnim papirom, jer se blanjana površina lakše nanosi na lakiranje, izgleda impresivnije nakon što se lak osuši i upije manje vlage.
Osim toga, svaka vrsta drva ima jedinstvenu teksturu koja je bolje vidljiva na površini reza, za razliku od one obrađene brusilicom. Danas su na tržištu predstavljene i mehaničke (ručne) i električne blanjalice. Po obliku, obje vrste instrumenata mogu biti slične, ali u svom dizajnu imaju jake razlike.
Glavna razlika između električnih modela je elektromotor koji pokreće osovinu s noževima pričvršćenim na poseban način.U mehaničkoj ravnini funkciju rezanja obavlja jedan nož pričvršćen u drvenu ili metalnu podlogu, a sam proces blanjanja nastaje zbog sile ljudskih ruku koje izvode naizmjenično uzdužno pomicanje alata po površini proizvoda . Majstori stolarije, čiji je glavni zadatak brzo dovršiti obradu drva, odabiru električni alat.

Električna blanjalica dizajnirana je za obavljanje velikih količina posla u kratkom vremenu, no to ne rezultira uvijek savršeno ravnom površinom.
Osim toga, električni alat povećava sigurnosne zahtjeve, budući da se rizik od oštećenja udova od reznog ruba dodaje mogućnosti strujnog udara zbog nepoštivanja osnovnih mjera opreza.
Ručni avion biraju obrtnici koji ne vole žurbu i pažljivo rade posao. U usporedbi s električnim alatom, ručna blanjalica uklanja sitnije strugotine, a završeni rad izgleda urednije. Osim toga, tih je i lagan.









Također je važno da proces čišćenja nakon rada s ručnim alatom bude lakši. A električni avion ostavlja finu prašinu u zraku, što je štetno za zdravlje.
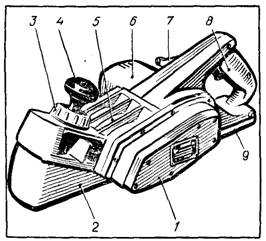
Dizajn zrakoplova prilično je jednostavan u izvedbi, no pri odabiru važnu ulogu igra kvaliteta sastavnih dijelova. Alat se sastoji od sljedećih dijelova:
- tijelo (blok) jedan je od glavnih elemenata blanjalice. Ima utor za nož na koji su fiksirani ostali dijelovi. Donji dio tijela (radni) naziva se potplat. Postoje modeli s metalnim potplatom i drvenim. U nekim vrstama blanjalica blok ima nekoliko koraka i poseban oblik. Drvene kutije uglavnom su izrađene od suhog čvrstog drveta (graba, kruške, jasena, bukve, bagrema);
- noževi (komad željeza, oštrica) - glavni dio za obavljanje posla, o tome ovisi kvaliteta obratka. Postoje tri vrste noža. Ravna je obična oštrica za rezanje ravnih površina. Zaobljen - ovo je isti nož, ali ima okrugle rubove, zbog čega nema utora. Koristi se za obradu velikih površina, ne dopušta nepravilnosti. Kovrčava - pomaže u postizanju dekorativnog rezultata. U obliku, to je običan nož s utornim krajem;
- stezaljka - ovaj dio je odgovoran za pričvršćivanje noža na tijelo, izrađen od različitih materijala;
- razbijač iverja - nalazi se između noža i stezaljke, dizajniran za prikladniji postupak izrade obratka;
- vijak - pomoću njega možete podesiti položaj noža u odnosu na površinu koju treba obraditi, prilagođavajući tako debljinu sječke koju treba rezati i širinu jednog prolaza;
- žaba - ploča za podešavanje nagiba sjekutića;
- dvije ručke za rad: prednja za vođenje alata i odabir debljine strugotine, stražnja za pomicanje blanjalice preko radne površine. Postoje razne vrste alata s jednom ručkom.
Što je?
Zenzubel je svojevrsni ručni avion - alat potreban u stolariji i stolarstvu. Za razliku od klasičnog uređaja, koristi se za kovrčavo, a ne ravno blanjanje. Alternativni naziv je uzorkovanje. U većini slučajeva zenzubel se koristi u sljedeće svrhe:
-
čišćenje pravokutnih presjeka;
-
izbor četvrtina na pločama;
-
stvaranje nabora;
-
čišćenje i odabir prostorija na letvicama i šipkama.

Zahvaljujući individualnom dizajnu, rezač ili metalni dio dlijeta mogu se postaviti pod kutom od 90 ° prema bloku. U kućištu alata za stolariju nalazi se bočna rupa. Kroz njega se uklanjaju nepotrebni čipovi. Oblik noževa dlijeta nalikuje lopatici koja gura i brzo odsiječe drveni sloj.

Prije početka rada s blanjalicom za figurano blanjanje, crtežom se na radnom komadu iscrtavaju crte za označavanje.Prvo se bilježi veličina četvrtine, nakon čega se uzima zenzubel. Zrakoplov se uredno vodi uz oznake, uklanjajući prve strugotine kako bi se stvorila mala izbočina. U budućnosti možete poduzeti sigurnije i brže mjere.

Zbog pažljivog korištenja dlijeto se koristi za doradu, tijekom koje je moguće postići potrebnu hrapavost radne površine i prilagoditi dimenzije obratka. Četvrtina se obično bira s falzgebelom
Potonji je po strukturi sličan zenzubelu i također pripada figured blanjalicama, ali ima niz pojedinačnih karakteristika. To uključuje stepenasti potplat.

Pravila rada
Okretni alati mogu dugo obavljati svoju glavnu funkciju sve dok se radna površina ne izbrusi. No, nepravilna uporaba skratit će vijek trajanja alata. Da biste spriječili prethodno trošenje, morate slijediti jednostavna pravila rada:
- Postavite u središte.
- Što je radni komad veći, rezač bi trebao biti veći.
- Uključite hlađenje tijekom rada u teškim uvjetima.
- Oštrite na vrijeme.
- Radne površine povremeno oplemenjujte sitnozrnatim šljunkom, bez skidanja alata s držača alata.
- Ručno priđite izratku, nakon dodira uključite automatsko ulaganje.
- Prilikom zaustavljanja stroja najprije ručno povucite alat, a zatim isključite uređaj.
- Odaberite ispravne uvjete rezanja.
- Ne spremajte alat na hrpu - to će dovesti do čipova i pukotina na reznom rubu.
- Prilikom rada s reznim alatom pomaknite ga što je moguće bliže steznoj glavi.
Mnoge vrste radova izvode se na tokarilici. Za svaki proces predviđen je zasebni rezač. Odabire se na temelju materijala za obradu, uvjeta rezanja, parametara čistoće i hrapavosti. Alat se mora na vrijeme izoštriti, moraju se poštivati pravila rada i skladištenja.