Problemi kvalitete proizvedenih žica
Mnogi proizvođači proizvoda od kabela i žica, pokušavajući više pomoći, umjetno podcjenjuju debljinu izolacije i precjenjuju promjer kabela. Navođenjem presjeka žice većeg nego u stvarnosti, proizvođač štedi vrlo veliku količinu. Na primjer, za proizvodnju tisuća metara bakrene žice presjeka 2,5 mm2 potrebno je 22,3 kg bakra, dok je za izradu žice od 2,1 mm2 potrebno samo 18,8 kg. Tako dobivamo uštedu od 3,5 kg bakra.

Drugi način smanjenja troškova proizvodnje je izrada vodljive jezgre od nekvalitetnih sirovina. Dodavanjem jeftinih nečistoća, vodljivost se smanjuje, stoga se moraju promijeniti izračuni duljine kabela.
Određivanje promjera kod kuće
Potreba da se sazna točan promjer javlja se samo u dva dva slučaja - nema oznaka s vanjske strane ili odsutnosti uvjetno kontrolnih predmeta s poznatim presjekom (okovi, adapteri). Označavanjem možete odrediti sve parametre - namjenu, materijal izrade, debljinu stijenke. Uz pomoć okova, adaptera doznaju je li određena cijev prikladna za vodoopskrbu, grijanje.
Mjerenja možete izvršiti kod kuće pomoću ravnala (mjerača trake), čeljusti, mikrometra. O tome ovisi točnost dobivenih rezultata. Možete koristiti druga sredstva - konac, kutiju šibica ili bilo koji predmet, čije su dimenzije poznate i ne prelaze presjek cjevovoda.
Kako mjeriti čeljusti?
To je univerzalni mjerni uređaj s kojim možete saznati sve dimenzije cjevovoda.
Osim maksimalnih i minimalnih vrijednosti, razlikuju se i u načinima uzimanja rezultata:
- U nonijusu (SHT) milimetri se iscrtavaju na glavnoj ljestvici, a udjeli mm na pomoćnoj. Kad se štap pomiče, pokazivač se zaustavlja na određenoj vrijednosti.
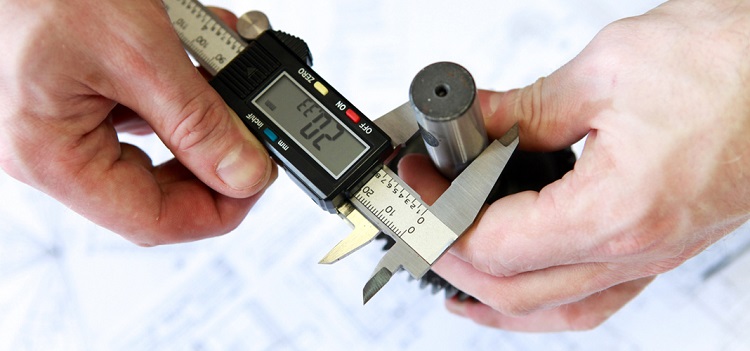
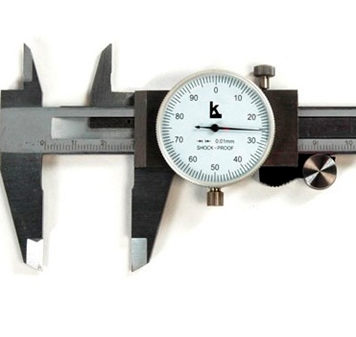
- Brojčanik (ShTsK) potreban je za preciznija mjerenja. Mm udjeli su označeni brojčanikom spojenim na zupčanik. U digitalnom (SCH), vrijednost se prikazuje na LCD zaslonu.
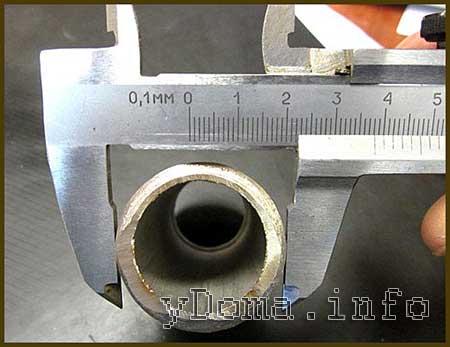
Kako izmjeriti unutarnji promjer cijevi pomoću pomične čeljusti:
- Očistite unutarnju površinu od prljavštine, prašine.
- Pomaknite čeljusti grane u nulti položaj.
- Ugradite ih u rupu.
- Razrijedite čeljusti do kraja, pokušavajući dobiti najveću vrijednost.
Za mjerenje vanjskog presjeka morate razrijediti čeljusti čeljusti i postaviti ih između cjevovoda. Da biste dobili točan rezultat, morate primijeniti mali pritisak. Ponovite postupak 2-3 puta.

Prije početka rada preporuča se provjeriti točnost očitanja čeljusti uzimajući dimenzije standardnog objekta poznatih dimenzija ili presjeka.
Mjerimo mikrometrom
Cijevni mikrometar prikladan je za brzo očitavanje vanjskih dimenzija. Ako trebate znati unutarnji promjer, trebali biste izmjeriti debljinu stijenke. Za razliku od nonarskih čeljusti, većina modela mikrometra daje točnije rezultate, prosječna pogreška je 3-5 mikrona.
 Primjena mikrometra
Primjena mikrometra
Postupak provođenja unutarnjih mjerenja:
- Ugradite cijev između pete i vretena, očitajte.
- Također saznajte debljinu stijenke.
- Od vanjskih dimenzija oduzmite 2 očitanja debljine.
Nedostatak uređaja je ograničenje maksimalne veličine. Za povećanje točnosti koriste se posebni nastavci. Prilikom izvođenja proračuna dobivenim se pokazateljima moraju dodati dimenzije mlaznica.
Laserski senzori
Princip rada laserskih senzora temelji se na skeniranju površine laserskim snopom. Brzina kojom se zračenje vraća u fotodetektor određuje prijeđenu udaljenost.Radi poboljšanja točnosti, radna glava se okreće, što omogućuje poduzimanje velikog broja mjerenja u sekundi. Takvi se uređaji koriste samo u masovnoj proizvodnji, gdje je važno kontrolirati ujednačenost debljine stijenke na određenoj duljini.
Princip rada cijevnih laserskih senzora:
- Mjerni dio uređaja nalazi se unutar šupljine.
- Pričvršćivanje steznim valjcima.
- Nekoliko serija mjerenja na različitim dionicama autoceste.
- Usklađivanje podataka.
Prednost metode je maksimalna točnost i mogućnost mjerenja na različitim dubinama, na daljinu. Nedostatak je skupa oprema. Koristi se samo u proizvodnom procesu ili za velike količine cijevi koje se koriste gdje je točnost važna.
 Mjerenje promjera cijevi laserskim senzorom
Mjerenje promjera cijevi laserskim senzorom
Sve o promjeru armature

Proizvođači armature često koriste dotrajalu opremu, a armatura je nešto veća od potrebnog promjera.
Proizvođači armature često koriste dotrajalu opremu, a armatura je nešto veća od potrebnog promjera. Prema tolerancijama prolazi, a ukupna tonaža odgovara, a u smislu tekućih metara nastaje nestašica. U potrazi za tim mjeračima gubi se vrijeme, projekt staje i ostaje osjećaj prevare.






Prilikom pokušaja određivanja promjera armature treba imati na umu da oblik poprečnog presjeka armaturne šipke više nalikuje elipsi nego ravnomjernom krugu. Stoga, mjerenjem stupca na različitim mjestima, osoba dobiva niz brojeva. Osim toga, mjerenjem duž tijela šipke i uz rubove, zalet se izražava u nekoliko milimetara.
To zbunjuje izračune.
Kako odrediti promjer armature?
Veličinu treba vidjeti u popratnim dokumentima. U njima proizvođači stavljaju takozvani nominalni promjer armature, naziva se broj armature. Ovaj pokazatelj označava veličinu šipke od koje je izrađen ovaj komad armature (uzimajući u obzir neke pretpostavke).
Odnosno, broj profila originalne slijepe probe usporediv je s nazivnim promjerom gotovog proizvoda. Kao rezultat toga, možete učiniti sljedeće (potrebna vam je čeljust):
- Izmjerite tijelo šipke.
- Izmjerite promjer izbočenih rebara.
- Zbrojite pokazatelje i podijelite rezultat s 2.
Mnogi to čine. Ostvarite prosjek koji odgovara svima.
Opcija je neprofesionalna, radi na svakodnevnoj razini, budući da profesionalci ne postavljaju takva pitanja. U takvim izračunima prikladni su sljedeći izrazi: "najveći promjer armature" i "minimalni promjer armature".
To su upravo dva pokazatelja koja su dobivena pri mjerenju tijela i ruba šipke.
Pomoću ovih brojki razvijena je tablica u kojoj je propisano koje su minimalne i maksimalne dimenzije, kojem nominalnom promjeru armature odgovara.
Promjer armature. Tablica omjera promjera
| nazivni promjer | najveći promjer | minimalni promjer |
| 6 mm. | 6,57 mm. | 5,57 mm. |
| 7 mm. | 7,75 mm. | 6,75 mm. |
| 8 mm. | 9 mm. | 7,5 mm. |
| 9 mm. | 10 mm. | 8,5 mm. |
| 10 mm. | 11,3 mm. | 9,3 mm. |
| 12 mm. | 13,5 mm. | 11 mm. |
| 14 mm. | 15,5 mm. | 13 mm. |
Težina armature
Pri prodaji okova cijena je naznačena po toni proizvoda. Započinjući malu izgradnju, osoba izračunava duljinu šipke potrebne za projekt.
Svako pojačanje koje odgovara GOST -u ima prilično točne pokazatelje težine po 1 metar štapa. Ti se podaci također unose u tablicu i aktivno se koriste u skladištima metala.
Omjer minimalnog, maksimalnog i nazivnog promjera odgovara određenom pokazatelju težine. To pomaže odrediti težinu armature po promjeru.
Promjer armature za temelj
Pripremivši rov za postavljanje potporne podloge objekta u izgradnji, vrijeme je za izračun potrebnog promjera armature. Naravno, možete uzeti deblju šipku i veću količinu. No, to će povećati troškove materijala i ostaviti dojam amaterske izvedbe.
Bolje da to učini znanost
Osim toga, postoji sve što vam je potrebno za ovo. A prije svega stol.
| Ventil br. | Broj šipki i površina poprečnog presjeka | |||||
| 1 računalo. | 2 kom. | 3 kom. | 4 stvari. | 5 komada. | 6 kom. | |
| 6 | 28,3 mm2 | 57 mm2 | 85 mm2 | 113 mm2 | 141 mm2 | 170 mm2 |
| 8 | 50,3 mm2 | 101 mm2 | 151 mm2 | 201 mm2 | 251 mm2 | 302 mm2 |
| 10 | 78,5 mm2 | 157 mm2 | 236 mm2 | 314 mm2 | 393 mm2 | 471 mm2 |
| 12 | 113,1 mm2 | 226 mm2 | 339 mm2 | 452 mm2 | 565 mm2 | 679 mm2 |
Potrebno je izmjeriti budući temelj i izračunati njegovu površinu poprečnog presjeka. Uzmemo li visinu i širinu 600 i 500 mm. Pomnožene vrijednosti dat će rezultat od 300.000 mm2. Za takav temelj, površina poprečnog presjeka armaturnih šipki s poprečnog presjeka temelja bit će 0,1%. Odnosno 300.000: 100 x 0.1 = 300 mm2. Ovo je površina poprečnog presjeka svih šipki. Najbliža očitanja u tablici ukazuju na vrijednost od 302 mm2. To odgovara 6 šipki br. 8. Poprečna armatura može biti manje debljine, ali ne manja od 6 mm. Bolje je uzeti iste 8 mm. Pomoću tablica možete učinkovito izračunati parametre budućeg temelja i ne snositi nepotrebne troškove.
Obavijesti o novim proizvodima
Želim primiti
Kako provjeriti točnost kalibra?
Postavljajući pitanje kako koristiti staru čeljust, zapamtite da se točni rezultati mogu ukloniti samo s provjerenog instrumenta.
Jednom godišnje na pregled se daju profesionalne čeljusti, a prije uporabe, čak i kod kuće, bolje je obratiti pozornost na glavne moguće netočnosti
Prvi korak je provjeriti podudarnost nulte linije i prisutnost razmaka između pomaknutih čeljusti.
Na ravnoj površini dubinskim mjeračem provjerite nultu liniju.
Važno je da se nosač pomične čeljusti ne pomiče pod nagibom čeljusti.
U elektroničkom modelu mnogo ovisi o pravovremenoj promjeni izvora napajanja.
Nije loše saznati razred točnosti čeljusti, jer je ponekad potrebno što mjerljivije odrediti što pouzdanije. Prva vrsta odnosi se na takozvane kućanske čeljusti, kada postoji dovoljno očitanje od 0,1 mm
Za preciznija mjerenja potrebni su alati druge i treće vrste, gdje je vrijednost očitanja već 0,05-0,01 mm.
Tehnologija
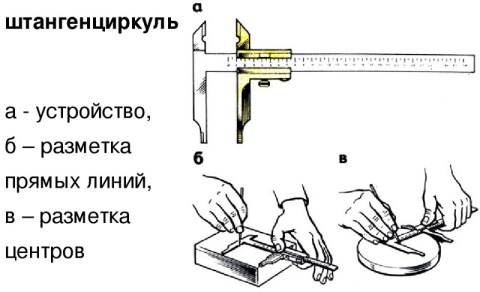
§ 17. Mjerenje dimenzija dijelova pomičnom čeljusti
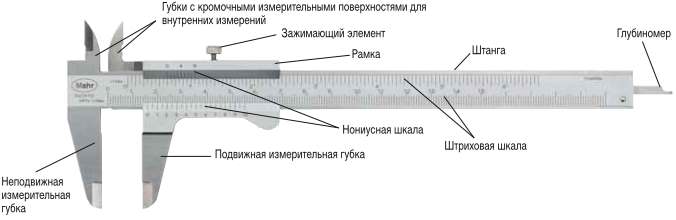
U proizvodnji dijelova od tankog lima i žice možete koristiti najjednostavnije kontrolne i mjerne alate: ravnalo, klupicu itd. Kaliperi se koriste za mjerenje i kontrolu dijelova s većom točnošću. Dizajnirani su za mjerenje vanjskih i unutarnjih dimenzija dijelova i dubine rupa, utora, utora. Čeljusti su različitih vrsta i razlikuju se u granicama i točnosti mjerenja.







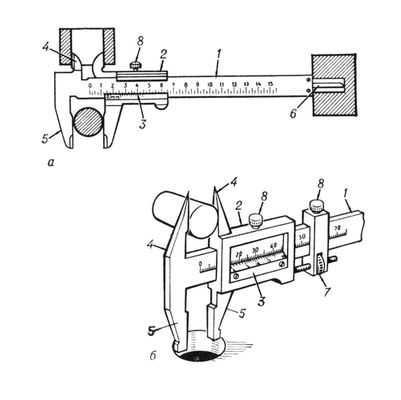
Na slici 63 prikazana je nonadska čeljust ŠC-1 s mjernim rasponima od 0 do 125 mm i točnošću od 0,1 mm. Sastoji se od šipke 1 koja ima ljestvicu 6 s milimetarskim podjelama. Pokretni okvir 4 pomiče se duž šipke, koja se može učvrstiti u željenom položaju steznim vijkom 3. Mjerač dubine 5 pričvršćen je na okvir.
Riža. 63. Vernier čeljust ŠC -1: 1 - šipka; 2 - čeljusti za unutarnja mjerenja: 3 - stezni vijak za pričvršćivanje okvira; 4 - pomični okvir; 5 - mjerač dubine; 6 - ljestvica sa šipkom; 7 - nonijus; 8 - spužve za vanjska mjerenja; 9 - izmjereni dijelovi
Donja čeljust 8 služi za mjerenje vanjskih dimenzija, gornja 2 - za mjerenje unutarnjih dimenzija. Mjerač dubine mjeri dubinu utora i rupa.
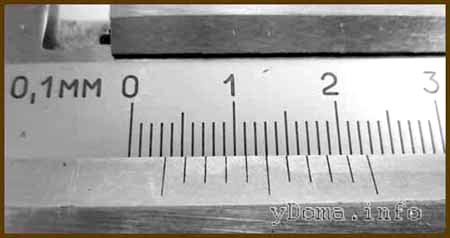
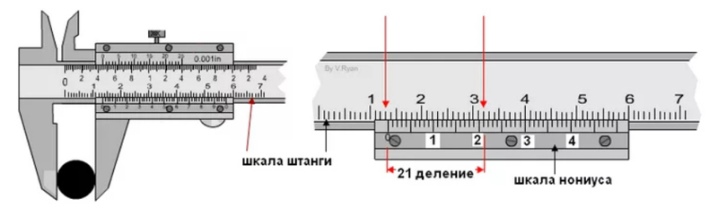
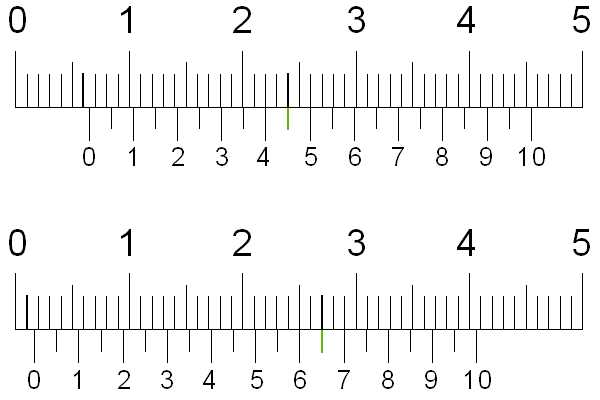
Kako je moguće izmjeriti desetine milimetra ako ljestvica čeljusti ima milimetarske podjele? U tu svrhu služi pomoćna ljestvica zvana vernier 7. Nonijus je dugačak 19 mm. Nonijus je podijeljen na 10 jednakih dijelova, stoga je cijena svake diobe 1,9 mm.
Kad su čeljusti zatvorene, nulti udari skale uteg i nonijusa podudaraju se (slika 64), a deseti udar nonijusa poravnat je s devetnaestim hodom milimetarske ljestvice.
Riža. 64. Ljestvica sa šipkom i nonijus
Imajte na umu da prvi udar nonijusa ne doseže drugi hod skale sa šipkom za točno 0,1 mm (2 - 1,9 = 0,1). To vam omogućuje mjerenje s točnošću od 0,1 mm.
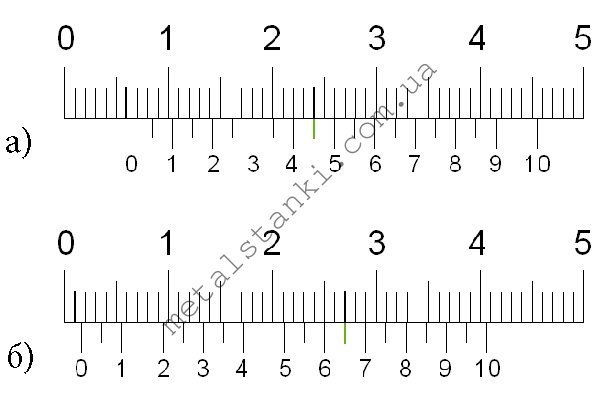
Prilikom mjerenja nonarskom čeljusti, cijeli broj milimetara broji se na milimetarskoj ljestvici šipke do nulte linije nonijusa.Desetine milimetra - na nonijusovoj ljestvici od nulte oznake do hoda nonijusa koji se podudara s bilo kojim potezom na milimetarskoj ljestvici (slika 65).
Riža. 65. Primjeri mjerenja čeljusti. Položaj šipke i nonijusa pri mjerenju dimenzija: a - 0,4 mm; 6 - 6,9 mm; h - 34,3 mm
Zapamtiti! Čeljust je skup mjerni alat kojim se mora pažljivo rukovati.
Pravila rukovanja čeljusti
Prije početka rada obrišite čeljust nonijusa čistom krpom kako biste uklonili masnoću i prašinu.
Ne čistite alat brusnim papirom ili nožem.
Ne stavljajte alat na grijaće uređaje.
Možete mjeriti samo čiste dijelove bez oštećenja, neravnina, ogrebotina.
Čeljusti čeljusti imaju oštre krajeve, pa pri mjerenju treba biti oprezan.
Nemojte kositi čeljusti čeljusti. Učvrstite njihov položaj steznim vijkom.
Kad čitate očitanja na mjernoj ljestvici, držite čeljust nonijusa izravno ispred očiju.
U poduzećima, mjerna mjerača jedan je od glavnih mjernih alata. Koriste ga radnici raznih specijalnosti i inspektori alatnih strojeva i bravari. U današnje vrijeme sve se više koriste čeljusti s digitalnim pokazivačima (na baterije) koje vam omogućuju mjerenje dijelova s točnošću od 0,01 mm.
Upoznavanje profesija
Inspektor odjela tehničke kontrole (QCD) je specijalist koji je odgovoran za kvalitetu proizvedenih dijelova u poduzeću. On to gleda. tako da izrađeni dijelovi točno odgovaraju crtežima. Ovo je vrlo zahtjevan posao, jer ako neispravan dio koji ne odgovara crtežu uđe u proizvod, proizvod će brzo propasti. Inspektori za kontrolu kvalitete moraju poznavati pravila za postavljanje i reguliranje kontrolnih i mjernih instrumenata i uređaja, metode provjere kvalitete površina, pravila za prihvat dijelova itd.
Laboratorijski i praktični rad broj 17
Mjerenje dimenzija dijelova nonarskom čeljusti
-
Napravite skicu stepenastog valjka koju je učitelj izdao u vašoj radnoj bilježnici (slika 66).
-
- Izmjerite svaku veličinu valjka mjernim čeljustima i zabilježite rezultate u milimetrima na stolu.




- Dobivene dimenzije stavite na skicu napravljenu u radnoj bilježnici.
Riža. 66. Skica dijela "stepenasti valjak" (prema stavkama 1-3)
Testiramo svoje znanje
-
Koji su glavni dijelovi čeljusti za nonijus?
-
Koliko mjernih ljestvica ima pomična čeljust?
-
Koja mjerenja možete izvršiti pomoću čeljusti?
-
Koliko puta točnost mjerenja čeljusti prelazi točnost mjerenja ravnalom?
- Kako se broje cijele i desetine milimetra pomoću čeljusti?
Postupak mjerenja, provjera ispravnosti
Prije rada provjerite tehničko stanje čeljusti i po potrebi ga prilagodite. Ako aparat ima iskrivljene usne, ne smije se koristiti. Također, ogrebotine, korozija i ogrebotine na radnim površinama nisu dopuštene. Potrebno je da se krajevi štapa i mjerač dubine s kombiniranim čeljustima podudaraju. Vaga instrumenta mora biti čista i čitljiva.
Mjerenje
- Čeljusti čeljusti čvrsto su pritisnute uz dio s malo napora, bez praznina i izobličenja.
- Određujući vrijednost vanjskog promjera cilindra (vratilo, vijak itd.), Provjerite je li ravnina okvira okomita na njegovu os.
- Prilikom mjerenja cilindričnih rupa čeljusti čeljusti postavljaju se na dijametralno suprotnim točkama, što se može pronaći vodeći se maksimalnim očitanjima na ljestvici. U tom slučaju ravnina okvira mora proći kroz os rupe, tj. mjerenje uz tetivu ili pod kutom prema osi nije dopušteno.
- Za mjerenje dubine rupe, šipka se postavlja na njezin rub okomito na površinu dijela. Ravnalo mjerača dubine gura se do dna pomoću pomičnog okvira.
- Rezultirajuća veličina fiksira se vijkom za zaključavanje i određuju se očitanja.
Radeći s čeljusti, nadziru glatkoću okvira. Trebao bi sjediti čvrsto, bez ljuljanja na šipci, dok se kreće bez trzanja uz umjeren napor, što se regulira vijkom za blokiranje. Potrebno je da se s poravnatim čeljustima nulti hod nonijusa poklapa s nultim hodom šipke. Inače, nonijus se mora ponovno instalirati, za što mu se otpuštaju vijci koji su pričvršćeni za okvir, poravnaju se potezi i ponovno pričvršćuju vijci.
Kako možete izmjeriti promjer improviziranim uređajima
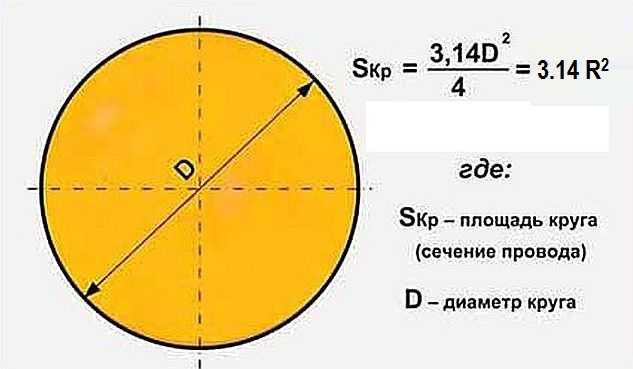
Ako nemate pri ruci specijalizirani alat, ali još uvijek morate izmjeriti promjer cijevi, možete osvježiti pamćenje školske formule za određivanje opsega. Evo ga: C = "pi" x d. Gdje:
- C - ovo je opseg;
- "Pi" je broj s fiksnom vrijednošću, radi praktičnosti se uzima jednak 3,14;
- D je promjer kruga.
Stoga, kako biste izmjerili promjer cijevi, morate podijeliti vrijednost C (opseg) sa 3,14. No na ovaj će način biti moguće mjeriti samo vanjski promjer cijevi.
Normalna šivaća traka dovoljna je za određivanje opsega.
Uzima se obična građevinska traka ili krojački mjerni centimetar, zatim se jednim zavojem omota oko cijevi. Mora se paziti da se traka ne savije, već da leži što je moguće ravnije preko cijevi. Kad se izvrše mjerenja, preostaje samo izvršiti gore opisane izračune. Na primjer, ako se pokazalo da je opseg 12 centimetara, tada, dijeleći 12 sa 3,14, rezultat je 3,8 centimetara. Usput, na ovaj način možete izmjeriti promjer ne samo cijevi, već i bilo kojeg drugog okruglog predmeta. Ako čak ni mjerna traka nije pri ruci, tada možete upotrijebiti ne previše debeli kabel ili konac. Bit će dovoljno samo omotati cijev s navojem - a zatim je pričvrstiti na ravnalo. Ako trebate dobiti točnije vrijednosti, tada se broj "pi" može uzeti ne za 3,14, već za 3,1416.
Na primjer, ako je naznačeno da je promjer cijevi 2,4 inča, tada pomnožite ovaj broj s 2,54, možete dobiti rezultat - 6,096 cm. Ako trebate napraviti obrnuti prijevod, tada se vrijednost izražena u centimetrima dijeli s 2 , 4. Gornji rezultat od 3,8 cm bio bi 1,49 inča.
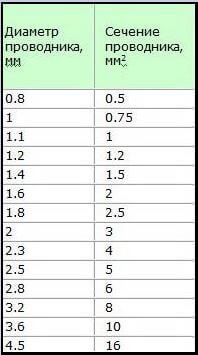
Metode mjerenja promjera žice
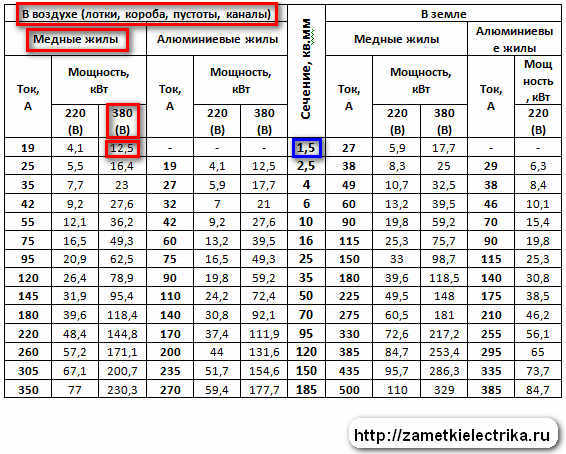
Da biste izračunali površinu poprečnog presjeka vodiča, morate znati njegov točan promjer. Postoji nekoliko načina za mjerenje promjera žice. To uključuje mjerenja:
- Korištenje čeljusti: za to morate razumjeti princip rada čeljusti i moći mjeriti očitanja s njezine ljestvice. U tom slučaju uporaba elektroničkog mjernog uređaja omogućuje pojednostavljenje mjerenja - on će na ekranu prikazati točnu vrijednost promjera.
- Korištenje mikrometra: Ovaj mjerač je nešto točniji od mehaničke čeljusti, ali također zahtijeva određenu vještinu da biste dobili točna i točna očitanja.
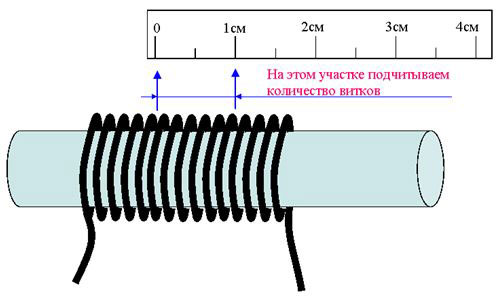
- Korištenje običnog ravnala: ova je metoda prikladna za one koji u svom arsenalu nemaju takve mjerne instrumente kao čeljust ili mikrometar. Mjerenje promjera vodiča pomoću ravnala neće biti dovoljno točno, ali bit će moguće okvirno procijeniti promjer.
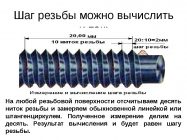
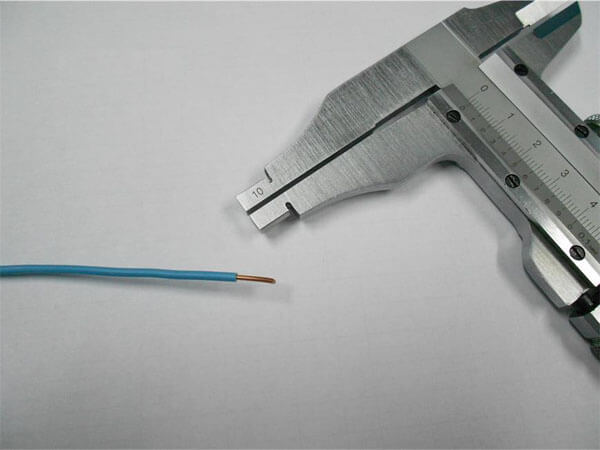
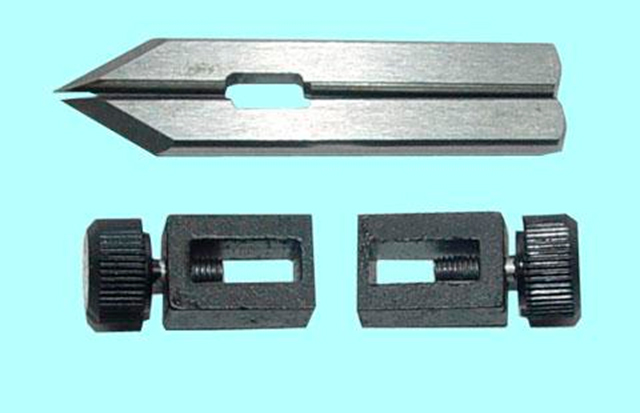
Za mjerenje promjera vodiča, prije svega, on se nožem ili skidačem skine s izolacije. Nadalje, ako se koristi mikrometar ili nonadska čeljust, žičana jezgra čvrsto se steže između čeljusti uređaja, a veličina vodiča određuje se prema mjerilima uređaja. Prilikom korištenja ravnala izolacija se uklanja na udaljenost od 5-10 cm, a jezgra se namotava oko odvijača. Zavoji vodiča trebaju biti čvrsto međusobno pritisnuti (približno 8-20 zavoja).Zatim se mjeri duljina dijela rane i rezultirajuća vrijednost se dijeli s brojem zavoja - dobit će se više ili manje točna vrijednost promjera.
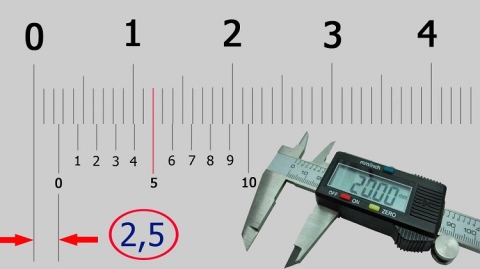
Kako radi digitalna čeljust?
Postoje tri modifikacije čeljusti, podijeljene su prema načinu mjerenja.
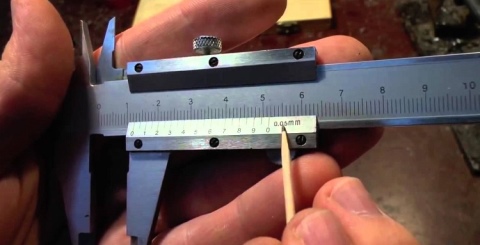
- Najjednostavniji modeli nonijusa mogu se koristiti za potrebe kućanstva. Cijele vrijednosti se preuzimaju s trake, udjeli se određuju nonijusom - to su osnovna pravila kako se koristi čeljust.
- Princip mehaničkog mjerenja koristi se u modelima brojčanika. Kroz zupčanik se ulomci milimetra prenose s ljestvice na brojčanik, a cijele se vrijednosti uzimaju s trake.
- Najprikladnija i točna je digitalna inačica, gdje se svi rezultati dobivaju s zaslona. Sam elektronički dio može se konfigurirati, još je prikladniji za korištenje.
Da biste razumjeli kako ga koristiti, morate razumjeti kako digitalna čeljust radi. Rad se temelji na digitalnom kapacitivnom nonijusu: unutar uređaja nalazi se kapacitivna matrica, nekoliko ploča, a glavne su stator i klizač. Prilikom izračunavanja oni se prikazuju, stator se nalazi na mehaničkom ravnalu, a rotor je ispod samog zaslona.





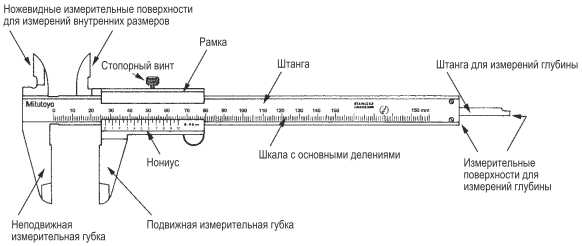
Instrument uređaj
Kako naučiti koristiti čeljust? Za početak, upoznajte se s njegovim uređajem. Prije svega, ručni čeljust dvostranog tipa, s linearnim mjernim sustavom, koji je tražen u proizvodnji, sastoji se od sljedećih konstrukcijskih elemenata:
- Mjerna šipka, gdje postoji ljestvica s podjelama, čija točnost odgovara klasi alata.
-
Klizni okvir mjernog okvira u vodilicama šipke. Kako koristiti čeljust za nonijus? Na donjoj kontrolnoj površini okvira primjenjuju se nonijusove podjele prema kojima se određuje mantisa izmjerene vrijednosti: vrijednost veličine nakon decimalne točke. Na primjer, pri mjerenju duljine 13,9 mm s klasom točnosti II, očitanje "13" će se uzeti s glavne ljestvice, a očitanje "0,9" - iz nonijusa. Radi lakšeg korištenja, okvir je opremljen utorom na donjoj desnoj strani.
- Donje mjerne čeljusti tijela štapa. Dizajnirani su za određivanje vanjskih dimenzija dijela ili obratka. Mjerne ravnine čeljusti su unutarnje, a njihov prevjes određen je mjernim granicama za koje je ovaj model alata dizajniran. Prema državnom standardu, izbočine donjih čeljusti mogu biti od 35 ... 42 mm do 63 ... 125 mm, ovisno o granicama mjerenja za koje je ovaj model dizajniran.
- Gornje mjerne čeljusti tijela šipke, pomoću kojih se određuju dimenzije vanjskih površina proizvoda. Upravljačke ravnine gornjih čeljusti također su kalibrirane, a njihov prevjes, kao i u prethodnom slučaju, određen je mogućnostima i vrstom proizvoda. Raspon je od 16 do 30 mm.
- Stezni vijak s izrezanom glavom kojim se fiksira trenutni položaj okvira.
- Mjerač dubine, koji je ravan uzemljeni klin koji klizi u vodilicama smještenim na suprotnoj strani tijela šipke. Na radnom kraju igle nalazi se konusna kosina kako bi se smanjile dimenzije krajnje površine mjerača dubine. To omogućuje procjenu dubine rupa s malim promjerima.
Instrument uređaj
Svi kontaktni rubovi štapa, vodilica, okvira i nonijusa pažljivo su brušeni prema veličini, s točnošću za red veličine većom od one s kojom djeluje pomična čeljust.
Za posebne zahtjeve dizajna mogu se predvidjeti i drugi elementi. Pomoćne mjerne površine (i posljedično čvorovi) neophodne su ako se izvode operacije označavanja, određivanje dimenzija izbočina, stepenastih dijelova konstrukcija itd. Ponekad se u alat ugrađuje mikrometrijsko uvlačenje okvira.
Kako raditi?
Da biste ispravno radili s čeljusti, morate razumjeti kako čitati očitanja. Ovdje je sve malo složenije nego s jednostavnim ravnalom.Činjenica je da instrument ima dvije ljestvice. Prvi (glavni) je milimetarski. On daje početne mjerne podatke. Drugi (zvani vernier) pomoći će vam u mjerenju dijelova s velikom točnošću. Na njemu se mogu prepoznati čak i djelići milimetra.
Vernier je 0,1 mm, pa ispravno mjerenje može dati vrlo točan rezultat. No, svaki model čeljusti može imati drugačiji korak (jedna podjela). U pravilu je duljina koraka naznačena malo lijevo od same ljestvice.

Također, skala nonijusa može biti različite duljine. U nekim modelima doseže 2 cm (20 mm) od glavne mjerne ljestvice, dok u drugima može biti oko 4 cm. Što je duljina dulja, to će sekundarna ljestvica biti točnija. U osnovi, moderne čeljusti mjere se s točnošću od 5 stotinki milimetra (0,05 mm), stariji instrumenti imaju točnost od samo jedne desetine milimetra (0,1 mm), što je upola manje.
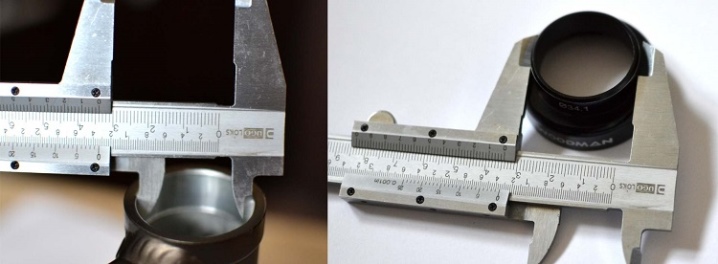
Čeljust ima dva para čeljusti: gornju i donju. Neki imaju samo jedan, no to su već visoko specijalizirane vrste uređaja. Vanjska širina i visina mjere se gornjim parom čeljusti. Donji se mjeri za promjer i unutarnju širinu dijela. Unutarnji utori moraju biti čvrsto pritisnuti na unutarnju stranu elementa tako da nema zazora i mjerenje promjera je vrlo točno.
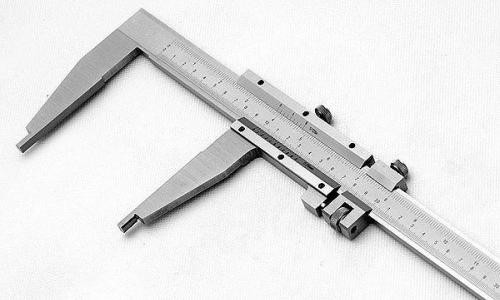
Ove čeljusti mogu se pomicati na prilično veliku udaljenost pa se mogu koristiti za mjerenje promjera, duljine, širine i visine cijevi, velikog ležaja, velikih dijelova i drugih vrsta rezervnih dijelova. No, glavna prednost čeljusti je ta što može odrediti parametre vrlo malih ili tankih predmeta. Na primjer, mogu izmjeriti presjek kabela, odrediti širinu žice, čavao, maticu, korak navoja vijka i još mnogo toga.
Uvijek tijekom velike količine okretanja ili vodovoda koriste čeljust zbog svoje praktičnosti i svestranosti. No ovaj se uređaj može koristiti i na gradilištu.
Također, osim para spužvi, neki modeli imaju i mjerač dubine. Omogućuje vam jednostavno mjerenje dubine, čak i na malim dijelovima. Ovaj uređaj klizi zajedno s mjernom i nonijus skalom. Linija mjerača dubine vrlo je tanka i udobno pristaje na stražnju stranu čeljusti. Kako biste izmjerili dubinu, jednostavno spustite ovaj uređaj do kraja u dio (dok ga postavljate tako da sam dio nosi) i pričvrstite odozgo steznim vijkom. Nakon toga pomoću mjerne ljestvice možete izračunati dubinu na isti način kao i mjerenje duljine, visine i drugih veličina.
Ako ne znate kojom ste bušilicom napravili određenu rupu, samo izmjerite promjer. Općenito, čeljust nonijusa može odgovoriti na mnoga pitanja, a nakon nekog rada s dijelom koji se mjeri, možete ga potpuno proučiti. Uz čeljust može biti priložen priručnik s uputama, tako da se možete upoznati s njim prije prvog rada.


Ako je mjerna čeljust korodirana, tretirajte je posebnim sredstvom protiv hrđe. Pazite samo da ovaj alat ne nagriže metal jer to može dovesti do činjenice da podjele i koraci na mjernoj i nonijusovoj ljestvici neće biti vidljivi.
Postoje elektronički tipovi čeljusti, ali s njima treba rukovati pažljivije. Izbjegavajte kontakt s vodom ili drugim tekućinama. U elektroničkom zapisniku može doći do kratkog spoja, pa nećete moći saznati točne podatke.


Također ne vrijedi mjeriti bilo koje stvari koje pokreće električna energija. To može srušiti tablicu rezultata i rezultati nakon mjerenja bit će netočni. Prije početka rada provjerite uređaj i pritisnite gumb za uključivanje da biste uključili čeljust nonijusa. Nakon što ste uzeli očitanja i trebate ponovno izmjeriti, pritisnite gumb za postavljanje nulte pozicije.Načelo uključivanja približno je isto kao za kalkulator koji se ne može programirati: nakon svake operacije vrijednost se mora resetirati.






Također, u elektronskoj verziji čeljusti potrebno je promijeniti napajanje. Da biste to učinili, otvorite zaštitni poklopac i zamijenite bateriju. Također ne zaboravite na polaritet. Ako je baterija funkcionalna, ali zaslon i dalje ne radi, provjerite je li baterija pravilno umetnuta.

Linearna mjerenja
Kako mjeriti linearne dimenzije čeljusti? Sve ovisi o materijalu dijela / obratka. Za krute elemente, proizvod se čvrsto pritisne uz osnovnu ploču, nakon čega se mjere vanjske mjerne čeljusti alata. Prvo biste trebali utvrditi prikladnost raspoloživog tipa čeljusti za rad. Na primjer, glavna mjerna ljestvica na štapu trebala bi biti manja od 25 ... 30 mm dulja od dijela (uzimajući u obzir vlastitu širinu čeljusti). Prilikom korištenja mjerača dubine ta je vrijednost još manja, budući da treba uzeti u obzir i duljinu okvira (za najčešće alate 0-150 mm i s točnošću od 0,05 do 0,1 mm, ovaj se parametar uzima najmanje 50 mm).
Kako izmjeriti presjek žice pomoću čeljusti? Nemetalni proizvodi fleksibilni su i stoga značajno iskrivljuju rezultat dobiven na uobičajen način. Stoga bi u kambru trebalo umetnuti kruti čelični dio (vijak, čavao, komad šipke), nakon čega se vanjskim čeljustima treba odrediti promjer presjeka žice. Učinite isto ako želite znati unutarnju veličinu žice.
Mjerenje promjera žice
Biciklisti često postavljaju pitanje kako mjeriti lanac pomoću čeljusti, budući da trošenje lanca, definirano kao udaljenost između njegovih susjednih karika, omogućuje donošenje odluke o zamjeni proizvoda. Vanjske čeljusti postavljene su na udaljenost od 119 mm i umetnute u kariku, nakon čega se istežu na strane sve dok daljnje povećanje nije nemoguće (radi lakšeg rada, lanac se može prethodno opteretiti vlačnom silom). Odstupanje od izvorne veličine pokazat će stvarno trošenje, koje se zatim mora usporediti s najvećim dopuštenim.