Metalne boje
Svaka pojedinačna bušilica ima drugačiju shemu boja. Iskusni majstori znaju da tehnički pokazatelji ovise o boji proizvoda. Na primjer, čelična boja je pokazatelj da rezni alat nije bio izložen visokim temperaturama.
Bušilice u boji čelika nemaju povećanu razinu čvrstoće, što znači da se troše mnogo brže. Stručnjaci savjetuju korištenje reznih elemenata u boji čelika za stvaranje rupa u tankim metalnim pločama, plastici, suhozidu i drvu.
Prisutnost crne boje na površini bušilice ukazuje na to da je prošla toplinsku obradu, nakon čega je proizvod dobio dodatnu čvrstoću, odnosno produžio mu se vijek trajanja.
Sorte
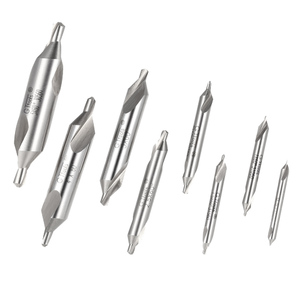
Konusna drška ili Morseov konus dostupan je u nekoliko verzija.
-
Instrumental
- najčešći, jer su dizajnirani za brzu automatsku promjenu pri radu na stroju. Parametri proizvoda regulirani su GOST -om. -
Skraćeno
e - repni dio svrdla smanjen je zbog zadebljalog dijela konusa. Označava se na sljedeći način: B7 - skraćeno na 14 mm, B10 - na 18 i na B24 - skraćeno na 55 mm. Ova se opcija koristi kada rupa zahtijeva određeni promjer, ali malu dubinu. -
Produženo
- koristi se za bušenje dubokih rupa u nekoliko faza. -
Metrički
- drške, kod kojih je omjer prema radnom dijelu 1:20, a kut veći od 1 stupanj.
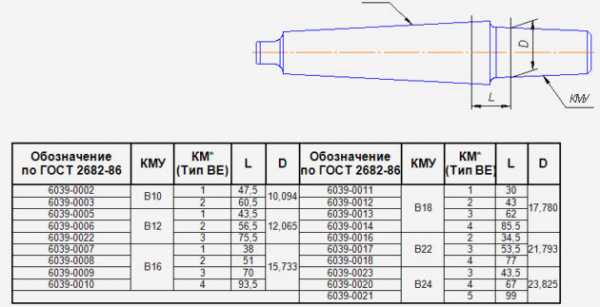
Fotografija prikazuje sorte bušilica sa suženim repom
Svrha bušilice određena je oštrenjem: kut vrha, kut zazora itd. Oštrenje i brušenje se vrši na posebnim strojevima ili ručno.
Konusni GOST
GOST 10903-77 regulira alate sa konusnom drškom - s Morzeovom konusom i verzijom s grlom.
-
Mogući promjer proizvoda
- 5-10 mm. -
Duljine konusa
- 58-85 mm. -
Repni dio
- 6-12 mm.
Produženo
Bušilice s produženim repnim presjekom regulirane su GOST 2092-77. Koriste se u proizvodnji dubokih rupa.
Promjer se kreće od 6 do 30 mm. Duljina repnog dijela iznosi 145-275 mm.






Proizvodi se proizvode u dvije klase točnosti:
-
A1 i A
- s povećanom točnošću; -
B1 i B
- normalnom točnošću.
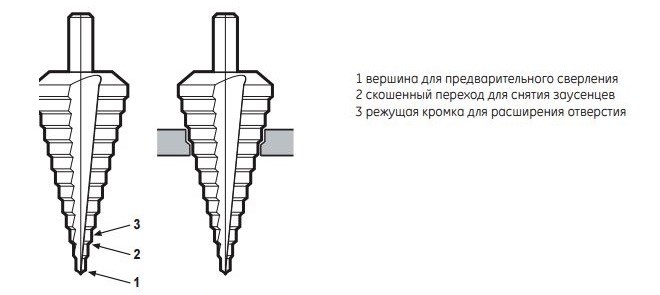
Konusno stepenasto
Konus u ovom slučaju izgleda poput piramide, gdje je svaki "korak" odgovoran za stvaranje rupe određenog promjera. Ovaj dizajn omogućuje vam bušenje rupa različitih veličina bez mijenjanja alata. U oznakama je odjednom naznačen niz vrijednosti.
Ista značajka omogućuje vam skošenje s istom bušilicom koja je napravila rupu. Brzina bušenja je relativno niska - do 1000 o / min, što alat čini vrlo pogodnim za rad s pleksiglasom.
Centriranje ne stvara probleme zbog suženog oblika, ali osjetljivost na neusklađenost je veća od one u instrumentalnoj verziji.
Koriste alate za obradu čelika, aluminija, duraluminija i nemetalnih materijala - plastike, pleksiglasa, ebonita.
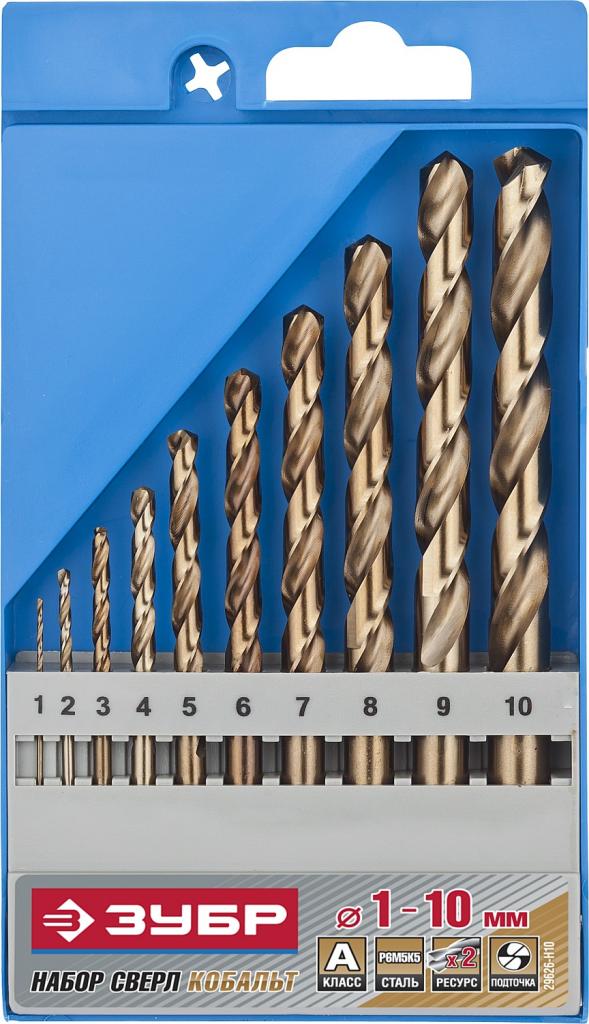
Konusna drška od kobalta
Radi poboljšanja svojstava čvrstoće i rasipanja topline, proizvodi se podvrgavaju dodatnoj obradi.
- HSS -G - podvrgnuti dodatnom brušenju;
- HSS -Co - čelik sadrži kobalt, svrdla ove klase dizajnirana su za rad u teškim temperaturnim uvjetima;
- HSS -R - valjani proizvodi;
- HSS -kositar - alat se obrađuje titanijevim nitridom, premaz smanjuje trenje, a time i zagrijavanje alata i materijala.
Kako su bušilice obrađene možete reći po njihovoj boji: svijetla zlatna boja označava taloženje titanijevog nitrida, korištena je crna - toplinska obrada itd.
Pravila samooštrenja
Nekoliko jednostavnih preporuka omogućit će vam da brzo i učinkovito izoštrite bušilicu:
- Prije svega, provodi se priprema uređaja za mljevenje i spremnika s tekućinom za hlađenje;
- Oštrenje se vrši s najvećim pritiskom bušilice na brusni krug. Ako napor oslabi, može doći do braka;
- Za svaku vrstu metala odabire se pojedinačni kut oštrenja: čelik - 140 stupnjeva; bakrene legure - 120 stupnjeva; bakar - 100 stupnjeva;
- Brusilica obrađuje sve rubove bušilice bez iznimke.
Bušilica s konusom svestran je alat. Preporučuje se da ga imate na mjestu proizvodnje i u svom kućnom priboru za manje popravke.








Dizajn i vrste
Uređaj se sastoji od:
- stvarni radni dio, koji ima konusni oblik;
- drška, pomoću koje je alat pričvršćen na bušilicu;
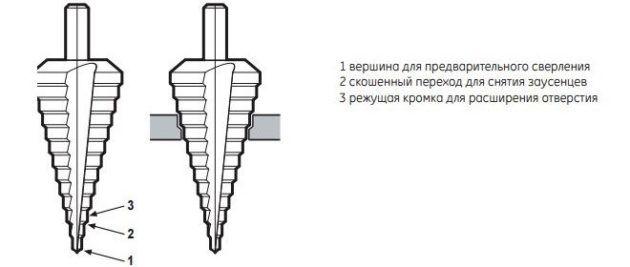
- oštar vrh koji može podnijeti najgušći metal.
Rezni rub stepenaste bušilice je ravnog ili spiralnog tipa. Svaki od njih ima svoje prednosti. Ravni rub oštri se lakše i brže, dok spiralni rub omogućuje glatko i glatko bušenje za glatkiju vožnju. Kada se koristi spiralni rub, učinkovitost obrade tankog lima posebno se povećava. Postoje razne vrste alata dizajniranih za različite materijale - drvo ili plastiku. No, sve koračne bušilice dizajnirane su na isti način.
Postoje okrugle ili šesterokutne drške za koje se smatra da su pouzdanije u uporabi. Alat je izrađen od visokokvalitetnog nehrđajućeg čelika, a izdržljiv premaz od titanovog dušika ili dijamantskog zrna produljuje njegov vijek trajanja i smanjuje potrebu za čestim oštrenjem. U tom se slučaju mora zapamtiti da je potrebno poštivanje radnih pravila i vrijednosti dopuštenog opterećenja.
 Postoje dvije vrste koraka za bušenje - šesterokutne i okrugle
Postoje dvije vrste koraka za bušenje - šesterokutne i okrugle
Samooštrenje
Bušilice, koje se nazivaju stepenaste ili stožaste, omogućuju stvaranje rupa promjera 4 do 32 mm i dostupne su u dvije verzije: s mogućnošću oštrenja ili s dizajnom koji ne podrazumijeva ovu tehnološku operaciju. Visoka cijena proizvoda koji pripadaju drugoj vrsti opravdana je njihovom trajnošću.
Njihova oštrica (podložno svim pravilima rada) dugo ne postaje dosadna. Treba imati na umu da njihovo oštrenje bez odgovarajućeg iskustva može dovesti samo do činjenice da postaju neprikladni za daljnju uporabu.
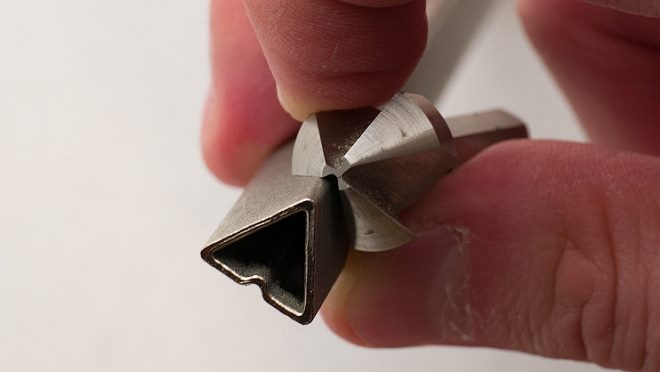
Konusne bušilice određene konfiguracije mogu se izoštriti trokutastom abrazivnom šipkom
Kako biste pravilno izoštrili stepenastu bušilicu, dovoljno je pogledati video trening i pridržavati se preporuka kvalificiranih stručnjaka. Da biste izvršili ovaj postupak, ne možete se ni voditi crtežom, već jednostavno vratiti izvorne geometrijske parametre proizvoda.









Također, u nekim je slučajevima dopušteno koristiti u te svrhe tanko brusno dijamantno kamenje namijenjeno za oštrenje noževa, škara i drugog alata.
Oštrenje takvog alata, poput uvijača sa konusnom drškom, može se obaviti pomoću posebnog stroja opremljenog radnom površinom koja se može prekriti običnim brusnim papirom.
Što tražiti pri odabiru konusne bušilice
Takav alat kao stožasta bušilica za metal trebali biste odabrati tek nakon što se upoznate s njegovim karakteristikama. Boja može puno reći o stepenastoj bušilici.
- Čelično siva boja materijala izrade ukazuje na to da bušilica nije podvrgnuta nikakvoj toplinskoj obradi, stoga ne biste trebali računati na njezinu visoku kvalitetu.
- Alat za konus, koji ima crnu površinu, obrađen je vrućom parom kako bi se povećala njegova čvrstoća.
- Zlatna boja čelika ukazuje na to da su sva unutarnja naprezanja u metalu prethodno uklonjena, što je poboljšalo njegove kvalitete.
- Ako površina stepenaste bušilice ima svijetlu zlatnu nijansu, vrlo je otporna na habanje. Time se dobiva titan -nitrid u metalu. Prilično visoki troškovi takvih proizvoda u potpunosti se nadoknađuju njihovim dugim vijekom trajanja.
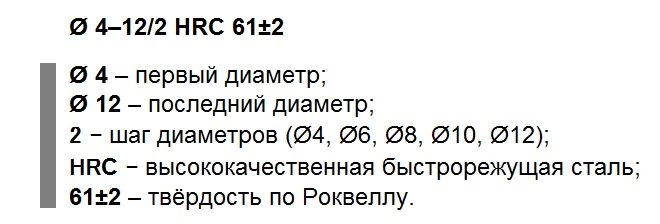
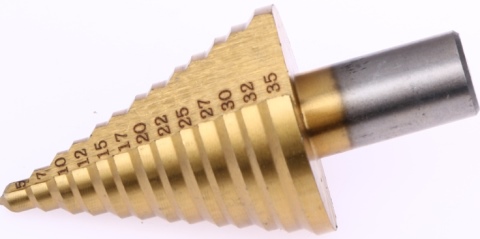
Označavanje stepenaste bušilice ukazuje na njene karakteristike.
Za proizvodnju konusnih bušilica koriste se različite vrste čelika koje se određuju oznakom. Ako je u oznaci prisutna kratica HSS, to znači da uz pomoć ovog proizvoda možete izvesti brzu obradu bez brige da će se tijekom intenzivnog zagrijavanja deformirati ili izgubiti karakteristike čvrstoće.

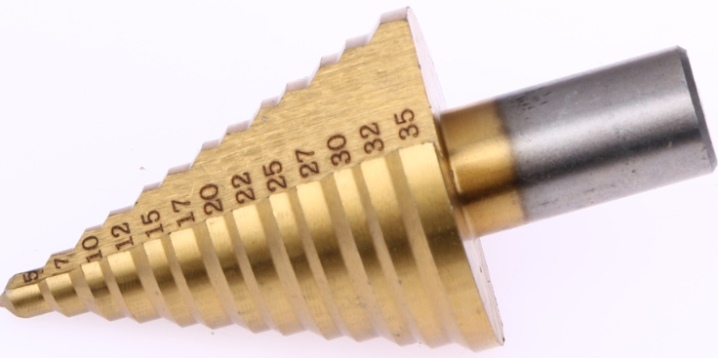
Prilikom odabira stepenaste bušilice obratite pozornost na osnovne dimenzije
Prilikom odabira konusnih bušilica, također biste trebali uzeti u obzir sljedeće parametre:
- promjer šupljine ovisi o karakteristikama rupa koje se trebaju dobiti;
- zaštitni znak (ovaj parametar uvelike određuje ne samo kvalitetu proizvoda, već i njegovu cijenu);
- sukladnost kupljene konusne bušilice i materijala od kojeg je izrađena sa svim zahtjevima GOST -a;
- mogućnost višestrukog oštrenja (ovdje biste se trebali voditi samo vlastitim sklonostima i iskustvom u oštrenju spiralnih i konusnih bušilica u skladu sa zahtjevima GOST -a).










Uvjeti korištenja
Rad zašiljenih reznih elemenata, za razliku od konvencionalnih uvrnutih bušilica, ima određene značajke. Jednostavniji su i prikladniji za upotrebu. Nije ni čudo što kažu da bi majstori početnici trebali raditi sa suženim alatom.
No prije početka rada morate proučiti upute za uporabu proizvoda i sjetiti se tehnologije bušenja. Tijekom rada majstor mora slijediti jasno izrađen algoritam. Čak i najmanje uvlačenje može dovesti do ozbiljnih problema.

Prije svega, morate pripremiti alate, naime konusnu bušilicu, bušilicu i podnožje, gdje želite izbušiti rupu. Veličina bušilice ovisi o željenom promjeru rupe. Bušilica mora biti snažna i postići potrebnu brzinu u nekoliko sekundi. Stručnjaci pak preporučuju pričvršćivanje dodatne ručke na bušilicu. Što se tiče obratka, to može biti bilo koja metalna ili sintetička površina.
Sastavljanjem potrebnih alata možete pristupiti poslu.
Za početak morate pričvrstiti rezni alat u steznu glavu i primijeniti odgovarajuću oznaku na mjesto bušenja.
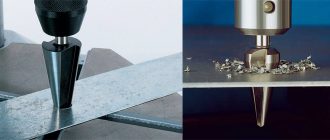
Bušilica umetnuta u bušilicu primjenjuje se na radnu točku i alat se aktivira
Važno je da rezni element bude okomit na obradak koji se obrađuje.
Bušilica se postupno produbljuje u izratku uz stalno povećanje brzine vrtnje bušilice .. Konačni rezultat bit će glatka rupa koja nema rupica i drugih nedostataka na rubovima.
Konačni rezultat bit će glatka rupa koja nema rubova i drugih nedostataka na rubovima.
Sljedeći video prikazuje pregled bušilice sa konusom.