Abrazivni remen za brusilicu
Abrazivni remen je potrošni materijal za tračnu brusilicu. I svaki takav materijal ima svoje karakteristike, svojstva izvedbe, značajke, što vam omogućuje da se nosite s određenim zadatkom. Shliflenta je najširi segment u skupini potrošnih abraziva. Učinkovit je za rad i jednostavan za korištenje.
Abrazivi ili abrazivni remeni radna su oprema mnogih alatnih strojeva i strojeva. Takav električni alat postiže velike brzine tijekom rada, što vam omogućuje obradu mekog drva, tvrdog kamenja i betona. Tračna brusilica služi za obradu izradaka od mekih materijala.
Ručne brusilice, odnosno mali strojevi, također su opremljeni brusnim trakama. Učestalost rotacije takvog uređaja je niska, međutim, zbog male površine alata, možete pažljivo brusiti ili namjestiti rubove, rubove malih proizvoda. Treba imati na umu da su brusni remeni za brusilicu zaseban segment na tržištu, zbog čega ih treba odabrati za određenu vrstu alata.
S obzirom na raznolikost tanko rezanih remena, razlikuju se u dvije vrste:
Odnosno, utičnica za slijetanje trebala bi biti uska ili široka, međutim prodaju se i univerzalni alati koji vam omogućuju promjenu širine abrazivnog držača. Također, trake se razlikuju po vrsti materijala koji se koristi u podlozi. Najpopularniji su tkanina i papir, iako stručnjaci preporučuju korištenje kombiniranih i poliesterskih traka (u nekim slučajevima).
Gruba prevlaka, odnosno sam abraziv nanesen na traku, ima visoku vrijednost. Brusno sredstvo u ovom slučaju može biti silicijev karbid ili elektrokorundum. Prva vrsta je pouzdana, otporna na trošenje, ali postoji i minus - silicij može uništiti metalnu površinu. Elektrokorndum ima najbolje performanse, ali takva vrpca nije idealna u radu.
Savjeti za odabir opreme
Temelj radnog punjenja ravne brusilice su elektromotor, mjenjač i vreteno. Većina modela opremljena je elektronikom koja kontrolira rad jedinica.
Obratite pozornost na kvalitetu materijala od kojeg je izrađeno tijelo brusilice. Treba imati na umu da se rad odvija u teškim uvjetima, pa će stoga tvrda plastika, otporna na mehanička oštećenja, u potpunosti zadovoljiti potrebne zahtjeve
Čišćenje tragova korozije, osobito u neugodnom položaju, neugodan je proces s kojim se uvijek želite nositi što je brže moguće. Prekomjerni površinski tlak rezultirat će prekoračenjem najvećeg dopuštenog opterećenja, o čemu će signalizirati povećana razina buke alata. Ako se signali zanemare, unutarnji mehanizam će se slomiti ili jednostavno zaglaviti. U drugom slučaju, pouzdano kućište štitit će rukovatelja od oštećenja od ulomaka dijelova.
Sljedeći detalj koji zahtijeva pažnju je ergonomija modela. Dugotrajni rad ravne brusilice ne bi trebao uzrokovati neugodnosti zbog nedostataka u dizajnu. Prije kupnje svakako provjerite sljedeće:
- Praktičnost prianjanja. Ako kućište ne pristaje vašim rukama, trebali biste odbiti kupnju.
- Ravnoteža. Stupanj umora u procesu rada s ravnom brusilicom ovisi o ovoj kvaliteti.
- Dimenzije i težina. Upamtite da držanje modela u rukama neće potrajati dvije minute, već mnogo duže.
- Položaj tipki i prekidača. Oni bi vam trebali biti nadohvat ruke, a da pritom ne promijenite svoj stisak.
- Materijal za rukovanje. Preporučujemo davanje prednosti dijelovima presvučenim gumom.
- Sigurnost.Rad ravne brusilice popraćen je stvaranjem velike količine prašine. Preporučujemo odabir modela s funkcijom skupljanja prašine.
Aparat bi trebao biti produžetak ruke, a ne samo alat. Samo ako je ovaj uvjet ispunjen, rad će zadovoljiti pozitivnim rezultatom.
Snaga elektromotora ravne brusilice važan je pokazatelj. Performanse uređaja izravno ovise o tome.
Pravila ručnog brušenja
Brušenje vlastitim rukama potrebno je započeti grubim brusnim papirom kako biste uklonili očite nedostatke s površine stabla. No ovdje je ipak potrebno uzeti u obzir prirodu štete koju je potrebno ukloniti.


Morate ispravno utjecati na površinu: najbolje je pomaknuti blok ili samo brusni papir u ravnoj liniji duž vlakana u smjeru naprijed -natrag. Brušenje, na primjer, kružnim pokretima može dovesti do nepotrebnih ogrebotina.
Došavši do ruba površine koju treba obraditi, svakako izbrusite oštre kutove. Uskoro će se hrpe prašine početi pojavljivati na drvu kao posljedica izlaganja grubom zrnu. Treba ih pažljivo očistiti usisavačem. Zatim možete nastaviti s obradom sljedećeg brusnog papira koji ima srednju zrnatost.







Ova se obrada provodi prema istim načelima kao što je gore opisano. Posljednja faza je mljevenje s najfinijim zrnom. Nakon toga, drveni proizvod trebao bi postati potpuno ravan, na njemu ne bi trebale ostati nedostaci.
Vrste zrna brusnog papira
Kao što je već spomenuto, veličina zrna brusnog papira je veličina abrazivnih fragmenata. Mjere se u mikrometarima. Najmanje zrno koje se nalazi u brusnom papiru ima samo 3-5 mikrona, najveće je 1000 mikrona (ovo je 1 mm). Prema veličini zrna razlikuju se sitnozrnati i krupnozrnati abrazivi.
Obično nas zanima samo veličina zrna ili veličina zrna brusnog papira.
Ruski standardi
Kako biste mogli razumjeti koji se konkretni materijal nalazi ispred vas, veličina zrna abraziva navedena je u oznaci. No, s njom nije sve tako jednostavno. Tijekom sovjetskog doba uveden je GOST (3647-80), oznaka prema kojoj i dalje postoji, iako je 2005. godine uveden novi standard (GOST R 52381-2005), koji je razvijen na temelju zajedničkih europskih normi. Razlika između starog i novog GOST -a je značajna.
Ova metoda označavanja koristi se u nekim zemljama postsovjetskog prostora.
-
Stari standard
Za krupnozrnati šmirgl veličina zrna brusnog papira naznačena je u mikronima, a nakon njega napišite slovo H sa crticom ispred njega - "H". Na primjer, 63-H. To znači da će minimalna veličina zrna na šmirgli biti 63 mikrona ili 630 mikrometara (μm). No bit će i većih čestica. Koliko veće? Nešto manji od prethodne marke. U ovom slučaju samo je 80-H veći od 63-H, odnosno zrna će biti nešto manja od 800 mikrona. Drugi primjer je 6-H. Veličina zrna nije veća od 6 ili 60 mikrona, a najveća neće biti veća od 80 mikrona (od prethodnog razreda 80-N).
propisana je minimalna veličina zrna. Odnosno, što je veći broj, veće je zrno. Ali treba imati na umu da su neka zrna manja. Osim toga, označavanje (slovo) različito je za krupno i fino zrno. Ovo vrijedi zapamtiti.
| Označavanje zrna brusnog papira prema GOST 3647 | Oznaka ISO 6344 (GOST 52381-2005 Rusija) | Veličina zrna u mikrometrima (μm) | Opseg i vrste radova |
|---|---|---|---|
| 80-R | P22 | 800-1000 | Gruba obrada čelika, ostalih metala, drva, uklanjanje hrđe, neravnina |
| 63-N | P24 | 630-800 | |
| 50-N | P36 | 500-630 | |
| 40-N | P40 | 400-500 | Gruba stolarija, početno brušenje drva |
| 32-H | P46 | 315-400 | |
| 25-N | P60 | 250-315 | |
| 20-N | P80 | 200-250 | Zaglađivanje, primarno brušenje. Gips, drvo, metal |
| 16-H | P90 | 160-200 | |
| 12-H | P100 | 125-160 | |
| 10-H | P120 | 100-125 | |
| 8-H | P150 | 80-100 | Uklanjanje boje, brušenje metala i mekog drva, priprema za brušenje tvrdog drva |
| 6-H | P180 | 63-80 |
- Prema novom standardu (GOST R 52381-2005), veličina zrna brusnog papira označena je brojem sitnih vlakana kroz koja se prosipa abraziv. Ispada da što je manji broj, to je zrno veće. Slovo "P" stavlja se ispred broja.
| Označavanje brusnim papirom prema GOST 3647-80 | Brusni papir s oznakom ISO 4344 (GOST 52381-2005 Rusija) | Veličina zrna brusnog papira u mikrometrima (μm) | Za koji rad koristiti |
|---|---|---|---|
| 5-N ili M 63 | P240 | 50-63 | Izravnavanje prije bojenja i početak brušenja tvrdog kamenja |
| 4-H ili M 50 | P280 | 40-50 | |
| H-3 ili M 40 | P400 | 28-40 | Završno izravnavanje za bojanje, brušenje drva |
| H-3 ili M28 | P600 | 20-28 | |
| N-1 ili M20 | P1000 | 14-20 | Brušenje metala, plastike, keramike, mokro preklapanje do glatkoće drva |
| M14 | P1200 | 10-14 | |
| H-0 ili M10 | 1500 RR | 7-10 | Ultra fino poliranje metala, završna obrada do sjaja plastike, drva |
| H-01 ili M7 | P2000 | 5-7 | |
| H-00 ili M5 | P2500 | 3-5 |
Kao što vidite, već je prilično zbunjujuće. Također je vrijedno reći da, prema starom standardu, sitnozrnati šmirgl može imati dvostruku oznaku - slovima M i H - kao u tablici. Štoviše, češće su se koristile opcije u mikronu. Stoga se najmanje zrno - 5M ili 00 -N - često naziva nula. To je zato što je veličine 3-5 mikrometara. Prema pravilima zaokruživanja, to se može smatrati nulom. Odavde dolazi naziv.
Tablice usklađenosti za druge zemlje
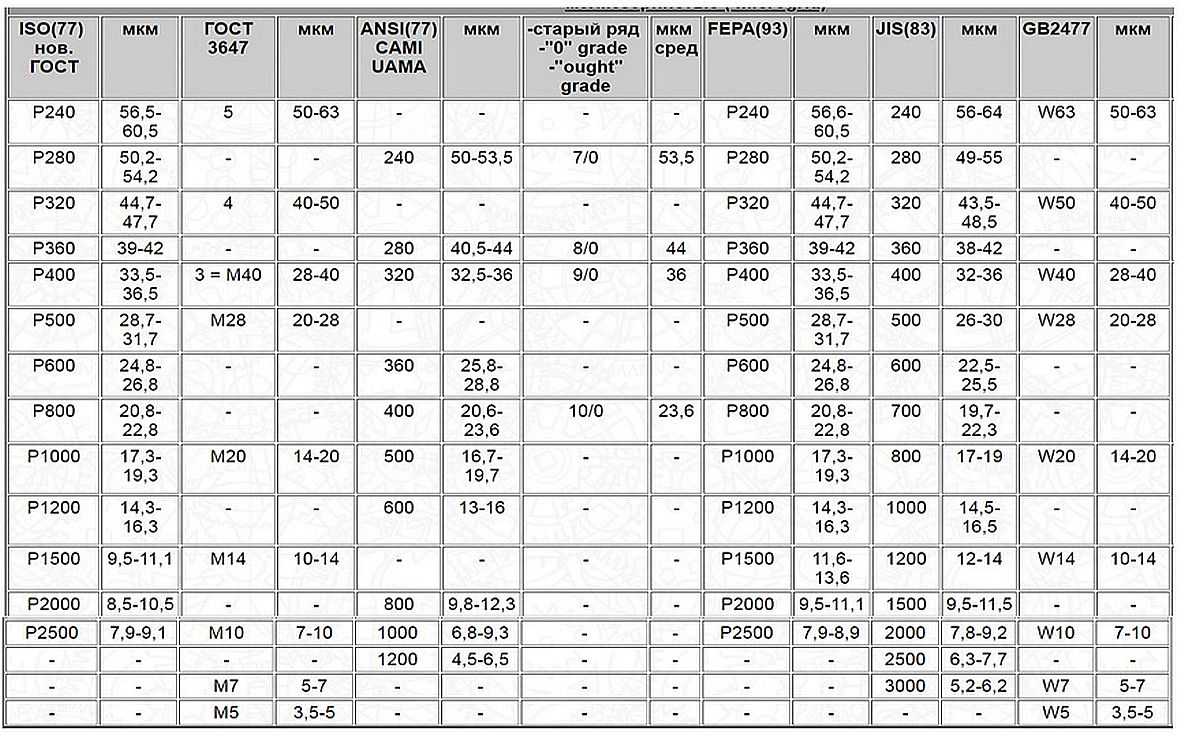
Kao što vidite, situacija nije laka. A tu je i američki ANCI (SAD i Kanada), europski FEPA ili njegov drugi naziv ISO 6344, japanski JIS i kineski GB2478. Štoviše, na tržištu možete pronaći materijal iz gotovo svih ovih zemalja / dijelova svijeta. Stoga je poželjno imati barem neke podatke. Najčešći su prikazani u tablicama.
Tablica označavanja zrna za različite standarde: krupna zrna
Zrnatost brusnog papira za zemlju: Dobro
Imajte na umu da su veličine zrna u mikrometrima (μm) ispisane uz svaki stupac. Dimenzije se razlikuju
To može biti važno za posao.
Čišćenje i brušenje
Nakon sastavljanja drvenog proizvoda, njegovu je površinu potrebno izravnati i brusiti. Završni rezovi, mjesta na kojima se žljebovi uzimaju ravninom, tragovi ljepila za stolariju, mjesta na kojima se odlomio mali strugotina, izbočena vlakna na mjestima uzdužnog reza ili kutnog rezanja podliježu obradi.










Prilikom pripreme površine za obradu mrljama ili lakiranje za brušenje, morat ćete koristiti najfiniji brusni papir. Također se preporučuje mljevenje proizvoda od šperploče s sitnozrnatim ocjenama, unatoč prividnoj ujednačenosti njihove površine. Najmanje nepravilnosti, oku nevidljive, nakon lakiranja dobit će reljef i izvrsnu vidljivost.
Temelj
Brusni papir može se izrađivati od različitih materijala:
- Većina proizvoda s abrazivima proizvodi se na papirnoj osnovi. Kako bi se povećala čvrstoća papirne mreže na kidanje, abraziju, savijanje, impregnirana je polimerima i smolama. Zahvaljujući tim sastavima, proizvod također stječe svojstva otporna na vlagu. No svejedno, papir je krhak predmet i nije prikladan za intenzivan dugotrajan rad. Na njega se nanosi sitno zrno.
- Brusni papir na bazi tkanine otporniji je na habanje i trošenje. Zrno se jednako dobro drži, platno dodatno ima elastičnost i otpornost na vlagu, intenzivan rad s različitim materijalima, čak i brusilicom, za koju se proizvode nastavci na čičak.
- Kombinirana tkanina i papirnata tkanina (dvoslojna) kombinira najbolja svojstva prethodnih materijala. Proizvod ima elastičnost, otpornost na habanje, savijanje, vlagu. Na kombiniranoj osnovi proizvodi se grubi brusni papir.
U prodaji možete pronaći papir sa spužvastom podlogom. Ovo je dobro za propusnost prašine, ne boji se vlage, prikladno za ručni i mehanički rad dugo vremena.
Vrste zrna prema materijalu
Brusni materijal izrađen je na različitim podlogama:
- Silicij -karbid (karborund) prikladan je za rad s tvrdim površinama od metala, plastike.
- Zrna nara su tvrda i mekana u isto vrijeme: takav brusni papir može ukloniti nepravilnosti s površine drva i zapečatiti vlakna, zbog čega se premaz bojom ili lakom ravnomjerno polaže.
- Keramika se koristi za izradu grubog brusnog papira za glačanje drva.
- Aluminijev oksid materijal je znatne cijene, ali njegov je vijek trajanja impresivan za "suplemenike": meki kristali pucaju tijekom brušenja, zaglađujući površinu, ali na njihovom mjestu nastaju manje čestice s istim oštrim rubovima.
- Dijamantni brusni papir najtrajniji je i najskuplji. Gotovo se ne troši, uglavnom se koristi za strojnu obradu proizvoda u industriji.
Suho i mokro brušenje
Za brušenje drva prije i nakon završne obrade premaza koriste se dvije relevantne tehnike - suha i mokra.

Suho brušenje povećava učinkovitost abraziva i omogućuje njegovu precizniju uporabu. U fazama srednjeg brušenja osjetljivih materijala za završnu obradu ovo vam je potrebno. Nedostatak ove tehnike je što se koža brzo začepi krhotinama. Kako bi uklonili ovaj problem, stručnjaci savjetuju korištenje šmirgl tkanine sa svojstvima protiv začepljenja.

Mokro brušenje uključuje nanošenje tekućine na zrnatu površinu brusnog papira. Obična otopina sapuna, white spirit i mineralno ulje mogu djelovati kao takva radna tekućina.

Abrazivi se tijekom mokrog brušenja puno sporije začepljuju i, sukladno tome, povećava se njihov vijek trajanja. No mokra metoda također uključuje stvaranje neugodnog nereda od čipsa i pjene. U tom će slučaju kućni obrtnik morati povremeno brisati drveni proizvod.
Makita 9403

Glavne karakteristike:
- Snaga - 1200 W;
- Brzina remena - 500 m / min;
- Traka - 610 × 100 mm;
- Težina - 5,9 kg.
Tijelo i ergonomija. Zbog svojih malih dimenzija, ova brusilica, zbog razumnih sklonosti proizvođača za uporabu metalnih dijelova, ima impresivnu težinu od 5,9 kg. To uzrokuje određene poteškoće pri radu na težini, ali ne zahtijeva dodatni pritisak pri obradi vodoravnih površina. Proizvod je opremljen s dvije ručke koje su jednako udobne za hvatanje i s desne i s lijeve strane.
Značajke dizajna. U ovom modelu čelična platforma ima podlogu od pluta i grafita koja olakšava klizanje kože, prigušuje vibracije i zvučne valove.

Makita 9403 platforma.
Brtva vratila tipa labirint pouzdano štiti ležajeve od onečišćenja. Cijevni razvodnik za povezivanje usisavača ili pričvršćivanje sakupljača prašine može se jednostavno postaviti u bilo kojem smjeru. Duljina kabela od 5 metara dovoljna je za slobodno kretanje unutar radionice.









Funkcionalnost i mogućnosti. Stroj ima veliku snagu od 1200 W i razvija optimalnu linearnu brzinu kretanja kože od 500 m / min. Koristi traku širine 100 mm i duljine 610 mm. Kontrola brzine nije predviđena, pa je ovaj model prikladniji za brušenje homogenih površina velike površine.
Oprema. Proizvod se isporučuje u kartonskoj kutiji s brusnom trakom instaliranom u potpuno spremnom stanju.

Prednosti Makite 9403
- Visoka snaga, visoki napon.
- Ergonomske ručke.
- Gumb za pokretanje pokrenite za kontinuirani rad.
- Niske razine vibracija i buke.
- Dvostruka izolacija živih elemenata.
- Pouzdanost.
Nedostaci Makite 9403
- Jedna brzina bez mekog starta i sustava za stabilizaciju brzine.
- Velika težina.
- Visoka cijena.
Vrste osnova brusnog papira
Brusna traka za brusilicu najtraženiji je abraziv. U narodu se naziva kožom, budući da su se ranije za brušenje koristile kože morskih pasa. Ona, poput trake, ima svoju bazu.Vrijedno je pobliže pogledati najčešće baze kože.
- Papir. Ovo je najčešći i najekonomičniji tip temelja. Takav papir impregniran je polimerima kako bi se prenijela čvrstoća i otpornost na habanje ili kidanje. No, ne preporučuje se za intenzivnu uporabu.
- Tekstil. To je elastična podloga koja se lako prilagođava obliku proizvoda. Stabilniji je, ima dug radni vijek, ali abraziv se pri izvlačenju može raspasti. Tkanina kože je izdržljiva i otporna na vlagu. Koristi se za intenzivan rad s raznim vrstama drva.
- Vlakno. Koristi se za obradu tvrdih materijala.
- Kombinirano. To je kombinacija tkanine i papira koji je premazan abrazivom. Ova baza kombinira korisna svojstva papira i tkanine. Otporan je na savijanje, abraziju i vlagu. Takva baza ima visoku cijenu.
Žitarica
Kvaliteta obrade bilo koje površine ovisit će o ovom svojstvu. Ako je veličina zrna brusnog materijala veća, tada je tretman mekši. Veličina zrna obično se označava engleskim slovom P. Odgovara numeričkom rasponu od 12 do 2500. Što je veći broj, abraziv je finiji. Postoji nekoliko vrsta grubih remena.
- Vrlo velika. Takve trake imaju osobito krupna zrna (P22 - P36). Oni su neophodni za grubo brušenje površina i njihovo izravnavanje.
- Veliki. Trake s indeksom P40 - P60. Oni su potrebni za početnu obradu materijala, nisu začepljeni prašinom zbog krupne veličine zrna.
- Za početnu obradu. Trake s oznakama P70 - P120 preporučuju se za uklanjanje podloga od boje i lakova ili hrđe.
- Za završnu obradu. Trake s indeksom P150 - P220. Uz njihovu pomoć čiste površinu prije poliranja.


Sitnozrnati remeni također dolaze u nekoliko vrsta.
- Za doradu. Preporučuju se za završno brušenje tvrdog drva. Njihova veličina zrna je P240 - P280.
- Za poliranje. Ove trake čine obojene površine glatkim, ali se mogu začepiti prašinom i bojom. Njihova veličina zrna je P400 - P600.
- Za fino brušenje. Remeni P1000 idealni su za završnu obradu metala, keramike ili lakiranog drva.


Za informacije o tome kako odabrati brusnu traku za brusilicu pogledajte sljedeći video.
Što i kako možete samljeti
Svrha poliranja drva je ukloniti nedostatke što je brže i učinkovitije bez ostavljanja primjetnih dubokih ogrebotina. Da biste to učinili, možete koristiti posebne alate - sada njihova cijena nije previsoka.
U slobodnoj prodaji možete pronaći nekoliko vrsta brusilica:
- traka;
- oscilatorno;
- brusilice (kutne brusilice);
- površinsko brušenje;
- orbitalni.
Na brusilicu možete postaviti ne samo abrazivne kotače, već i četke. Dakle, najlonske četke aktivno se koriste za brušenje drva. Omogućuju vam da površinu učinite ne samo glatkom, već i istaknete teksturu drva, odabirom mekših vlakana. Taj se proces naziva četkanje.
Za velike površine izrađene od drva i materijala na temelju njih (furnir, iverica, vlaknaste ploče, šperploča) najbolje odgovaraju tračne i površinske brusilice.
Mnogi ljudi još uvijek radije ručno bruse ukrasne predmete, namještaj, igračke, okvire, a to nije tako loš način - omogućuje vam da postignete savršeno glatku površinu učinkovito i isplativo. Barem, kad radite vlastitim rukama, nećete morati razmišljati o tome gdje nabaviti brusilicu (pitati susjeda, kupiti u trgovini, iznajmiti, ostaviti polog).








3> Stroj s remenom
Strojevi za trake nazvani su tako jer je brusni papir izrađen u obliku trake i neprekidno se kreće zahvaljujući valjcima. Ovaj stroj je dizajniran za srednje i grubo brušenje.No, kako biste postigli savršenu glatkoću i savršenu završnu obradu (to se posebno odnosi na one koji se bave proizvodnjom namještaja), morat ćete dodatno koristiti drugu opremu za brušenje.
Tračna brusilica može se opremiti različitim vrstama brusnog papira. Na primjer, pri umetanju brusnog papira s finim zrnom sasvim je moguće postići rezultat normalan za stolariju koji prolazi pod bojenjem. I, recimo, da biste uklonili duge ogrebotine, morat ćete izvesti postupno brušenje, mijenjajući veličinu zrna nekoliko puta.
Tračna brusilica ima izvrsne performanse. Međutim, treba priznati da je traka postavljena na nju tako da se sve točke i utori na površini ploče ne mogu pravilno obraditi.
Čak i s velikom širinom pojasa, brusi se uglavnom svojim središtem. Za to se ne koriste dijelovi trake straga i sprijeda. Nalaze se u blago podignutom položaju i glavna im je funkcija hraniti mehanizme pogonskih valjka.
Još jedan očit nedostatak tračne opreme je čvrsta masa, prilično je teško izvesti bilo kakve radnje s takvim strojevima na težini, obrađujući okomite proizvode.
> Strojevi za brušenje drva također imaju takav nedostatak kao što je velika buka - rad bez čepića za uši ili slušalica neće biti baš ugodan. I još jedna važna točka: ako stroj ostavite na jednom mjestu dulje vrijeme tijekom rada, pojavit će se prilično uočljiva rupa.
Površinska brusilica
Čak je i brušenje velikih komada drva površinskom brusilicom prilično brzo. Ključni organ aparata je ravna, prilično velika ploča (potplat), na koju je pričvršćen potrebni abraziv. Ovaj je dizajn poznat po gotovo potpunom odsustvu mrtvih zona (to jest zona do kojih se strojem ne može doći i podnošljivo ih obraditi) - sve je uglove relativno lako brusiti.
Potražnja za plosnatim brusilicama među majstorima za drvo posljedica je njihove umjerene cijene i dostupnosti opreme
Prilikom odabira takvog stroja trebali biste obratiti pozornost na takve parametre kao što su snaga motora (obično govorimo o pokazateljima u rasponu od 150 do 300 vata), težina, amplituda i učestalost takta potplata.
3> Ručno
Ručno brušenje drva, naravno, zahtijeva puno rada i fizičkog napora. No, ova metoda mljevenja apriorno je manje agresivna i omogućuje vam potpunu kontrolu procesa. Čak i na teško dostupnim mjestima - u uglovima i na teškim zakrivljenim zavojima - možete dobiti pristojno kvalitetno brušenje pri odabiru ručne metode.
Uz takozvano međuslojno brušenje završnih premaza, ručni rad uopće nema alternative - samo vam omogućuje da uklonite rizik od oštećenja već nanesenog završnog premaza. Ručna obrada (u usporedbi s brusilicama) omogućuje dobivanje glatke i glatke površine, iako traje nekoliko puta duže.









2> Obilježavanje brusnog papira
Za različite vrste radova proizvode se vrste brusnog papira koje se vrlo razlikuju po svojim svojstvima i cijeni. Kako biste odabrali odgovarajuću marku i ne preplatili, vrijedi razumjeti njezino označavanje.
Postoje dva glavna sustava za označavanje brusnog papira - europski i GOST. GOST je koristio princip smanjenja vrijednosti kako se veličina zrna smanjuje, a najmanja koža naziva se "nula".
U europskom sustavu, naprotiv, najmanje zrno odgovara velikim vrijednostima- od P2500 do P1200, a krupnozrna koža će imati indekse P36 ili P22.

Tablica za označavanje
Osim toga, označavanje zatrpavanja važno je. Čvrsto zatrpavanje koristi se u kućanstvu, ručno, a zatrpavanje s gustoćom od oko 50% površine prikladnije je za industrijsku primjenu i uporabu u strojevima za brušenje.
Zaključak

Pri odabiru opreme za mljevenje treba poći od dva glavna čimbenika - zahtjeva stroja i parametara čišćenja materijala sa specifičnim skupom karakteristika. Očito će izbor kože za beton i drvo biti drugačiji. Tako je i izbor između ručnih brusilica i remena industrijskih strojeva. Jedino što ujedinjuje različite vrste brusnih traka, bez obzira na namjenu, jesu karakteristike otpornosti na trošenje, pouzdanost i trajnost. Kvalitetna brusna traka, čak i u teškim radnim uvjetima, pokazuje odgovarajući učinak obrade, uklanjajući milimetre i mikrone koji su joj potrebni. Međutim, teško je provjeriti kvalitetu trake bez praktične uporabe. Stručnjaci preporučuju odmah nakon kupnje brusilice da se obrate proizvođaču kako bi testirali radnu opremu ove marke. U najmanju ruku, proizvodi jedne marke bit će kompatibilni u osnovnim parametrima performansi.