Princip rada
Proces bušenja započinje činjenicom da se u materijal (drvo) utiskuje konusna točka, koja zakretanjem prodire u dubinu. Nakon toga, radni dio alata za rezanje počiva na njemu. Za razliku od svrdla za drvo drugih izvedbi, alati o kojima se sada raspravljalo imaju samo jedan radni spiralni utor, a zatim se bušenje izvodi spiralnim reznim dijelom. Povećanje cijele duljine reznog spiralnog utora pogoduje smanjenju ukupnog učinka na središnju os bušilice, ali povećava rizik da se alat za rezanje "odmakne" od sredine i zaglavi.
Kako bi se uklonio prvi problem, svrdlo se može vježbati kao razvrtač, a grubo rezanje, osim posebno dubokih kanala, može se izvesti pomoću obične bušilice. Kao što je praksa pokazala, izravno stvaranje rupa pomoću Lewisove bušilice racionalno je za promjere ne veće od 15-30 milimetara.
Drugi problem rješava se na ovaj način:
- poželjno je Lewisov alat za rezanje staviti na električne bušilice s malim okretajima velike snage;
- Takve uvrnute bušilice nepraktično je koristiti za bušenje rupa u vrstama tvrdog drva, jer otpad koji se oslobađa tijekom ovog procesa izaziva začepljenje strugotinama dovoljno dugog spiralnog utora.
U pravilu se broj okretaja odabire na temelju promjera alata za rezanje do promjera rupe koju treba stvoriti. Drugim riječima, ako se promjer alata poveća, tada se broj okretaja smanjuje i obrnuto. Kada se koristi takav alat za rezanje, razina vlažnosti materijala ne igra nikakvu ulogu.
Precizno bušenje metala na stroju.

Prilikom bušenja preciznih rupa uvijek treba koristiti posebnu tekućinu za rezanje koja smanjuje trenje i hladi bušilicu tijekom rada. Osim toga, potrebno je koristiti stezaljke i stege za precizno stacionarno pozicioniranje obratka. Tijekom dana obilježavanja mjesta bušenja potrebno je koristiti središnji probijač uz pomoć kojeg se na mjestu bušenja pravi mali udubljenje.
Prilikom bušenja na stroju, da biste odredili položaj rupe, morate nacrtati dvije kratke crte ravnalom koje se sijeku pod pravim kutom u središtu rupe. Kako biste spriječili klizanje bušilice, potrebno je napraviti malu udubinu u pronađenom središtu pomoću središnjeg probojca i čekića.
Određivanje parametara rotacije alata.
Odredite potrebnu brzinu vrtnje i postavite rotaciju na ovoj brzini na stroju. Za podešavanje brzine vrtnje otvorite poklopac kućišta i olabavite zategnutost remena odvrtanjem ručke koja pričvršćuje motor u kućištu. Za promjenu brzine motor se pomiče prema naprijed, a remen se pomiče s jedne razine remenica na drugu u skladu s potrebnom promjenom brzina, koje su određene prema natpisnoj pločici ili uputama za uporabu. Najniža brzina postiže se s remenom u najnižem položaju, između najmanje motorne remenice i najveće remenice vretena. Nasuprot tome, najveća brzina postiže se kada je remen postavljen u gornje remenice. Zatim morate paziti da je remen vodoravno rastegnut između remenica, pomaknite motor u prvobitni položaj i zategnite ručku koja učvršćuje motor u kućištu.
Postavljanje alata i učvršćenja.
Prije početka bušenja bušilica se ugrađuje u steznu glavu i priteže.Ne zaboravite na podešavanje okomitog kretanja vretena spuštanjem bušilice uz obradak i pomicanjem čepa do željene točke na stupnjevitoj ljestvici pomaka čepa. Vreteno se podiže na visinu dovoljnu za postavljanje obratka ispod bušilice i učvršćuje se u tom položaju. Obradak se pomiče tako da predviđena rupa bude točno ispod bušilice. Obradak se čvrsto steže prije početka bušenja.
Nakon toga potrebno je spustiti bravu rukavca vretena i uključiti stroj za bušenje. Iscijedite kap rashladne tekućine u udubljenje, spustite bušilicu polugom i počnite bušiti. Tijekom rada primijenite ravnomjeran pritisak. Četkica se koristi za uklanjanje strugotine i piljevine. Pojava dima iz izbušene rupe ukazuje na potrebu provjere boje metalnih strugotina. Trebali bi biti bijeli ili slamnatožuti. Plava boja znači pregrijavanje. U tom slučaju dodajte tekućinu za rezanje ili smanjite brzinu vrtnje. Nakon završetka bušenja, polako otpustite ručicu za uvlačenje i isključite stroj.
Ono što jest dobit će
Pobedit, leguru koja sadrži 90% volframa i 10% kobalta, razvili su 1929. godine sovjetski stručnjaci. Glavni zadatak koji su si postavili programeri bio je stvoriti materijal sposoban prenijeti iznimnu tvrdoću radnom dijelu reznog alata. Od nove legure počeli su izrađivati pobjednička lemljenja, što je omogućilo značajno povećanje učinkovitosti korištenja bušilica, kao i izvođenje obrade materijala visoke čvrstoće uz njihovu pomoć.
Od pojave Pobjede, legura se stalno modernizirala. Kao rezultat takve modernizacije razvijeno je dosta sorti legura volframa i kobalta, od kojih se mnoge odlikuju većom čvrstoćom, pristupačnijom cijenom i jednostavnošću tehnologije proizvodnje. Unatoč činjenici da se omjer komponenti sadržanih u takvim legurama može uvelike razlikovati od sastava klasičnog Pobedita, oni se i dalje nazivaju Pobedit.
Burgije za bušilice i svrdla
Treba imati na umu da bušilica s pobjedničkim vrhom ne reže, već mrvi materijal koji se obrađuje. Zato je svrdlo s vrhom Pobedit idealno za izradu rupa u betonu, kamenu i cigli, ali nije prikladno za obradu drva, plastike i čelika. Prilikom pokušaja bušenja komada drva takav će alat jednostavno rastrgati vlakna drva. Zbog toga će unutarnja površina rupe biti "čupava", a njezin promjer bit će veći od potrebnog. Također se ne preporučuje korištenje pobjedničke bušilice za obradu metala: neće moći stvoriti visokokvalitetnu rupu u takvom materijalu.
Donedavno su se bušilice različitih kategorija koristile za stvaranje rupa u materijalima različite tvrdoće. Danas se bušilice proizvode s različitim pobjedničkim lemljenjem, koje su posebno dizajnirane za bušenje materijala različite strukture i stupnja tvrdoće.
Bušilice sa izmjenjivim umetcima od tvrdog metala koriste se za industrijsko bušenje
Glavne vrste
Glavni parametar, ovisno o tome koja se podjela svrdla za drvo vrši na različite vrste, je dizajn radnog dijela. Na temelju toga alati za bušenje drva mogu spadati u jednu od sljedećih kategorija.









Perje
Bušilice ove vrste koriste se za izradu rupa u drvu prosječnog promjera do 25 mm. Preporučljivo je koristiti takav alat u slučajevima kada se ne postavljaju previše strogi zahtjevi za točnost geometrijskih parametara, kao i za kvalitetu rupa.Među najznačajnijim prednostima bušilica s olovkom su niske cijene i lakoća održavanja.
Okrunjen
Krunski alati namijenjeni su bušenju velikih rupa. Drvene krunice po svom dizajnu nalikuju metalnom staklu s drškom, na čijem su radnom kraju izrađeni rezni zubi. Kad se takva bušilica okreće, njezini rezni zubi, u interakciji s izratkom, izrežu krug potrebnog promjera na njegovoj površini.

Set krunica za drvo
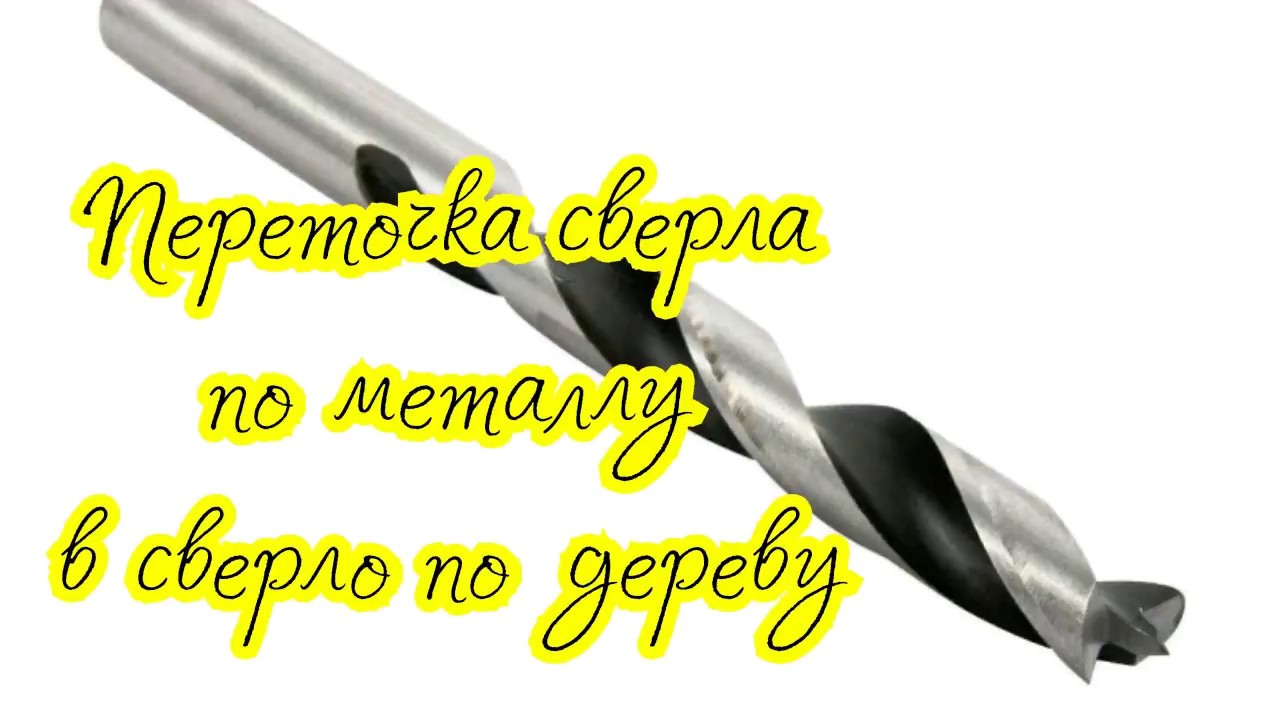
Spirala
Uvijalne bušilice za drvo nazivaju se i uvrnute bušilice. Njihov radni dio podsjeća na svrdlo. Koriste se za bušenje malih rupa u drvetu. Zbog posebnog dizajna bušilica s vijcima, čips se pri njihovoj uporabi učinkovito uklanja iz područja obrade. Okretna bušilica također osigurava visoku preciznost i izuzetnu kvalitetu obrade.

Uvijač za drvo sa glodalicama
Forstnerove bušilice
To su alati, pomoću kojih u proizvodima od drva ne stvaraju prolazne, već slijepe rupe s savršeno ravnim dnom. Osim toga, ako koristite takvu bušilicu za drvo s dodatnim priborom, možete izbušiti četvrtastu rupu u drvenom proizvodu.

Dostupne su mnoge izmjene Forstnerove bušilice
Mljevenje
Uz pomoć takvih alata moguće je ne samo bušiti drvo, već i izrađivati utore različitih konfiguracija u drvenim proizvodima. Svrdla ovog tipa najčešće se koriste u slučajevima kada je potrebno izvesti složenu obradu drvenih dijelova, a za bušenje obične rupe koristi se uvrtača, svrdlo ili alat za krunu.

Bušilice za glodanje namijenjene su bušenju okrugle rupe i njezinom naknadnom bušenju do željenog oblika. Koristi se pri radu s drvom i tankim metalom
Drška svrdla namijenjena preradi drva obično je cilindrična, ali ih proizvođači proizvode i s različitim konfiguracijama drški. Dakle, na suvremenom tržištu možete kupiti bušilice za obradu drveta, čije drške mogu biti:
- trokutasti, optimalno prikladni za pričvršćivanje u stezaljku s tri čeljusti (okretni moment idealno se prenosi na alat s trokutastom drškom, pa čak ni vrlo značajna opterećenja ne mogu ga okrenuti u steznoj glavi);
- šesterokutni (moguće je ugraditi alate s takvim drškama i u standardnu i u tro čeljusnu steznu glavu, ali istodobno postoji vrlo veliki rizik od okretanja bušilice kada je izložen ozbiljnim opterećenjima);
- konusni (alati s ovom vrstom drške koriste se uglavnom za opremanje proizvodne opreme);
- kvadratni (rijetko korišteni oblik drške, koji, međutim, osigurava visoku stabilnost alata protiv okretanja u steznoj glavi).
Odabir promjera bušilice za navoj
Veličina bušilice mora strogo odgovarati nazivnom promjeru navoja. Najpouzdanije vrijednosti rupa za metričke navoje date su u GOST 19257-73. Ovaj standard propisuje veličine rupa za bilo koji promjer navoja, uzimajući u obzir korak navoja i primjenjivu tolerancijsku traku. Prilikom rada zgodno je imati pri ruci tablicu bušilica za navoje u koju se trebaju prikupiti podaci o rupama za najčešće korištene standardne veličine navoja.
Veličina bušilice za navoj, kada u pravom trenutku nema stola, može se odrediti sljedećom metodom. Od promjera navoja oduzmite vrijednost koraka. Bušilica za navoj M6 s osnovnim korakom bit će promjera 5 mm. To se izračunava oduzimanjem koraka 1,0 mm od promjera 6 mm: 6 mm - 1,0 mm = 5,0 mm. Bušilica za navoj M4 s osnovnim korakom imat će promjer 3,3 mm: 4 mm - 0,7 mm = 3,3 mm.Na taj se način može odrediti promjer bušilice za navoje bilo kojeg nazivnog promjera. Da biste provjerili ovaj izračun, bolje je pogledati tablicu GOST.

Da biste iz tablice odredili koju ćete rupu izbušiti za navoj M10, morate pogledati posljednji redak. S krupnim korakom od 1,5 mm, moramo izbušiti rupu promjera 8,5 mm. Kako bismo odredili koju rupu izbušiti za navoj M8, gledamo posljednji stupac odgovarajućeg reda i vidimo promjer od 6,7 mm. Detaljnije tablice prikazane su u GOST 19257-73.
Često se postavlja pitanje koje bušilice s navojem treba koristiti. Sve ovisi o marki obrađenog materijala.










Za uobičajene niskolegirane čelike koriste se standardne uvijače od HSS -a. Za nehrđajuće i visokolegirane čelike preporučuje se upotreba bušilice s navojem od čelika legiranog kobaltom i volframom.
Kako se vrši tapkanje
Zidove rupe treba očistiti od stranih onečišćenja. To se može učiniti metalnom četkom ili ispuhati zrakom. Obradak mora biti čvrsto fiksiran. Slavina mora biti postavljena u otvor strogo paralelno s osi. Za visokokvalitetno centriranje u rupu pri bušenju obično se izvode posteljice na 30 ili 45 stupnjeva. Paralelnost osi slavine i rupe provjerava se pomoću kvadrata, koji se nanosi na površinu alata i površinu dijela. Zatim se konac reže rotiranjem alata u smjeru kazaljke na satu (u slučaju desnog navoja)
Posebno je važno rezati točno prve niti niti.
Radilica se kotrlja postupno. Nakon potpunog okretanja, slavina se odvrće za pola okreta. Ako se primijenjena sila poveća, tada se slavina uklanja iz rupe i iz nje se uklanja strugotina. Tijekom rada preporučuje se uporaba maziva. To može biti posebno mazivo, poput masti i paste od voska, koje se nanosi izravno na instrument. Laneno ulje, petrolej ili motorno ulje mogu poslužiti kao zamjena. Točenje na stroju za bušenje vrši se pomoću posebnih slavina. Sam proces rezanja ne razlikuje se od tehnologije ručne izrade.
Preporuke za odabir
Prilikom odabira bušilica za metal morate točno znati za koje će se tehnološke zadatke koristiti, a također uzeti u obzir i karakteristike materijala u kojem trebate napraviti rupu.
Da biste odabrali alat koji će ispuniti vaše ciljeve, morate obratiti pozornost i na sljedeće parametre:
- boja površine;
- kvaliteta oštrenja i simetrije konstrukcijskih elemenata;
- radni promjer;
- sukladnost obrasca s tipičnim parametrima;
- karakteristike materijala za izradu;
- svrha i funkcionalnost;
- ugled proizvođača.
Dakle, ako trebate izbušiti rupu velikog promjera u metalnom proizvodu, za koji se koriste snažne bušilice male brzine, trebat će vam alat koji se može koristiti s njima.
Na što ukazuje boja površine bušilice?
Boja koju površina bušilice ima za metal parametar je po kojem se može procijeniti kvaliteta prezentiranog alata. Dakle, različite boje svrdla za metal znače sljedeće.
Siva
Ova boja ima površinu bušilica najniže kvalitete i, prema tome, najnižu cijenu. Alati s površinom ove boje ne podvrgavaju se nikakvoj dodatnoj obradi koja bi im mogla povećati tvrdoću, otpornost na deformacije i izgaranje. Treba imati na umu da pri bušenju tvrdog metala oni možda neće biti ni dovoljni za jednu rupu.
Najjeftinije bušilice za metal
Crno
Površina bušilice dobiva ovu boju ako se tretira pregrijanom parom.Kao rezultat takve obrade, povećava se čvrstoća i otpornost alata, a samim time i resurs njegove uporabe. Cijena takvih proizvoda nešto je viša od sivih, ali je većini potrošača prilično pristupačna.
Bušilice s dobrim omjerom cijene i performansi
Svijetlo zlatno
Ova boja znači da je bušilica nakon proizvodnje prošla postupak kaljenja. Takva toplinska obrada omogućuje ne samo uklanjanje zaostalih naprezanja u unutarnjoj strukturi alata, već i poboljšanje njegovih karakteristika čvrstoće. Čak i na fotografiji takva bušilica izgleda prezentirano i odmah izaziva povjerenje u kvalitetu svojih performansi.










Ova bušilica izrađena je od visokokvalitetnog HSS čelika
Svijetlo zlatno
Ovo je boja najboljih bušilica za metal čiji materijal sadrži titan. Zbog sadržaja ovog elementa u sastavu čelika od kojeg su izrađene bušilice, pri njihovoj uporabi smanjuje se razina trenja, što pozitivno utječe na trajanje njihovog učinkovitog rada. Naravno, bušilice sa svijetlom zlatnom površinom prilično su skupe.
HSS bušilica od titanovog konusa s rasponom bušenja 4-20 mm
Prilikom odabira bušilica određene vrste treba poći od toga koliko će se često morati koristiti za obradu metala. Također je potrebno uzeti u obzir zahtjeve za točnost i kvalitetu rupa koje se moraju stvoriti u metalnom proizvodu.
Kupnja jeftinijeg alata rezultirat će čestim promjenama alata, što će negirati početne uštede. Preporučljivo je odabrati pristupačnije vrste svrdla čija je površina obojana u crno ili svijetlo zlato, u slučajevima kada je potrebno izvesti jednokratne radove povezane s bušenjem metala.
Klasifikacija veličine
Suvremeni proizvođači proizvode bušilice za obradu metala u širokom rasponu radnih veličina. Kako bi potrošaču bilo lakše razumjeti takvu raznolikost, odgovarajući regulatorni dokument (GOST) predviđa podjelu bušilica za metal na različite vrste po veličini. Dakle, razlikuju se sljedeće kategorije alata:
- kratke serije, čija je duljina u rasponu 20–131 mm, a promjer 0,3–20 mm;
- produžene, čiji je promjer, poput kratkih, u rasponu od 0,3-20 mm, a duljina 19-205 mm;
- duge serije, čija duljina može biti u rasponu od 56–254 mm, a promjer - 1–20 mm.
savjeti i trikovi
Rad s dijamantnim bušilicama i porculanskim kamenom zahtijeva poštivanje različitih pravila:
Poželjno je bušiti rupe za WC školjku ili utičnicu samo bušilicom. Ako imate bušilicu s čekićem, svakako isključite mehanizam čekića. Ako se to ne učini, pločice će brzo puknuti.
Koristite alat koji vam omogućuje promjenu broja okretaja
To je važno kada koristite bušilice za rupe. S njima možete raditi samo pri malim brzinama.
Kako ne biste oštetili pločice, preporučljivo je ispod nje staviti list šperploče.
U tom slučaju bušenje treba izvesti strogo okomito na površinu koja se obrađuje. Stručnjaci preporučuju korištenje posebnih držača koji mogu držati bušilicu ili drugi alat u željenom položaju.
- Pločice se ne smiju bušiti s krajeva bušilicom jer to može dovesti do pukotina. Ako trebate napraviti pola rupe na rubu, tada je poželjno koristiti dijamantne jezgre.
- Porculansko kameno posuđe buši se samo s prednje strane. Ako radnju izvedete obrnuto, bit će opasnost od pojave malih čipova na ukrasnoj površini. Oni će utjecati na izgled proizvoda nakon instalacije.
- Hlađenje. Kako bi se alat dugo čuvao, pri radu s dijamantnim jezgrama potrebno ih je zalijevati.Profesionalni alat za bušenje opremljen je posebnim kanalima kroz koje je moguća automatska opskrba tekućinom.
Ako koristite konvencionalnu bušilicu, trebali biste se pobrinuti za ručno hlađenje. Da biste to učinili, možete koristiti običnu plastičnu bocu vode s nekoliko malih rupa na poklopcu. Hranjenje se vrši prskanjem tekućine po površini bušilice.
Kako biste olakšali rad s velikim rupama, upotrijebite predloške. To su mali komadi drveta u kojima je napravljeno nekoliko rupa različitih promjera. Prilikom rada s pločicama ti se proizvodi nanose preko porculanskog kamena. To omogućuje poravnavanje bušilice kao i željenu veličinu rupe.
Bušenje porculanskog kamena složen je postupak koji zahtijeva odabir kvalitetnih alata. Dajte prednost bušilicama samo poznatih proizvođača koji su prošli test vremena i sposobni su raditi što je dulje moguće bez pogoršanja kvalitete.
Za informacije o bušenju porculanskog kamena pogledajte sljedeći video.
Kako izoštriti bušilice za drvo?
Bušilica za drvo ima vrlo dug radni vijek i rijetko je potrebno oštrenje. Bušilice za drvo možete izoštriti ručno pomoću turpije ili na posebnom električnom oštraču. Obostrano je moguće oštrenje jer su bušilice za drvo izrađene od relativno mekog metala.










Samo u procesu oštrenja potrebno je promatrati početni kut (stupanj) oštrenja bušilice - to je vrlo važno kako bi se pravilno izoštrilo i produljilo vijek trajanja bušilice. Tijekom oštrenja bušilice za drvo na stroju (oštrač), morat ćete povremeno hladiti bušilicu uranjajući je u hladnu vodu
Umjesto vode može se koristiti i strojno ulje. Time ćete ukloniti mogućnost pregrijavanja vrha bušilice.
Tijekom oštrenja bušilice na drvetu na stroju (oštrač), morat ćete povremeno hladiti bušilicu uranjajući je u hladnu vodu. Umjesto vode može se koristiti i strojno ulje. Time ćete ukloniti mogućnost pregrijavanja vrha bušilice.
Za oštrenje oštricom za bušenje koriste se posebni držači koji postupak oštrenja čine praktičnijim.
Bušilica za drvo nije jedno te isto.
Postoji dosta vrsta bušilica za drvo.
To su pernate, spiralne, vijčane, Forstnerove bušilice za drvo i tako dalje.
Oštre se na potpuno različite načine, čak se i alat za oštrenje koristi drugačije.
To jest, na početku odlučite kakvu bušilicu za drvo trebate izoštriti.
Koji je alat, naravno, najbolja opcija je stroj za oštrenje bušilice, ali ako ga nema, tada se neke vrste bušilica za drvo mogu izoštriti čak i turpijom.
Na primjer oštrenje bušilica olovkom po drvo se radi ovako:
Ako ovaj posao radite prvi put, bolje je izoštriti staru bušilicu novom bušilicom, odnosno nova bušilica je uzorak.
Bušilicu stežemo u porocima (po izboru) turpijom, zaključujemo kut oštrenja rezača (postoje samo dva), usredotočujući se na novu bušilicu.
Zatim pažljivo pregledamo vrh svrdla olovke, glavni zadatak je dovesti ga u središte bušilice,
To se radi s istom turpijom, ako je izoštrite na stroju, povremeno hladimo bušilicu.
Bušilice za drvo, kada se pravilno koriste, tupe se polako i stoga ih nema potrebe izrađivati od legura karbida. Metal koji se koristi za izradu bušilica za drvo prilično je mekan u usporedbi s metalom za bušilice za metal, pa je oštrenje prilično jednostavno. Svrdlo za drvo čak se može ispraviti turpijom za oštrenje lanaca pile, što zapravo činim ako nema pri ruci šmirgla s dobrim kamenom. A na lošem (hrapavom ili udarnom) kamenu samo ćete izbaciti bušilicu








Na raspolaganju mnogima za potrebe oštrenja koristi se konvencionalno oštrenje s kamenom u obliku diska.
Za oštrenje svrdla na takvom se oštraču može izraditi jednostavan uređaj - kut učvršćen pod različitim kutovima u koji se bušilica umetne i dovede do kamena. Kut oštrenja je ravnomjeran.
Rezni rub trebao bi biti iznad "kundaka" (stražnja strana rezne površine). Kut konusne bušilice u drvu trebao bi biti 95 stupnjeva. Tako možete izoštriti bilo koju uvrnutu bušilicu za drvo.
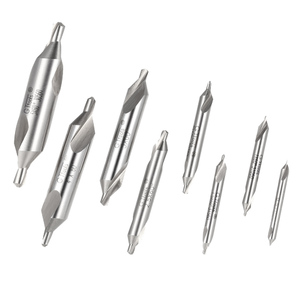
Bez posebnog stroja za oštrenje, da biste pravilno izoštrili bušilicu za drvo s točkom centriranja, morate imati malo iskustva i kamen s uskim nogama vlastitim rukama.
Nekad sam bio takve bušilice, vladao sam na disku brusilice. Rub zaštitnog kućišta korišten je kao pomoć. Ali za to morate dobro popraviti kutnu brusilicu!
Bit takvog oštrenja je u tome što disk izoštrava rezni rub, pomičući se sa strane na stranu između bočnog "podreza" i oštrice za centriranje, kao da brusi rub u "kadi"
Razina bočnih potkopa mora biti na istoj razini sa središnjom, ili nešto niža, ali ne i viša.