Kako koristiti?
Rad reznog kotača "brusilice" započinje poštivanjem pravila ugradnje i uklanjanja.

Montaža
Provjerite položaj donje kontra matice na koju leži disk. Njegov utor mora odgovarati utoru osovine brusilice. Gurnite krug na osovinu. Strana koja sadrži podatke o označavanju mora biti vidljiva.
Navrnite gornju sigurnosnu maticu. Držeći ga rukom, pokušajte okrenuti disk u smjeru njegovog kretanja. U procesu rezanja metala, razlika u smjerovima okretanja diska i matice stvara učinak samozatezanja. Prilikom ugradnje nije potrebno gornju maticu pritezati ključem.


Pokupiti
Pričekajte da se rotacija potpuno zaustavi. Odvojite brusilicu od električne mreže. Umetnite “rogove” posebnog ključa u rupe na gornjoj kontra matici i pritisnite gumb za zaključavanje.
Okrenite ključ u smjeru suprotnom od kazaljke na satu. Kad se matica izvuče s mjesta (zbog početne sile), može se odvrnuti rukom. Svaka kutna brusilica opremljena je priključkom za ručku. Ne radite sa uklonjenom ručkom.


Izbor reznih diskova
 Najčešći rezni kotači za metal su alati s otvorom od 22,0 i 22,23 mm. To znači da je prikladan za brusilice s osovinom od 22 mm. Druga standardna veličina slijetanja je 32 mm, ali vanjska veličina kruga bit će od 300 mm, a sličan alat koristi se na strojevima. Postoje i diskovi s rupom od 10, 13, 16 mm, ali njihov vanjski promjer je 50-100 mm i njihova je upotreba ograničena.
Najčešći rezni kotači za metal su alati s otvorom od 22,0 i 22,23 mm. To znači da je prikladan za brusilice s osovinom od 22 mm. Druga standardna veličina slijetanja je 32 mm, ali vanjska veličina kruga bit će od 300 mm, a sličan alat koristi se na strojevima. Postoje i diskovi s rupom od 10, 13, 16 mm, ali njihov vanjski promjer je 50-100 mm i njihova je upotreba ograničena.
Kotači promjera 115 koriste se na kutnim brusilicama male snage. Rezna ploča za metal za brusilice promjera 125 i 150 mm koristi se za kutne brusilice srednje snage. Na profesionalnim alatima u pravilu se koriste odsječeni kotači promjera 180 i 230 mm.
Prilikom odabira debljine vode se sljedećim pravilom: što je krug tanji, manje se napora ulaže za rezanje, a troši se manje vremena i obrnuto, što je disk deblji, to će mu trebati više vremena i truda. Omjer rezanja tankog diska nije manji, ali je sigurnije raditi s njim. To je zbog činjenice da tanki proizvodi imaju veću elastičnost i sposobnost savijanja od debelih krugova.
Usklađivanje debljine krugova s najčešćim promjerima.
- Za vanjski promjer od 115 mm standardna debljina je 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 mm s provrtom od 22,23 mm;
- Za D = 125 mm predviđena je debljina od 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 mm i fit 13, 20, 22, 32 mm;
- D = 150 mm odgovaraju debljini od 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 mm i odgovaraju 13, 20, 22,23 i 32 mm;
- S D = 180 mm, uklapanje je samo 22,23 i 32 mm, debljina je 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 mm;
- Ista veličina provrta predviđena je za vanjski promjer 230 mm, debljine 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 mm.
Prilikom odabira tvrdoće vrijedi načelo - što je tvrđi materijal za obradu, to bi trebala biti niža tvrdoća abrazivnog alata. Za rezanje diskova obično se koristi tvrdoća CT1, CT2, CT3 - srednje tvrda (O, P, Q) ili T1, T2 - tvrda (T, S). Ovaj naizgled nelogičan izbor javlja se jer tvrdoća kotača znači sposobnost spoja da spriječi usitnjavanje abrazivnih zrnaca pod djelovanjem obrađenog materijala. Odaberete li pretvrd krug, zrna će se "podmazati", a učinkovitost rezanja bit će značajno smanjena.
Bakelit ili vulkanit?
 Glavna razlika između reznih kotača na vulkanitnoj vezi od bakelitnih kolega je u tome što, zbog veće elastičnosti vulkanita, proizvodi mogu imati manju debljinu i veću produktivnost. Koriste se za tanko rezanje metala bez reza. Kotači na vulkanitnoj vezi također mogu raditi u prisutnosti emulzija, ali ih kerozin uništava. Glavni nedostatak vulkanita je niska otpornost na toplinu, samo 160-200 stupnjeva. Stoga, s povećanjem opterećenja i temperature, disk počinje lošije raditi.
Glavna razlika između reznih kotača na vulkanitnoj vezi od bakelitnih kolega je u tome što, zbog veće elastičnosti vulkanita, proizvodi mogu imati manju debljinu i veću produktivnost. Koriste se za tanko rezanje metala bez reza. Kotači na vulkanitnoj vezi također mogu raditi u prisutnosti emulzija, ali ih kerozin uništava. Glavni nedostatak vulkanita je niska otpornost na toplinu, samo 160-200 stupnjeva. Stoga, s povećanjem opterećenja i temperature, disk počinje lošije raditi.
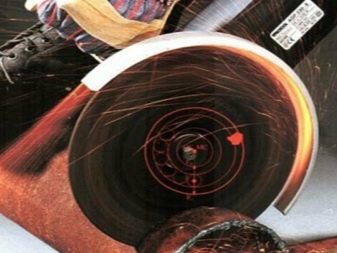
Odrezani kotači na bakelitnoj vezi otporniji su na toplinu, ali s produljenim radom i zagrijavanjem na 250-300 stupnjeva postaju lomljivi i svjetlucaju. Usput, ispravno je instalirati disk na instrument na način da iskre lete prema vama tijekom rada. Zatim, ako je disk uništen, fragmenti će letjeti u suprotnom smjeru od vas.
Usporedba po proizvođačima i cijenama
Kao rezultat ispitivanja reznih kotača najčešćih marki, utvrđen je koeficijent učinkovitosti diskova. Istrošenost alata izmjerena je nakon niza rezova, a provjerena je i vlačna čvrstoća za koju su kotači ubrzani na brzinu koja je bila gotovo dvostruko veća od deklarirane.
Želim dodati da tržište predstavlja proizvode mnogih tvrtki koje nisu bile uključene u ovo testiranje. Tradicionalno, visokokvalitetne i jeftine kotače proizvode tvornica abraziva Kosulinsky, tvornica abraziva Krasnogorsk i Ivanovo ISMA JSC. Diskovi marke NORTON imaju dobre kritike i prosječnu cjenovnu kategoriju. Izbor uvijek ostaje na potrošaču, a promocija i visoka cijena uopće nisu pokazatelji kvalitete.
Sorte i njihove veličine
Rezani kotači imaju manji profilni profil - debljinu od brusnih kotača. Djelo koristi njihov završni dio, koji ga, u dodiru s metalom, doslovno razbija. Ova vrsta diska ima dvije konfiguracije koje se razlikuju po debljini: 1,5 i 2 mm. Središnja montažna rupa je ista u svim vrstama diskova: odgovara promjeru montažne osovine brusilice. Na euroazijskom kontinentu postoji jedinstveni standard za tu vrijednost. Sve kutne brusilice opće namjene imaju isti promjer montažne osovine na koji je ugrađen zamjenski kotač.
Ujednačeni standardni promjeri navedeni su u nastavku:
- 115 mm;
- 125 mm;
- 150 mm;
- 230 mm.
Postoje specijalizirani krugovi namijenjeni piljenju proizvoda od "problematičnih" metala: mekani, viskozni, s visokim udjelom ugljika. Kako bi ih razlikovali među ostalim sortama, proizvođači koriste kodove za označavanje. Pomoću takve oznake možete odrediti koji je krug bolje koristiti:
- za rad s čelikom - čelik;
- za rezanje nehrđajućeg čelika - inox;
- rezanje proizvoda od lijevanog željeza - castiron;
- piljenje mekih metala - aluminij.

Što je?
Rezni diskovi za "brusilicu" - tvrdi krugovi tamnosive boje, grubi na dodir, s montažnom rupom u sredini, uokvireni prstenom od pocinčanog čelika. Razlikuju se po materijalu izrade, veličini, konfiguraciji i drugim karakteristikama određenim vrstom posla koji se mora izvesti pomoću kutnih brusilica. U građevinskoj praksi naširoko se koriste metalni krugovi.
Učinak rezanja stvaraju umjetni materijali visoke čvrstoće, usitnjeni u sitne komade. Koriste se elektrokorundum - supertvrdi, vatrostalni, kemijski otporni spojevi na bazi aluminij -oksida.
U skladu s namjenom kruga, elektrokorndum se može koristiti na sljedećim osnovama:
- magnezij-silicij;
- šepavi titan;
- mono-korund;
- cirkonij;
- titanski;
- krom.
Kutna brusilica za rezanje diskova za metal - potrošni materijal koji proizvođač ne isporučuje zajedno s "brusilicom". Proizvođač alata nije odgovoran za kvalitetu i trajnost potrošnog materijala.


Napredak
U trenutku uključivanja "brusilice", treba ga držati primjenom sile dovoljne za svladavanje početnog momenta. Kutna brusilica otpuštena iz ruku u trenutku pokretanja može naštetiti zdravlju rukovatelja i oštetiti gotove površine. Radnu "brusilicu" držite ravno, izbjegavajući oštro okretanje njezina tijela. Polako približite rotirajući disk metalnom komadu. Uronite bez napora, dopuštajući vlastitoj težini jedinice da stvori potrebni koeficijent trenja.
Kad je rezni kotač uronjen u materijal za 10–20%, trebate obratiti pozornost na glatkoću piljenja.Ako se kutna brusilica trgne i pokuša povući prema naprijed, možda bi bilo vrijedno promijeniti kut nagiba svog tijela ili smanjiti pritisak diska na metal
Ako metalni obradak ima unutarnje naprezanje, izrežite 90% i dovršite postupak ručno. Inače, otpuštanje metalnog naprezanja u vrijeme piljenja može dovesti do oštrog zahvata oštrice i njezinog uništenja.

U sljedećem videu pronaći ćete testove reznih diskova za brusilicu i usporedbu popularnih marki.
Sigurnosne mjere
Prije početka rada morate razmisliti o tome kako će se rezanje izvesti (položaj "brusilice" u prostoru u odnosu na mjesto rezanja), odrediti vektor smjera protoka iskri, koji će pratiti uranjanje disk u metal. Uklonite sve zapaljive predmete i tvari iz cijevi iskre. Ako je potrebno, pokrivene površine izložene iskri pokrijte zaštitnom opremom.
Pregledajte sam električni alat na vodu, prljavštinu, pijesak i provjerite integritet kabela za napajanje. Obavite probni rad kako biste provjerili radi li jedinica glatko i može li se rezna ploča slobodno okretati. Procijenite predmet za rezanje: mora biti čvrsto fiksiran, ne smije imati deformirajuće naprezanje i biti udaljen od električnih žica.

Oči treba zaštititi posebnim naočalama koje pružaju širok i jasan pogled. Ne preporučuju se naočale s zatamnjenim lećama. Najsigurnija zaštita za lice je prozirna maska od pleksiglasa. Ako se disk slomi tijekom rezanja, njegovi se ulomci raspršuju u smjeru početne centrifugalne sile velikom brzinom. Ova maska će zaštititi prednji dio glave od ulaska u nju. Slušni organi također trebaju zaštitu. Za to se koriste građevinske slušalice ili silikonski čepići za uši.
Oprema LBM operatera mora zadovoljavati sljedeće sigurnosne mjere:
- ogrtači izrađeni od izdržljivog i prirodnog materijala;
- Umjereno labavi, ali pretjerano dugi rukavi su neprihvatljivi;
- rukavice koje čvrsto pristaju na ruke, izrađene od čvrstog materijala koji može držati primarni rez;
- zatvorene cipele sa kompozitnim umetcima za prste.
