Značajke uporabe
Svaka od vrsta dijamantnih bušilica odlikuje se određenim značajkama koje se moraju uzeti u obzir pri odabiru i korištenju takvog alata.
Dijamantne jezgre
Dijamantni alati, čiji je rezni dio opremljen galvaniziranim jezgrom, vrlo sliče konvencionalnim bušilicama za jezgre. Velika prednost takvog alata, osim pristupačne cijene, je i činjenica da se pri upotrebi na njega vrši mali krajni pritisak. Zbog toga se može koristiti za bušenje pri velikim brzinama, što povećava produktivnost procesa.
Vrste dijamantskih jezgri
U međuvremenu, bušilica sa jezgrom ili cijevna bušilica, na čiji se rezni dio primjenjuje dijamantsko prskanje, također ima ozbiljan nedostatak: ima mali vijek trajanja i dopušta kvalitativno izvođenje samo nekoliko rupa. Zato se alati na bazi cijevi obložene dijamantom koriste prvenstveno za bušenje pločica.
Bušilice od sinterovanog dijamanta
Kao što je gore spomenuto, bušilice čiji je rezni dio izrađen od dijamantske strugotine sinteriranjem vrlo su pouzdane i mogu se uspješno koristiti dugo vremena. Svaki od ovih alata, ako se poštuju sve tehnološke preporuke pri njihovoj uporabi, može izbušiti više od stotinu rupa. Međutim, svrdla ove kategorije imaju i nedostatke, od kojih je najznačajniji da je tijekom obrade alat izložen značajnom krajnjem pritisku, što ne omogućuje primjenu velike brzine obrade. Ovaj nedostatak rezultira značajnim smanjenjem performansi bušenja.
Cjevasta bušilica "Zubr-Professional" s dijamantima na vakuumskom lemljenju
Dijamantne bušilice tipa konus
Dijamantni alati sa suženom površinom za rezanje istovremeno kombiniraju prednosti dijamantnih bušilica koje pripadaju kategoriji cijevnih alata i kružnih bušilica. Kao što je gore spomenuto, takav je alat po svom izgledu vrlo sličan konvencionalnim bušilicama za metal, ali se od njih razlikuje po materijalu izrade. Za nanošenje dijamantnog premaza na radnu površinu ovih bušilica, napredne tehnologije koriste se za izradu alata koji se odlikuje najvećom otpornošću na trošenje.
Tehnologija koja se koristi za obradu radnog dijela reznih alata ove vrste omogućuje vam stvaranje premaza u kojem se broj zrna dijamanta povećava za 2-2,5 puta. Ova tehnologija ne uključuje konvencionalnu galvansku obradu, već nanošenje dijamantske prevlake metodom vakuumske difuzije. Prilikom uporabe ove metode, praznine između zrna dijamanta popunjavaju se metalom, što osigurava najveću trajnost formiranog premaza.
Označavanje HSS bušilica, njihovih vrsta i domaćih primjeraka
Sve HSS bušilice su odgovarajuće označene. Postoje tri vrste ovog čelika.
-
Volfram (T1 - T15).
-
Molibden (M1 - M36).
-
Visoko legirani (M41 - M62).
Volfram HSS bušilice
Iz ove skupine najraširenije su bušilice izrađene od četiri vrste čelika.
-
T1 (domaći analog - P18). Ovaj HSS čelik (18% volframa) s visokim karakteristikama (brušenje, čvrstoća i otpornost na trošenje) koristi se za izradu bušilica i drugih alata opće namjene. Najprikladniji su za obradu ugljičnih i legiranih konstrukcijskih čelika.
-
-
T2 (domaći analog - R18F2).Legura sadrži 2% vanadija. Koristi se za izradu završnih i poluzavršnih bušilica namijenjenih za preradu srednjelegiranih konstrukcijskih čelika.
-
T3 (domaći analog - R18K5F2). Legura sadrži 18% volframa, 5% kobalta i 2% vanadija. Takve alate karakterizira povećana sekundarna tvrdoća i otpornost na trošenje, ali imaju nisko brušenje. Ova vrsta bušilice najprikladnija je za obradu obradaka izrađenih od čelika i legura visoke čvrstoće, otpornih na koroziju i toplinu.
-
T15 (domaći analog - R12F5K5). Ova oznaka na HSS bušilicama znači da je leguri dodano osim 12%volframa, vanadij (5%) i kobalt (5%). Ovi se alati odlikuju velikom čvrstoćom, žilavošću i otpornošću na trošenje. Koriste se pri bušenju materijala koji se teško obrađuju.






Slika # 1: Sastav volframovih HSS čelika
Bušilice za molibden HSS
Glavna legirajuća komponenta čelika u ovoj skupini je molibden. Također u različitim količinama može sadržavati:
-
volfram,
-
kobalt;
-
vanadij;
-
ugljik;
-
i ostale komponente.
Slika # 2: sastav molibdenovih HSS čelika
Najviše se koriste HSS bušilice izrađene od sljedećih vrsta molibdenovih brzih čelika.
-
M1. Od čelika ove vrste (8% molibdena) proizvode se alati opće namjene. Ove HSS bušilice vrlo su fleksibilne i otporne na udarce. Crvenilo je manje nego kod analoga.
-
M2 (domaći analog - R6M5). Najčešći je materijal za proizvodnju HSS bušilica. Legura sadrži 6% volframa i 5% molibdena. Ima uravnoteženu čvrstoću, tvrdoću i otpornost na toplinu.
-
M3 (domaći analog - R6M5F3). Ova legura također sadrži 3% vanadija. HSS bušilice izrađene od ovog čelika karakteriziraju manje abrazivno trošenje.
-
M7. Glavne legirajuće komponente su molibden (8,75%), vanadij (2%) i volfram (1,75%). Bušilice izrađene od ovog HSS čelika koriste se za bušenje tvrdih i teških metala.
-
M35 (domaći analog - R6M5K5). Osim volframa, molibdena i vanadija, ova legura sadrži kobalt (5%), kao i male količine mangana, silicija i nikla. Prednosti ovog materijala su dobra žilavost, izvrsno brušenje, otpornost na toplinu i trošenje. HSS bušilice izrađene od ove legure koriste se pri obradi obradaka od poboljšanih legura i nehrđajućeg čelika u uvjetima povećanog zagrijavanja rezne oštrice.
-








HSS bušilice od visoke legure
Za proizvodnju visokolegiranih HSS svrdla (s velikom udarnom žilavošću i radom u hladnim uvjetima) koriste se legure molibdena koje se podvrgavaju posebnoj toplinskoj obradi.
Slika # 3: sastav visokolegiranih HSS čelika
-
M47 (domaći analog - R2AM9K5). Sadrži velike količine molibdena (9%) i kobalta (4,7–5,2%). Legura ima povećanu sklonost dekarburizaciji i pregrijavanju tijekom kaljenja. Brusljivost - niska. HSS bušilice izrađene od ove legure koriste se za obradu obradaka izrađenih od poboljšanih legura i nehrđajućeg čelika.
-
M42. Sadrži veliku količinu kobalta i molibdena (8, odnosno 9,5%). HSS bušilice izrađene od ove legure karakteriziraju povećano crvenilo i otpornost na habanje. Takvi se alati koriste u obradi viskoznih i složenih metala.
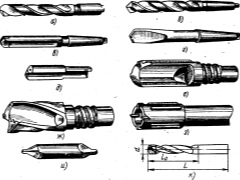
Vrste bušilica za duboko bušenje
Sljedeće se mogu koristiti kao bušilice za duboko bušenje:
- spiralne bušilice s cilindričnim drškom, čiji su parametri regulirani GOST-om 886-77 (po svom dizajnu spiralne bušilice s cilindričnim drškom pripadaju alatima dugih serija, uz pomoć kojih se stvaraju rupe dubine veće od 15 promjera) ;
- puške, čiji je rezni dio potpuno izrađen od tvrde legure;
- puška, na čiji je rezni dio lemljenjem učvršćene karbidne ploče;
- puška, opremljena ne samo osnovnim, već i srednjim pločama od tvrdog metala;
- ejektor, koji se koristi za izvođenje dubokog bušenja na strojevima s vodoravnim reznim alatom;
- top, na čijoj se površini nalazi utor u obliku slova V, namijenjen uklanjanju strugotine (obrada ovom vrstom bušilice zastarjela je metoda dobivanja dubokih rupa).
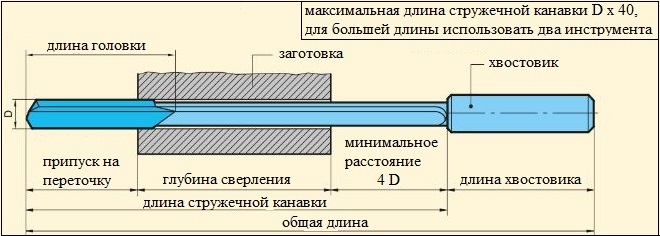
Bušilice za duboke rupe
GOST 886-77 Spiralne bušilice s cilindričnom drškom. Duga serija. Glavne dimenzije
Okrugle bušilice s cilindričnim drškom, proizvedene u skladu sa zahtjevima GOST 886-77, odlikuju se produženim radnim dijelom. U skladu s odredbama gornjeg standarda od 77. godine, takav produženi alat može biti u cijelosti izrađen od čelika velike brzine ili opremljen reznim umetcima od tvrdog metala.
GOST 886 iz 77. godine također propisuje da se hlađenje bušilica ove vrste može osigurati ne samo vanjskim, već i unutarnjim dovodom rashladne tekućine. Uvijačke bušilice, prema GOST 886-77, mogu se proizvoditi ne samo s cilindričnom drškom, već i sa konusnim drškom. Sam proces dubokog bušenja, izveden pomoću takvih bušilica, može se izvesti i s njihovim povremenim izvlačenjem iz rupe, koja je potrebna za uklanjanje nastalih strugotina, ili bez izvođenja takvog postupka. Usporedimo li uvrnute bušilice sa vježbama za pištolje i topove, tada se pri uporabi prve performanse bušenja povećavaju gotovo 8 puta.

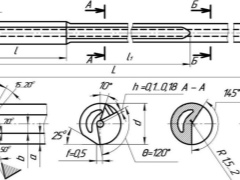
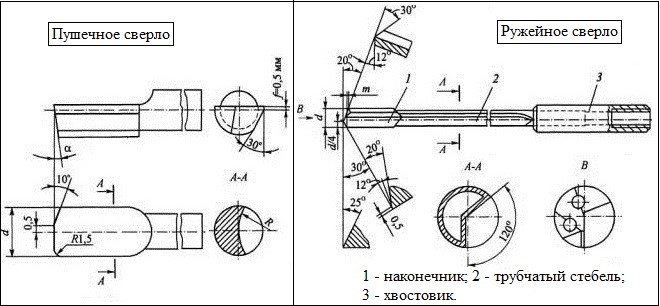
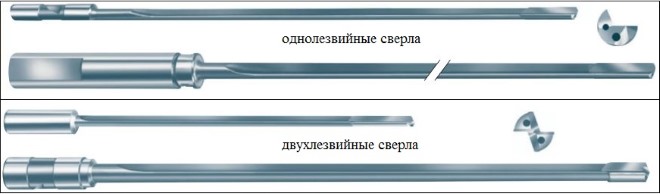
Primjeri radnih glava za vježbe s pištoljem
Bušilice i pištolji za bušenje su alati s jednim rezom, pomoću kojih možete stvoriti duboke rupe promjera od 0,5-100 mm. Hlađenje bušilica ove vrste provodi se kroz rupu napravljenu u njihovom unutarnjem dijelu, a strugotine nastale tijekom obrade uklanjaju se posebnim utorom na njihovoj vanjskoj površini. Bušilice s pištoljem i pištoljem opremljene ulošcima za rezanje od tvrdog metala imaju stožastu konfiguraciju radnog dijela, što osigurava bolje vođenje alata u području obrade.
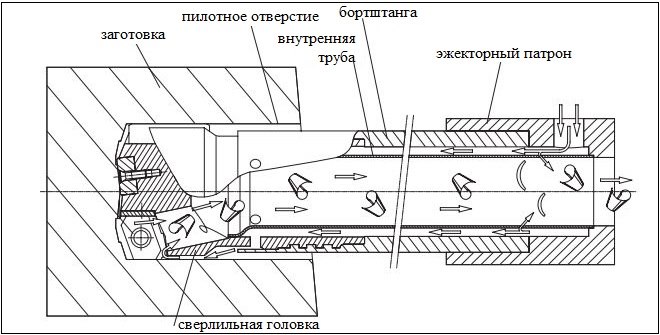
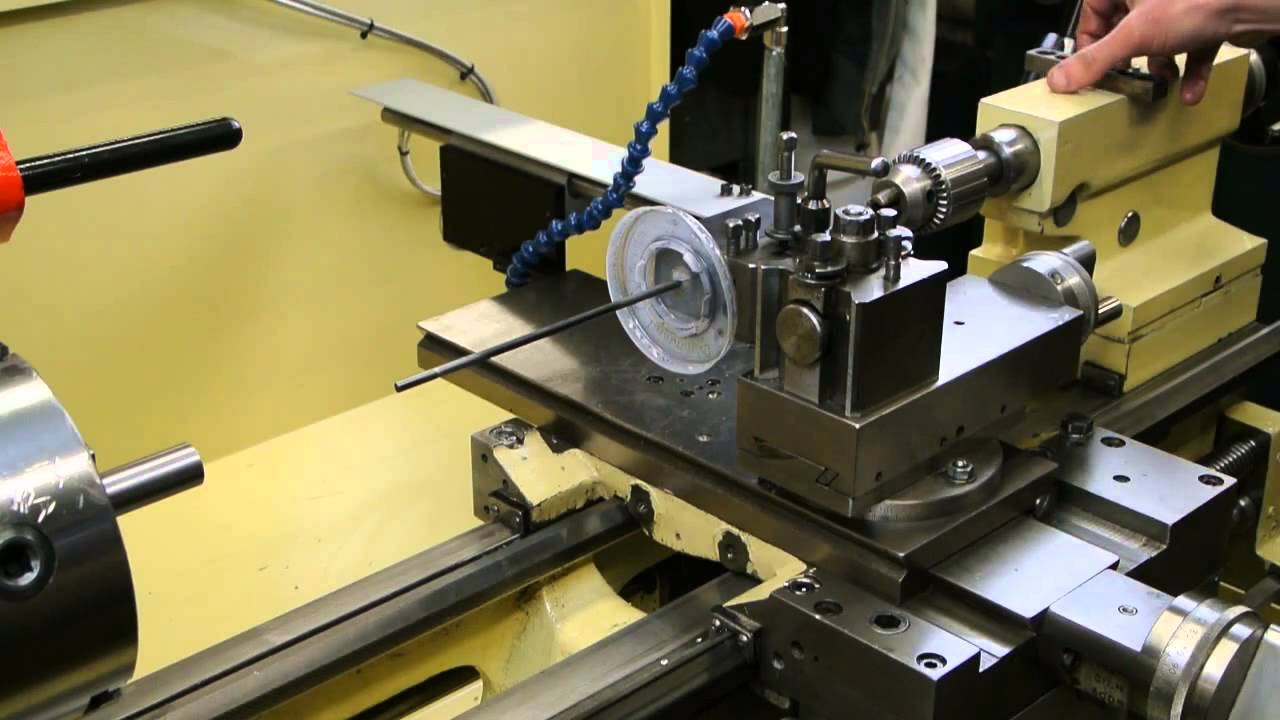
Princip rada s bušilicom za izbacivanje
Vrste bušilica za duboko bušenje
U današnjoj tehnologiji obrade metala koristi se nekoliko vrsta bušilica za duboko bušenje dijelova.
Razmotrimo njihove glavne vrste:
-
- Vježbe za pištolje. O karakteristikama ove vrste bušilice raspravljalo se gore. Nedavno je proizveden alat s nešto izmijenjenim oblikom u odnosu na tradicionalni. Time se poboljšava produktivnost procesa i kvaliteta obrađenih dijelova. Prilikom obrade rupa malog promjera ima smisla koristiti topovske bušilice. Duljina rupa obično nije veća od 40 promjera. Ima IT9 točnost i površinsku obradu od 0,09 - 3,5 µm.
- Bušilica iz jednog komada. Nazivaju se i monolitnim bušilicama jer su izrađene od čvrstog karbidnog materijala. Unutar bušilice postoji poseban prolaz za dovod rashladnog maziva. Strugotine i rashladna tekućina odvode se iz obratka kroz vanjski spiralni utor. Koriste se za bušenje rupa do 100 milimetara. Dubina - do 100xD. Alat je dobio ovo ime jer se ranije koristio za rukovanje cijevima vatrenog oružja.
- Bušilica za pištolj, izrađena prema tehnologiji pričvršćivanja tvrdo reznih umetaka lemljenjem. Kao i ostale bušilice ovog tipa, one pružaju visoku točnost dimenzija uz minimalno odstupanje osi bušenja.
- Bušilica s pištoljem s dodatnim reznim umetcima. Ove bušilice čine proces rezanja produktivnijim.
- Okrugle bušilice s cilindričnom drškom.Proizvedeno u skladu sa zahtjevima GOST 886-77. Imaju produženi rezni dio, koji može biti u cijelosti izrađen od čelika velike brzine ili imati umetke od tvrdog metala. Dovod rashladne tekućine može biti iznutra i izvana. Drška također može biti cilindričnog oblika.
- Perforirane bušilice. Koriste se za bušenje plitkih stepenastih rupa.
- Bušilice za izbacivanje. Koristi se za bušenje dubokih rupa u strojevima za obradu metala s postavljanjem reznog alata u vodoravnu ravninu.
Bušilice za drvo
Relativno male rupe do 12 mm u drvu ili drvenim kompozitima (iverica, MDF) mogu se izbušiti konvencionalnom metalnom bušilicom. No, rupe za koje se podvrgavaju povećani zahtjevi za točnost dimenzija i čistoću površine izvode se bušilicama posebno dizajniranim za drvo. Izrađene su od alatnog čelika ili ugljičnog čelika i nisu prikladne za metal.







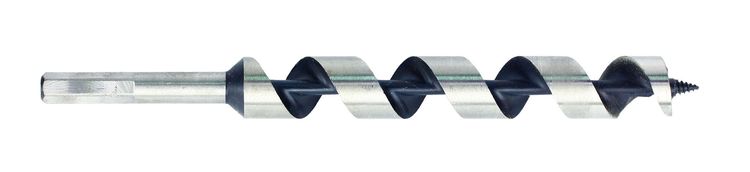
Twist bušilice. Dizajnirano za bušenje malih i srednjih rupa. Kao što je već napomenuto, umjesto toga se mogu koristiti uvijači za metal, ali rupe nakon njih su lošije kvalitete.
Twist bušilice. Imaju oštru oštricu i oblik sličan svrdlu. Zahvaljujući potonjem, čips se lako uklanja iz rupe. Ovo su kvalitetne bušilice koje se koriste ako želite dobiti duboku rupu s glatkom stijenkom.
Bušilice za olovke. Koriste se za izradu rupa relativno velikih promjera - od 10 do 25 mm i više. Ovo su najjednostavnije i najjeftinije bušilice, čak ih možete i sami napraviti od prikladne ploče i okrugle šipke. No, pokazalo se da je kvaliteta rupa nakon njih niska - grubi zidovi, ne baš točne dimenzije.

Kruna. Izraz "krunica" znači da je ovaj alat izrađen u obliku šupljeg cilindra, na čijim se rubovima nalaze zubi. Bušenje se dobiva u obliku prstena, s kojeg se zatim uklanja unutarnji dio. Kruna je nezamjenjiv alat ako trebate nabaviti veliku rupu - do 100 mm ili više. U trgovinama se nudi u obliku seta koji sadrži trn, središnju bušilicu s drškom i nekoliko krunica različitih promjera.

Forsner bušilica. To je alat za izradu preciznih rupa u drvetu (osobito mekom drvu), iverici, laminatu itd. Ima središte i oštre oštrice. Zahvaljujući potonjem, rupa je precizna i glatka. Ako trebate nabaviti slijepu rupu s glatkim zidovima i točnim dimenzijama, Forsner bušilica će obaviti posao na najbolji način.

Što je?
Ova grupa proizvoda uključuje niz različitih vrsta privitaka. Svaki od modela koristi se za ispunjavanje svojih zadataka. Na primjer, bušilica izrađena u skladu s GOST 10903-77 radi na povećanju površine izbušene rupe. Svaka od spiralnih mlaznica ima svojstvene značajke: geometrijski dizajn, vrstu reznog ruba, materijal izrade i vrstu obrade, na primjer, čelik s raspršivanjem ili obrađen parom.
Oblik mlaznice vrlo je važan jer određuje je li bušilica odabrana za određenu vrstu posla ili ne. Za različite površine i za bušenje rupa različitih dubina i promjera koriste se različite vrste rezača.
Za izradu takvih gimbala koriste se legirani ili ugljični čelik razreda 9XC, P9 i P18. Posljednja dva označena su kao HSS i brzo se režu. Takve legure ne gube čvrstoću pri zagrijavanju, čak i jake, što njihove proizvode čini neophodnima za bušenje. Da biste odredili u kojem će se području svrdlo koristiti, morate znati kut njegovog oštrenja, odnosno veličinu kutova dva glavna rezna ruba i poprečnog. Za bušenje pleksiglasa, plastike, potrebna vam je mlaznica pod kutom od 60 do 90 stupnjeva. Što je tanji list za bušenje, to bi trebao biti manji kut oštrenja.
Mala vrijednost daje dobar pokazatelj rasipanja topline, a to je važno za one materijale koji se deformiraju pri pregrijavanju. No, treba imati na umu da oštrenje pod malim kutom čini bušilicu ranjivijom, lomljivijom pa se može koristiti samo za bušenje materijala koji nisu čvrsti
Zazor kuta zazora ne smije biti manji od 15 stupnjeva. U suprotnom, svrdlo će strugati površinu, a ne rezati, što će dovesti do deformacije.
Kut pod kojim se rezne ivice spajaju na vrhu je između 118 i 135 stupnjeva. Tu su i dodatni bitovi za skošenje - dvostruko oštrenje. Ova metoda smanjuje trenje koje nastaje tijekom procesa bušenja. Postoje i uređaji s dvije faze koji čine dršku savršenijom. S dvostupanjskim vrhom centriranje bušilice postaje mnogo točnije.



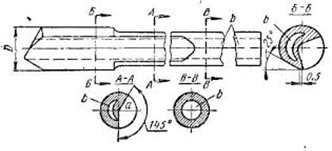





Bušilice s konusnom drškom imaju istu funkciju kao i njihove cilindrične kopije i sastoje se od istih elemenata. Uređaj radnog dijela bušilice uključuje rezni dio (to su dva glavna i jedan poprečni rub) i vodilicu (uključuje pomoćne rezne rubove). Drška je element kroz koji se mlaznica učvršćuje u steznu glavu električnog alata. Oblik konusa, koji ima dršku, prikladan je za jednostavno pričvršćivanje i otpuštanje proizvoda iz stezne glave.
Koje su najbolje bušilice za metal?
Velika poduzeća - lideri u industriji - imaju na raspolaganju skupu kontrolnu i mjernu opremu koja im omogućuje da zadrže dosljedno visoku kvalitetu svojih proizvoda.
Ukratko navedimo glavne vrste svrdla za metal
od brzog čelika:
1. Bušilice za čelik HSS-E
sadrži kobalt i nadmašuje ostala čelika u svojstvima rezanja, pa se koriste za rad na viskoznim i složenim materijalima. Diager HSS bušilice-E Co 5% zadovoljava najviše standarde kvalitete. Uglavnom se koriste za bušenje nehrđajućeg čelika, kao i legiranog i nelegiranog čelika s vlačnom čvrstoćom do 1200 N / mm2.
2. Troslojni premaz bušilica HSS-TiAlN
(titan-aluminij-nitrit) ima niži koeficijent trenja, a također stvara toplinsku barijeru (bušilica ne gubi svojstva kada se vanjska ljuska zagrije do 700 ° C), povećava čvrstoću i povećava vijek trajanja bušite oko 5 puta. Svrdlo s premazom TiAlN ne smije se ponovno naoštriti; oštećenje premaza umanit će prednosti ove bušilice. Svrdla Diager HSS-TiAlN koriste se za produktivno bušenje legiranog i nelegiranog čelika s vlačnom čvrstoćom do 1100 N / mm2, nehrđajućeg čelika, lijevanog željeza.
3. Bušilice HSS-TiN
izrađene od čelika obloženog titanijevim nitridom, također se značajno manje zagrijavaju tijekom rada, što povećava takve karakteristike bušilice kao čvrstoću i vijek trajanja za najmanje 3 puta. Svrdla s premazom TiN ne smiju se ponovno naoštriti. Svrdla Diager HSS-TiN koriste se za bušenje legiranog i nelegiranog čelika s vlačnom čvrstoćom do 1100 N / mm2, lijevanog željeza.
4. Bušilice HSS-G
- bušilice za brušenje od brzog čeličnog alata povećane su izdržljivosti i niskog radijalnog izbijanja. Svrdla HSS-G najčešći su rezni alati za standardne zadatke. Svrdla Diager HSS-G koriste se za bušenje u legiranom i nelegiranom čeliku s vlačnom čvrstoćom do 900 N / mm2, lijevanog željeza.
5. Bušilice HSS-R
valjani i termički obrađeni. Bušilice imaju najmanju trajnost. Uglavnom se koriste za bušenje blagih čelika i lijevanog željeza.
Odvojeno, vrijedi istaknuti bušilice od tvrdog metala
ili bušilice s lemljenim vrhom od tvrdog metala, imaju maksimalnu čvrstoću, mogu izdržati velika opterećenja. Koristi se za bušenje čelika otpornih na toplinu, nehrđajućeg čelika, legura titana.
Bušilice za metal izrađene su od brzog čeličnog alata HSS (brzi čelik
). To su legirani čelici koji sadrže elemente poput volframa, molibdena, kao i vanadij i kobalt. Ovi aditivi imaju pozitivan učinak na takve karakteristike čelika kao što je vruća tvrdoća (temperatura zagrijavanja koju čelik može podnijeti), crvenilo (vrijeme u kojem čelik može izdržati visoke temperature), otpornost na lom.
U procesu rada alata za rezanje dolazi do intenzivnog oslobađanja topline koja se koristi za zagrijavanje alata. Za alate od običnog ugljičnog čelika neprihvatljivo je raditi pri zagrijavanju iznad 200 ° C, jer tvrdoća čelika počinje brzo padati. Suvremeni brzi čelici zadržavaju svoja svojstva pri 500-600 ° C, što može značajno povećati brzinu bušenja.
Proces proizvodnje i toplinska obrada bušilica ima vrlo važnu ulogu. Velika poduzeća - lideri u industriji - imaju na raspolaganju skupu kontrolnu i mjernu opremu koja im omogućuje da zadrže dosljedno visoku kvalitetu svojih proizvoda. Svrdle NoName često su izrađene od lošeg čelika, geometrija se ne održava, gotovo ih je nemoguće ponovno izoštriti - nakon obrade tvorničkog oštrenja svrdlo postaje neupotrebljivo za daljnju uporabu.
Na pitanje "Koje burgije za metal su bolje?" odgovorit ćemo na ovaj način - vježbe koje će vam omogućiti da izvršite određeni zadatak što učinkovitije.
Članak će vam reći kako pravilno odabrati i upravljati bušilicom za metal. Naučit ćete o njihovim sortama, značajkama premazivanja i obrade, kao i razlikama u dizajnu. Članak sadrži tablice za dekodiranje međunarodnih oznaka, kao i analizu cijena setova za bušenje.
Bušenje metala i plastike jedna je od neophodnih operacija, kako u profesionalnom radu, tako i kod kuće. U pravilu se izvodi jednom bušilicom, jer oba materijala imaju monolitnu strukturu različite gustoće. Stoga su bušilice za metal primjenjive na plastiku s malim ili nikakvim trošenjem.
Kako odabrati stupnjevitu bušilicu?
Kako se ne bi pogriješili s izborom stepenastog alata, potrebno je najprije saznati koje ključne tehničke karakteristike ima.
S obzirom na različite preinake, treba obratiti pozornost na boju proizvoda, a to nije povezano s estetskom komponentom
- Ako je proizvod izrađen u sivo-čeličnoj boji, to će biti nagovještaj da je čelik korišten kao materijal za alat, s kojim nije izvršena potrebna obrada. Stoga će najvjerojatnije kvaliteta takvog alata biti niska.
- Ako je bušilica izrađena od crnog čelika, to je znak da se materijal obrađuje vrućom parom. Ova operacija poboljšava karakteristike čvrstoće materijala. Proizvod za bušenje u takvoj izvedbi bio bi poželjniji od uređaja kojim se ni na koji način nije manipuliralo.
- Ako je materijal bušilice čelik zlatne boje, tada je u procesu izrade alata iz metala uklonjeno unutarnje naprezanje. Prednost takve operacije je pružanje veće pogodnosti pri radu s takvom bušilicom.
- Ako uređaj za bušenje karakterizira prisutnost svijetle zlatne boje, onda je to znak prisutnosti površinskog sloja otpornog na trošenje, za čiju se ulogu u većini slučajeva odabire titan-nitrid. Iako je takva bušilica znatno skuplja, u smislu rada nadmašuje mnoge jednostavne proizvode.
Čelične specifikacije i oznake
Ne morate se zadržavati na svim vrstama čelika koje se mogu koristiti za izradu koračnih bušilica zbog njihovog velikog broja. Iz tog razloga najbolji izbor bio bi proizvod koji ima oznaku HSS na materijalu. Iz nje možete razumjeti da ovaj alat može osigurati bušenje velikom brzinom, sprječavajući deformaciju metala pri zagrijavanju.





Promjer radnih pragova, početni i završni
Već na samom početku izbora morate obratiti pozornost na ove parametre, s obzirom na to da prosječna cijena bušilica doseže razinu od 2500 rubalja
Proizvođač i cijena step uređaja
Prvi je kriterij toliko važan, jer je najbolje izabrati takvu bušilicu za čiju je proizvodnju upotrijebljen čelik, koja zadovoljava zahtjeve važećeg GOST -a
Ako vam je važno biti sigurni da kupljeni proizvod za bušenje ima zajamčenu visoku kvalitetu izvedbe, tada možete obratiti pozornost na proizvode pod robnom markom TOP CRAFT
Sposobnost oštrenja
Prema stručnjacima, nedostatak takve mogućnosti bušilice pružit će dug vijek trajanja, jer korisnik neće promijeniti konfiguraciju proizvoda. Istodobno, u nekim situacijama može biti potrebno izoštriti uređaj, što će također povećati njegov vijek trajanja. Ovdje već možete donijeti konačnu odluku, usredotočujući se samo na svoje mišljenje.