Prednost
Pleksiglas je vrlo lagan materijal, ali s visokom viskoznošću. S jedne strane, u slučajevima kada izgled rupe nije bitan, možete je izbušiti običnim čavlom umetnutim u bušilicu. S druge strane, kada su potrebni ujednačeni, glatki rubovi i visoka preciznost, potrebna je velika točnost.
Za razliku od konusne bušilice ili svrdla sa uvrtanjem, u pravilu radi velikom brzinom - do 10.000 o / min. Ovom brzinom materijal se zagrijava i djelomično deformira. Na primjer, zamrznuti rubovi neizbježan su rezultat bušenja. Ako ne poštujete pravila za rukovanje alatom - hlađenje, uklanjanje strugotine, bušilica se može slomiti.
Prilikom bušenja pleksiglasa, viskozni materijal se omota oko vrha i stvrdne, rotacija je blokirana. Ako alat nije isključen, bušilica će se vjerojatno slomiti. Osim toga, gotovo je nemoguće izvaditi odlomljeni fragment iz staklene mase, a da je ne izrežete.
No, korištenjem pravilno naoštrenog alata osigurat ćete ravne i točne rupe te ubuduće neće biti potrebno ponovno razvrtanje niti upuštanje.
Opseg primjene
Bušilice se koriste za izradu probušenih i slijepih rupa, kao i za razvrtanje - povećanje ili kalibriranje već formiranih rupa.
Fotografija prikazuje postupak bušenja pleksiglasa cilindričnom bušilicom
Upotreba ovog ili onog alata određena je materijalom izrade, načinom izrade - čvrstom, zavarenom, s čvrstim pločama, kombinacijom kutova oštrenja, kao i promjerom i dubinom bušenja.
Opća klasifikacija prema opsegu primjene svrdla dijeli u sljedeće skupine.
- Bušilice za metal - ponekad se zovu univerzalne. Budući da je svrdlo predviđeno za rad s metalima i legurama, koji su često izuzetne čvrstoće ili tvrdoće, mogu bušiti bilo koji materijal. Na primjer, za pleksiglas se koriste standardne HSS bušilice, ali s drugačijim oštrenjem.
- Za beton - koristi se i pri bušenju opeke i kamena. Razlikuju se vrhom od tvrde legure jer su dizajnirani za rad udarno-rotacijskom metodom. Drška je cilindrična - alat se u velikoj većini slučajeva koristi u rotacijskim čekićima i bušilicama.
- Za staklo i keramiku - ti su materijali i tvrdi i lomljivi pa njihovo bušenje zahtijeva točnost. Koristite svrdla za jezgre ili bušilice za pero (bez navoja) s premazom od tvrdog metala ili dijamanta.
- Za drvo su to standardne spirale ili perje; obje se vrste koriste za rad s pleksiglasom.
Analiziramo prednosti i nedostatke alata
| Ugovoreni sastanak | Oblik | pros | Minusi |
| Za metal | Stožast | Dopustite izvođenje radova u jednoj fazi | Nije prikladno za bušilice male snage |
| Koračao | Pogodno za stvaranje udubljenja različitih širina. Bušenje u jednom prolazu je dovoljno | Koristi se samo za lim debljine ne veće od 2 mm | |
| Spirala | Pouzdano, stalno oštrite | Zahtijeva uporabu proizvoda različite debljine za stvaranje željenog promjera rupe | |
| Okrunjen | Pogodno za stvaranje velikih udubljenja širine preko 30 mm | Nekompatibilno s konvencionalnim bušilicama | |
| Drvom | Testere za rupe | Može se koristiti za PVC obloge, ekspandirani polistiren i stanični polikarbonat | Ugradnja utičnica na površinu OSB -a ili obloge zahtijeva ponovnu obradu rupe ubodnom pilom |
| Spirala za drvo | Proizvodi udubljenja visoke kvalitete bez poderanih vlakana | Ograničeni opseg | |
| Vijak | Omogućuje uredan i čist rez, čak i na vlažnom drvetu | ||
| Balerine | Omogućite prilagodbu promjera buduće rupe | ||
| Perovs | Proizvodi čiste rubove, bez poderanih drvenih vlakana | Prilikom stvaranja rupe male dubine utor od točke ostaje u središnjem dijelu. Alat radi samo pri malim brzinama | |
| Forstnerove bušilice | Napravite udubljenja s urednim rubovima i ravnim dnom | ||
| Preko betona, cigle i kamena | Spirala | Dobro radi s betonom i ciglom | |
| Okrunjen | Dobro obavite posao | Zahtijeva bušenje čekićem, stoga nije prikladno za standardne bušilice | |
| Vijak | Dizajnirano za dobro usisavanje prašine | ||
| Na pločicama i staklu | Okrunjen | Veliki raspon promjera | Zahtijeva glatki površinski kontakt, bez ljuljanja ili neravnomjernog pritiska |
| Perovs | Čvrstoća legura u građevinarstvu | Mali izbor promjera za bušenje |
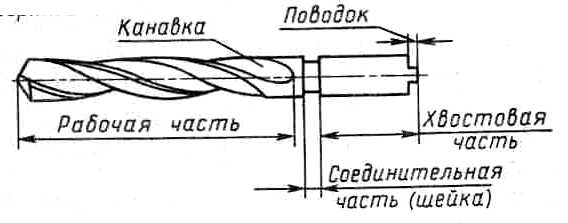
2 Bušilice s cilindričnom drškom
Twist svrdla s cilindričnim drškom proizvode se u kratkim, srednjim i dugim serijama prema relevantnim standardima. Ova sorta omogućuje optimalan odabir pravog alata za svaki određeni zadatak.
Za sve bušilice središnje rupe izrađene su prema GOST 14034. Dopušteno je izraditi alat bez rupa za centriranje. Proizvodi srednje i duge serije mogu se proizvoditi sa ili bez vrata prema njihovim standardima. Njegova veličina nije regulirana.
GOST 4010-77 primjenjuje se na lijeve i desne bušilice kratkih serija promjera 0,5–40 mm. Prema ovom standardu, ovisno o promjeru proizvedene bušilice, duljina je (mm):
- ukupni instrument je 20-200;
- radni dio - 3–100.
GOST 10902-77 primjenjuje se na lijeve i desne bušilice srednje serije promjera 0,25–20 mm. Duljina je (mm):
- zbroj cijelog instrumenta je 19–205;
- radni dio - 3–140.
GOST 886-77 primjenjuje se na bušilice dugih serija promjera 1-31,5 mm. Duljina je (mm):
- zbroj cijelog instrumenta je 56–316;
- radni dio - 33–207.
Za ove proizvode smjer spirale je pravi. Lijevi se izrađuju po dogovoru s kupcem.







Za sav ovaj alat tehnički zahtjevi za proizvodnju regulirani su GOST 2034-80. Prema ovom dokumentu, ove su bušilice izrađene od čelika velike brzine i namijenjene su za bušenje rupa u duktilnim i sivim livkama, legiranim i ugljikovim konstrukcijskim i alatnim čelicima, konstrukcijskim čelicima visoke i povećane obradivosti. Ovaj alat se proizvodi u 3 klase točnosti:
- visoka točnost - A1;
- normalno - B1;
- normalno - V.
Osim alata od brzog čelika, bušilice se mogu proizvesti i od legiranog čelika 9XC na zahtjev potrošača. Alat se može proizvesti ne samo u jednom komadu, već i zavariti. Drške zavarenih proizvoda trebaju biti izrađene od čelika 45 ili 40X. Nije dopušteno u zoni zavarivanja: nedostatak prodora, površinske šupljine i prsten pukotina.
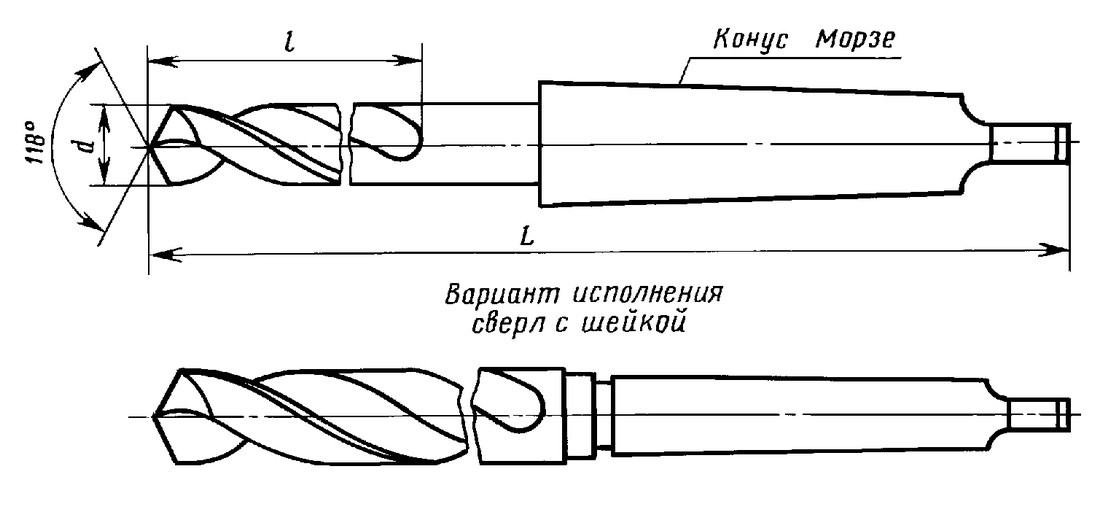
2 Konusna bušilica za metal - sorte
Konus alata s drškom je najčešći. Lako se i brzo uklanja i koristi. Najčešće se koristi za CNC strojeve ili za strojeve gdje se vrši automatska izmjena alata. Postoje određene norme i standardi za proizvodnju ovih vrsta bušilica. Skraćeni konusni krakovi dobivaju se smanjenjem debljeg dijela konusa. Obično pri kupnji možete vidjeti oznake ovih uređaja. Označeni su: B7 (skraćeno na 14 mm), B10, B12 (skraćeno na 18 i 22 mm), B16, B18 (skraćeno na 29 i 37 mm), B22, B24 (skraćeno na 45 i 55 mm). Marka konusne bušilice s skraćenjem odabire se ovisno o poslu, odnosno o dubini rupe koja se izrađuje. Postoje i produžene bušilice s konusnim drškom.
Konusne drške s kutom većim od 1 stupanj i omjerom 1 do 20 prema vrhu definirane su kao metričke konusne poluge.Po svom dizajnu ne razlikuju se od Morseovih čunjeva. Također dolaze u različitim veličinama i brojevima: br. 80, 100, 120, 160, 200. Najčešće se pri radu s rupama koriste krakovi s Morzeovom konusom. Prvi ih je predložio Stephen Morse (prvi izumitelj bušilica). Pojavili su se 1864. Izumitelj je već tada predložio osam osnovnih veličina od 0 KM do 7 KM. Naši obrtnici preferiraju metričke čunjeve. To je vjerojatno posljedica činjenice da su opisani u domaćem GOST -u, prema kojem je sastavljena većina tehničkih uputa u poduzećima.
Konusne drške mogu biti predstavljene u različitim izvedbama: s nogama, nitima ili bez nožica i niti. Uređaji s nogama pričvršćuju se na vreteno zaglavljivanjem ovih nožica, obično u rukavcu vretena postoji poseban utor. Svrha nogu je olakšati izbacivanje konusa iz vretena, kao i spriječiti okretanje. Uređaji s unutarnjim navojem montirani su u vreteno pomoću stabljike (potezne šipke) koja je uvrnuta u kraj konusa. Korištenje konusa s navojem jamstvo je da alat neće ispasti. Osim toga, njihova će upotreba olakšati uklanjanje konusa ako se zaglavi u vretenu tijekom rada.
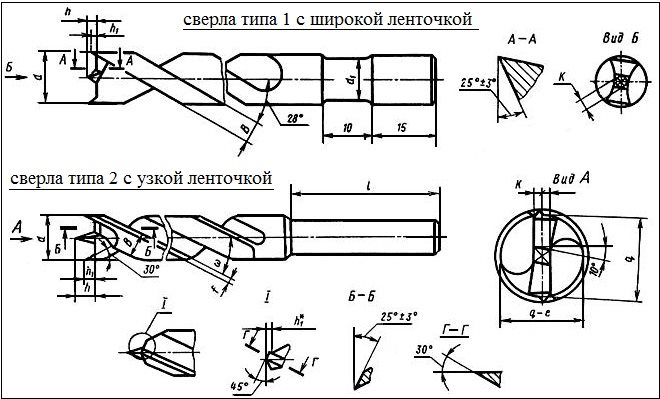
Oštrenje bušilice
Oblik bušilice odabire se ovisno o promjeru i materijalu koji se obrađuje. Za svrdla promjera do 12 mm primijenite:
- Pojedinačno oštrenje - za bušenje čelika i lijevanog željeza;
- Jednostruki s poprečnim rubom za odljevke od čelika i od tvrdog čelika s neprekinutom korom.
Za svrdla promjera većeg od 12 mm primijenite:
- Pojedinačno oštrenje s poprečnim rubom i oštrenjem trake - za tvrde čelike;
- Dvostruko oštrenje s oštrim poprečnim rubom - za lijevani čelik i lijevano željezo s neprekinutom korom.
- Dvostruko s oštrenjem poprečnih rubova i trakom za tvrde čelike, čelik i lijevano željezo sa uklonjenom korom.
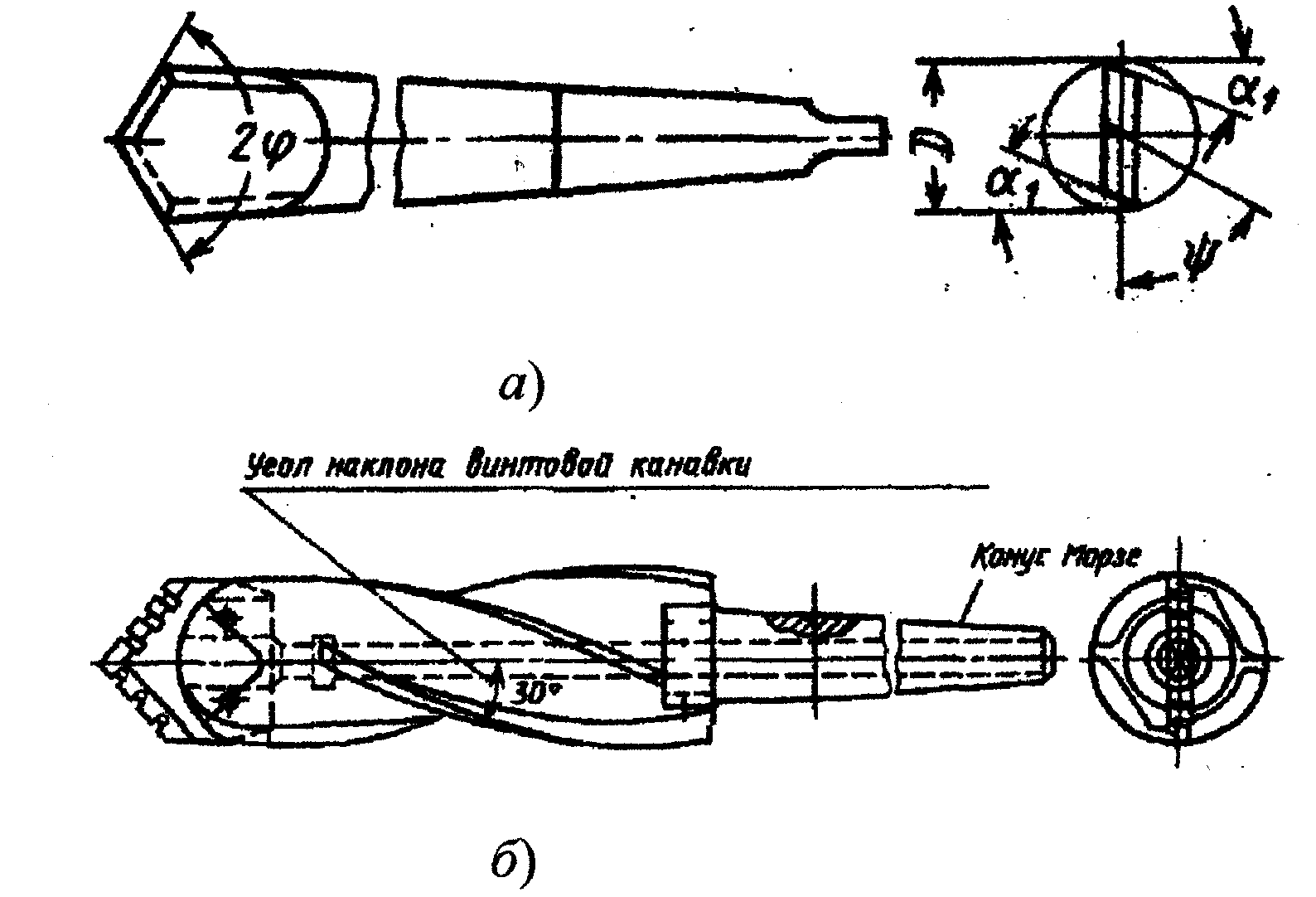
Kut bušenja
Dvostruki kutovi nagiba bušilice ovise o vrsti radnog materijala.
| Obrađeni materijal | Dvostruki kut u planu 2F |
|---|---|
| Lijevano željezo, čelik, tvrda bronca | 116 – 118 |
| Crveni bakar | 125 |
| Mekana bronca | 130 |
| Aluminij, silumin | 130 – 140 |
| Krhki materijali (mramor itd.) | 80 |
Bušilica se izoštrava na strojevima za oštrenje ili ručno na šmirglu; u drugom slučaju neće biti moguće točno održavati kut bez upotrebe posebnih uređaja.
Promjer bušilice, u pravilu, odabire se nešto manji od promjera rupe za izradu, to je zbog činjenice da se rupa slomi tijekom bušenja.
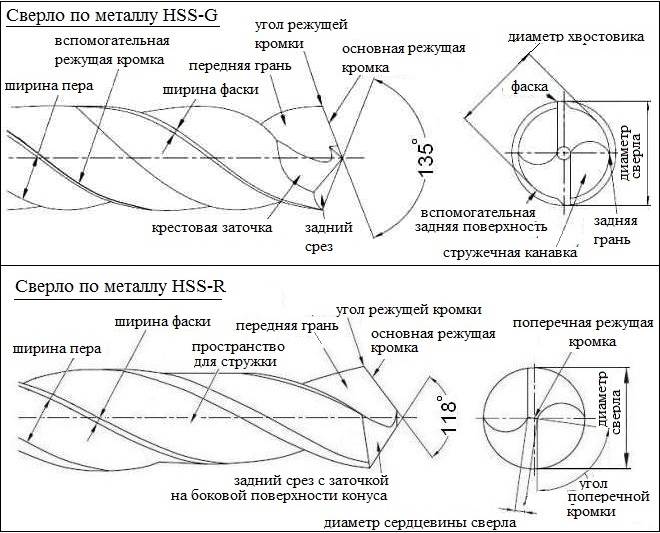
Vrste svrdla za metal
- Spirala (uobičajena i najpopularnija)
- Okrunjen
- Konusni ili stepenasti, ili kako ga zovu stožasti
- Perforirana bušilica
Ovdje smo svrstali bušilice prema njihovom izgledu. To će biti glavni kriterij. Pređimo sada općenito na vrste koje smo identificirali, u kojim situacijama ćemo koristiti ove ili one vrste bušilica pri radu s metalom.





Spirala
Twist svrdla za metal najpopularnija su, i to ne samo pri radu s metalom. Imaju visoku preciznost i kvalitetu pri bušenju rupa. Twist svrdla su cilindrični pogled sa spiralnim utorima koji se nalaze duž cijelog radnog područja. Omogućuju uklanjanje metalnih strugotina iz rupe za bušenje. Na kraju radnog područja obično postoje dva ruba koja režu metal. Zbog njih bušilica pravi rupe u metalu.
Twist bušilice mogu se koristiti i na stroju za bušenje i na ručnoj bušilici. Na stroju će točnost vašeg rada biti veća.
Twist svrdla za metal dolaze s cilindričnom drškom i kanonom i šesterokutnom glavom.
Bušilica za metal s drškom za kanon
Ako pogledate izvedbu vrtložne bušilice, mogu se razlikovati sljedeće grupe:
- Svrdla za uvijanje visoke preciznosti. Ove bušilice koriste obrtnici kojima je potrebna visoka razina preciznosti pri bušenju. Kupnjom takve bušilice bit ćete sigurni u točnost do mikrona, u promjeru rupe. Bušilice povećane točnosti mogu se prepoznati po oznaci A1 utisnutoj na njihovu podlogu.
- Spiralna bušilica za lijevu ruku. Da biste odgovorili na pitanje za što se koriste, možete se prisjetiti situacije koja se mnogima dogodila, naime kad se glava vijka odlomi. Nije moguće odvrnuti njegovu bazu. Za takve je slučajeve predviđeno lijevo spiralno sveto - pomaže u odvrtanju slomljenih vijaka i vijaka. Netko će imati pitanje kako razlikovati lijevu bušilicu od konvencionalne - za to je dovoljno pogledati u kojem je smjeru uvijeno njegovo radno područje.
- Okrugle bušilice za metal za opću uporabu. To je tip koji najčešće koristimo. Imaju širok raspon radnih promjera, do 80 mm. Takve se bušilice često koriste i u svakodnevnom životu i u proizvodnji.
Svrdla za jezgre
Bušilice za metal jezgre omogućuju vam da napravite rupe u metalu velikih promjera. Zbog činjenice da se pri njihovoj uporabi samo vanjski dio promjera reže, potrošnja energije za bušenje je minimalna. To omogućuje brže bušenje većih rupa nego kod uvrtanja. U sredini bušilice s jezgrom nalazi se konvencionalna uvrnuta bušilica za centriranje. Omogućuju bušenje rupa promjera do 15 centimetara.
Izgled bušilica s metalnom jezgrom izgleda poput stakla, s vanjskim utorima za uklanjanje strugotina. I s bušilicom za centriranje. Na kraju nastavka nalaze se rezni zubi koji su izrađeni od metala od tvrdog metala i obloženi dijamantom.
Konusni (stepenasti, konusni)
Koračna ili konusna bušilica dobila je ime po svom izgledu. Izgleda kao stožac. Konus stepenaste bušilice može biti gladak ili u koracima. Konična stepenasta bušilica za metal univerzalna je, jer jedna takva bušilica može napraviti rupe različitih promjera. Koristi se za bušenje rupa različitih promjera ili za povećanje rupa u tankim metalima, uglavnom do 4 mm. Na kraju, konusna bušilica ima vrh za centriranje, koji vam omogućuje da odmah počnete bušiti na pravom mjestu, bez pomicanja.
Konusne bušilice dolaze u različitim promjerima, u rasponu od 4 mm do 32 mm.
Burgija za metal
Bušilica za metal s olovkom ima ravni radni dio i zamjenjiva je. Zamjenski umetak za metalnu bušilicu može se kupiti zasebno kada je stara dosadna.






Od prednosti bušilice s olovkom može se naglasiti njezina niska cijena, što je čini popularnom za uporabu kod kuće.
Nedostatak prve bušilice je nedostatak uklanjanja strugotina, što daje određene neugodnosti tijekom rada. Tijekom bušenja morat ćete češće zastajati i izvaditi perilicu iz rupe kako biste uklonili strugotine.
Karakteristike bušilice
 Alat se može razlikovati po dizajnu i veličini, boji i kutu oštrenja.
Alat se može razlikovati po dizajnu i veličini, boji i kutu oštrenja.
Glavni pokazatelj bilo koje bušilice je njezina snaga. Trebao bi biti viši od površine koju treba obraditi.
Važna komponenta je drška koja je usklađena s steznom glavom korištene opreme.
Materijal
Komponente se proizvode od različitih vrsta legura. Rabljeni čelik velike brzine P9, P18 i P9K15. Za elemente širine veće od 8 mm koristi se posebno zavarivanje. Tvrdi izvor obično se obrađuje sredstvima na bazi kobalta. Karbidni pobjednički komadi prikladni su za rad s opekom, betonom i kamenom.
Sastav može sadržavati molibden, krom i vanadij.
Premazivanje
Kako bi se povećao vijek trajanja, na dijelove se nanose posebni premazi:
- Oksidni film - štiti od pregrijavanja tijekom intenzivnog trenja i hrđe.
- Dijamantno prskanje - ima maksimalnu postojanost, koristi se za komponente koje obrađuju tvrde premaze.
- Titanova ljuska - kombinira tri skupine premaza (TiN, TiCN, TiAIN).
Obojenost
 Bora bora je također važna
Bora bora je također važna
Boja određuje vrstu premaza i tehnologiju stvaranja:
Siva je prirodna nijansa čeličnog tijela. Takvi dijelovi nisu obrađeni, što znači da imaju nisku cijenu i kratak vijek trajanja.
Crno - čelično tijelo izloženo pregrijanoj pari. Takvi proizvodi su izdržljiviji.
Žuta - komponenta koja je prošla fazu kaljenja (smanjenje unutarnjeg tlaka). Takav obradak ima visok indeks tvrdoće.







Zlatna - nijansa titanijevog nitrida. Obradake s ovom bojom karakterizira povećana čvrstoća i nisko trenje.
Težina i veličina
Raspon proizvedenih komponenti prilično je velik, a njihove dimenzije ovise o namjeni.
Najpopularniji modeli dolaze u sljedećim veličinama:
- Dugačak-5,6-25,4 cm, promjera 1-20 mm.
- Produženo-1,9-20,5 cm, širine 0,3-20 mm.
- Kratki-2-13,1 cm, promjera 0,3-20 mm.
Težina svjetiljki određena je dizajnom, materijalom u sastavu i veličinom. Standardne opcije dosežu težine od nekoliko jedinica do nekoliko desetaka grama.
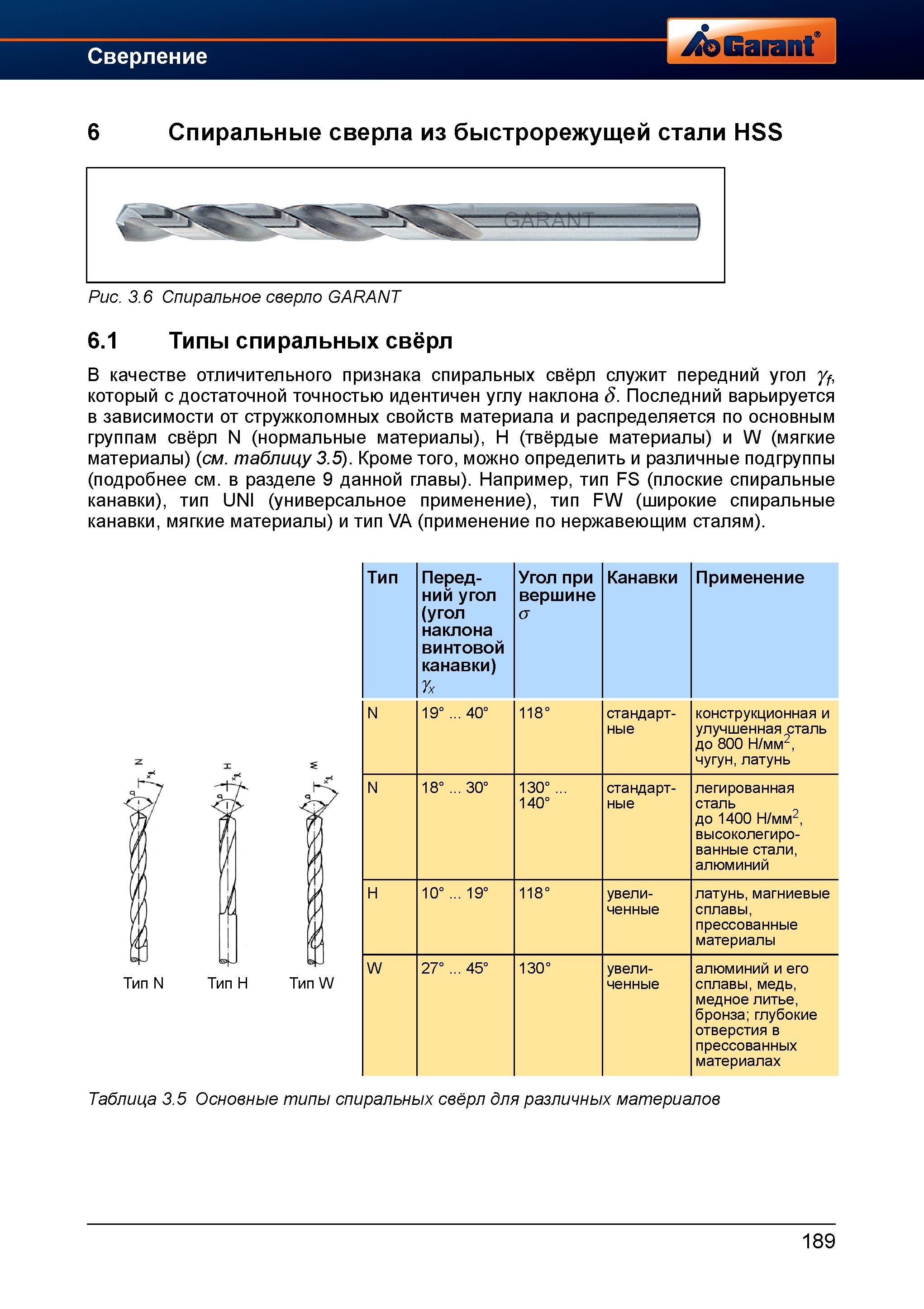
Značajke i geometrija twist svrdla
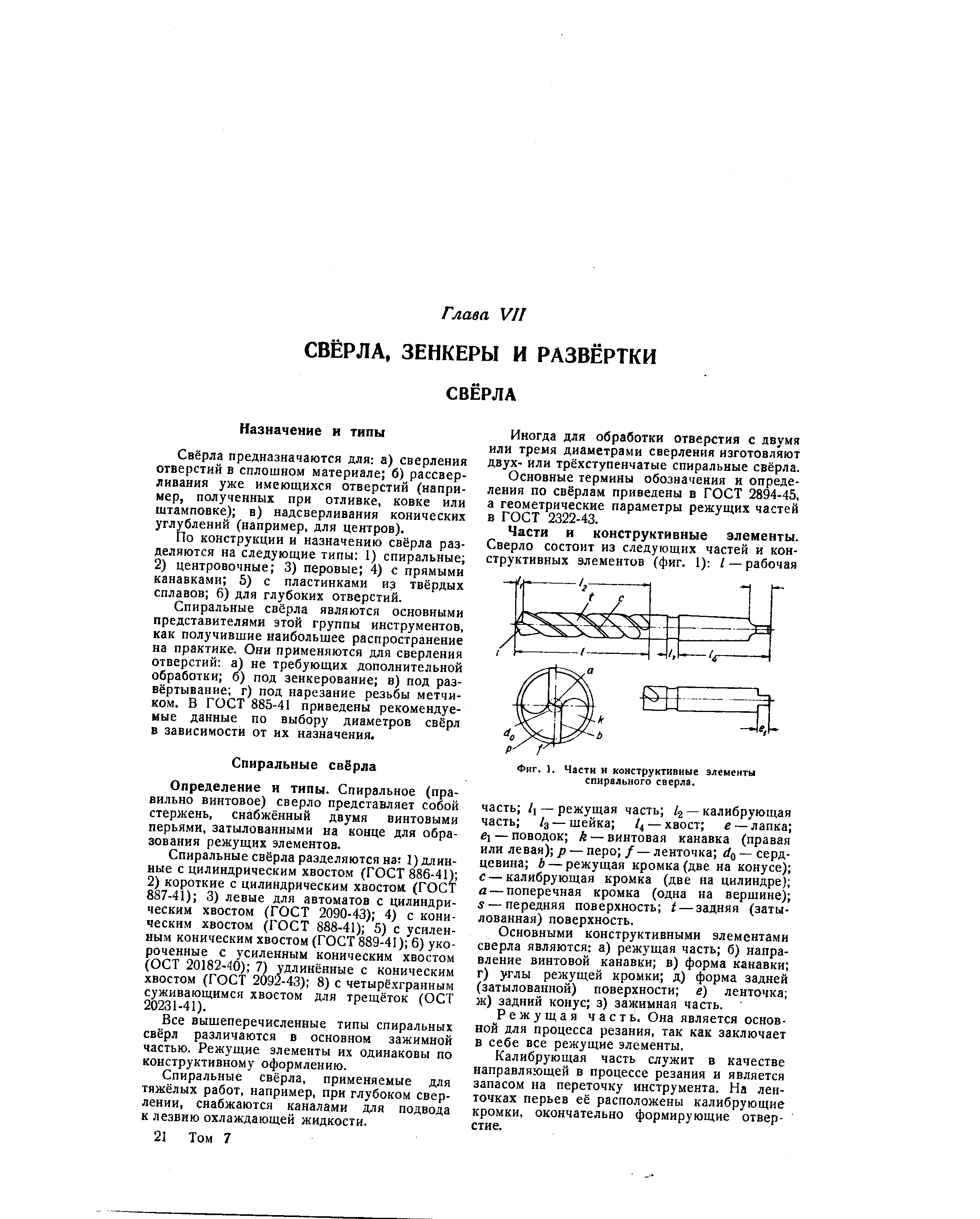
Obrada obradaka na strojevima za bušenje vrši se bušilicama, upuštenim sudoperima, razvrtačima, slavinama i kombiniranim alatima.
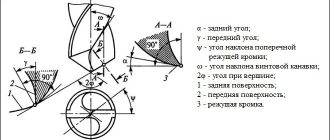
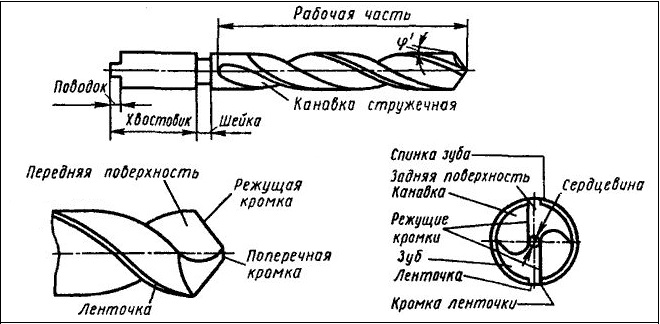
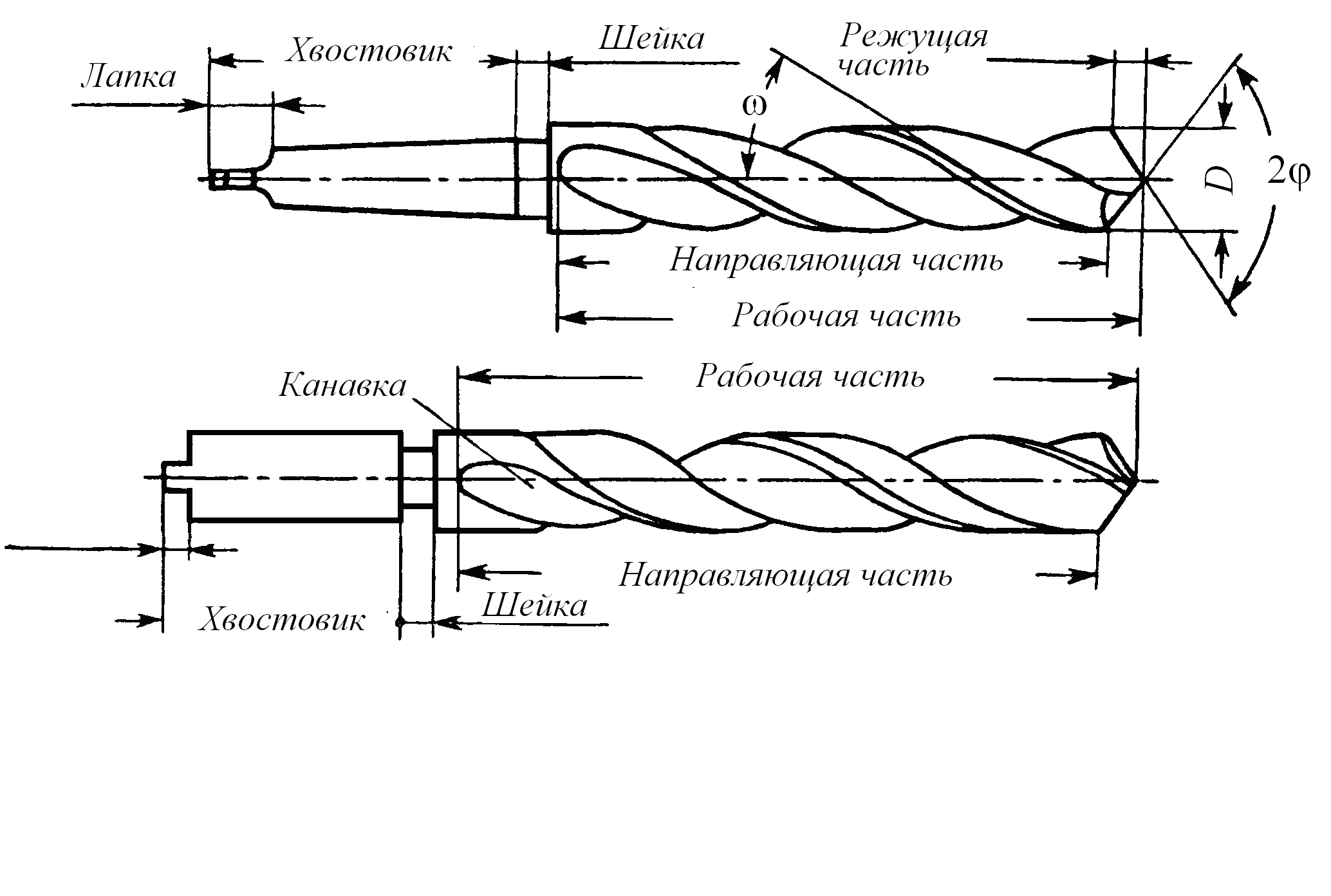
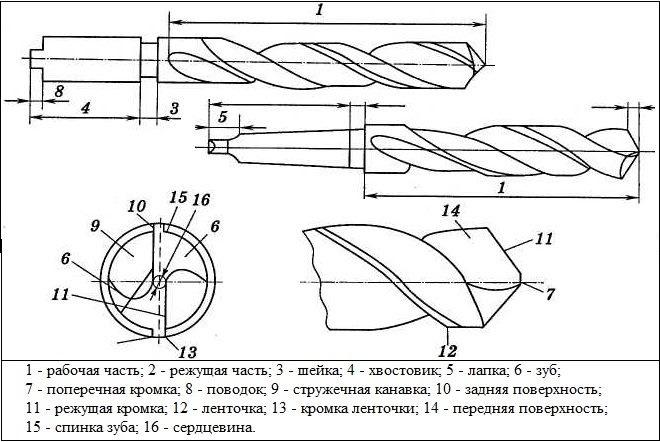
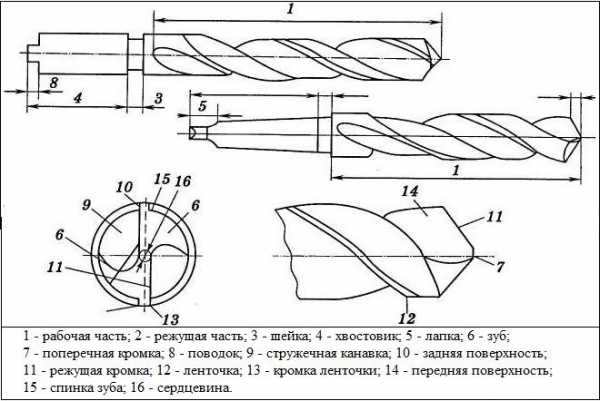
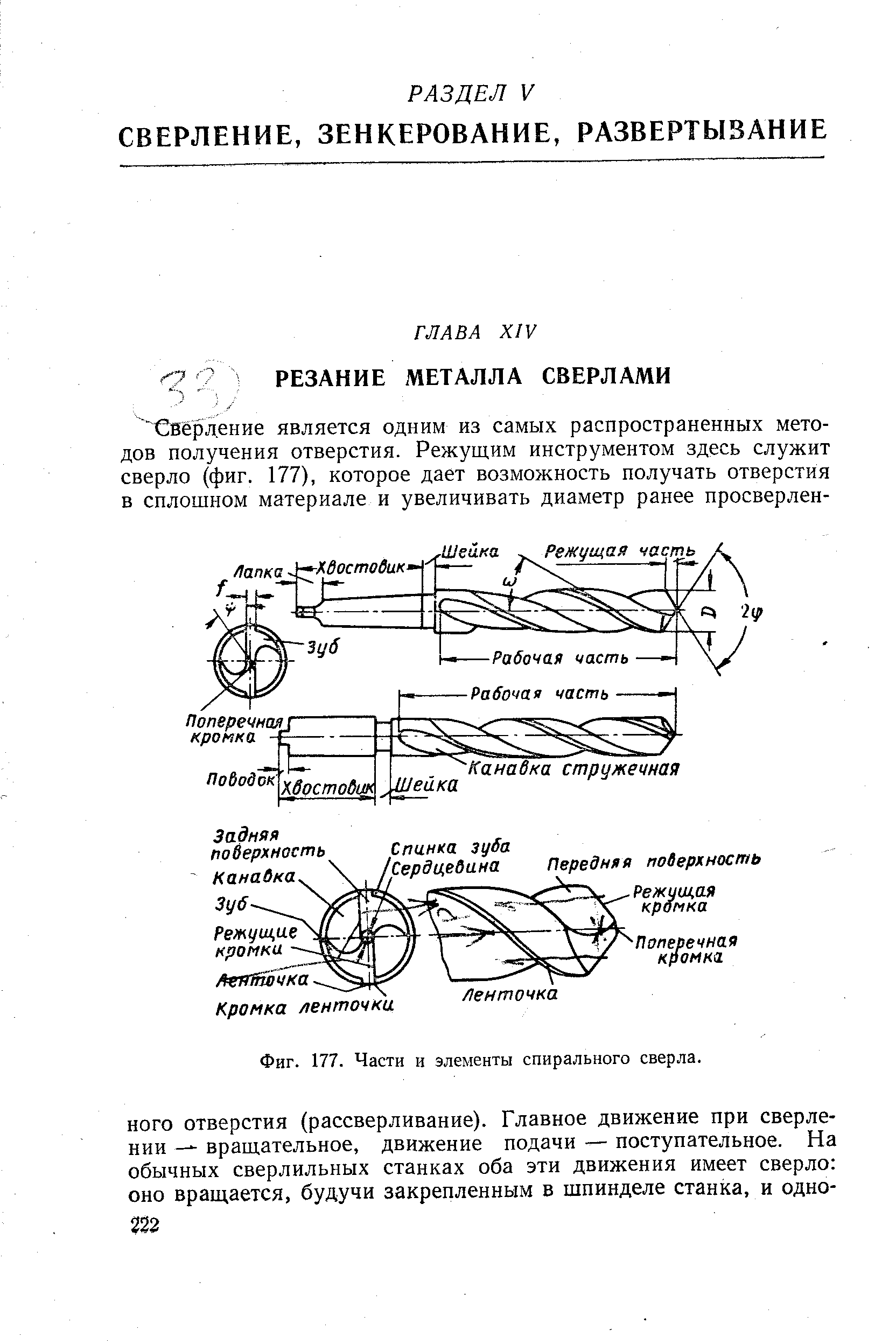
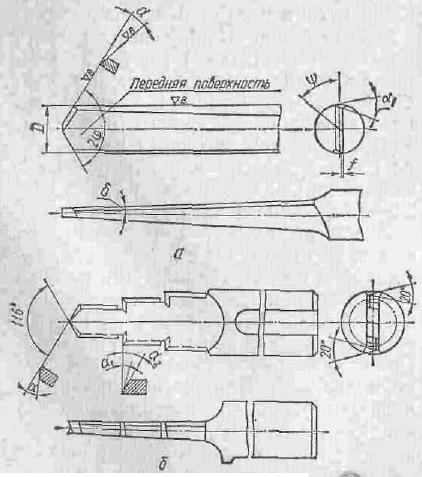
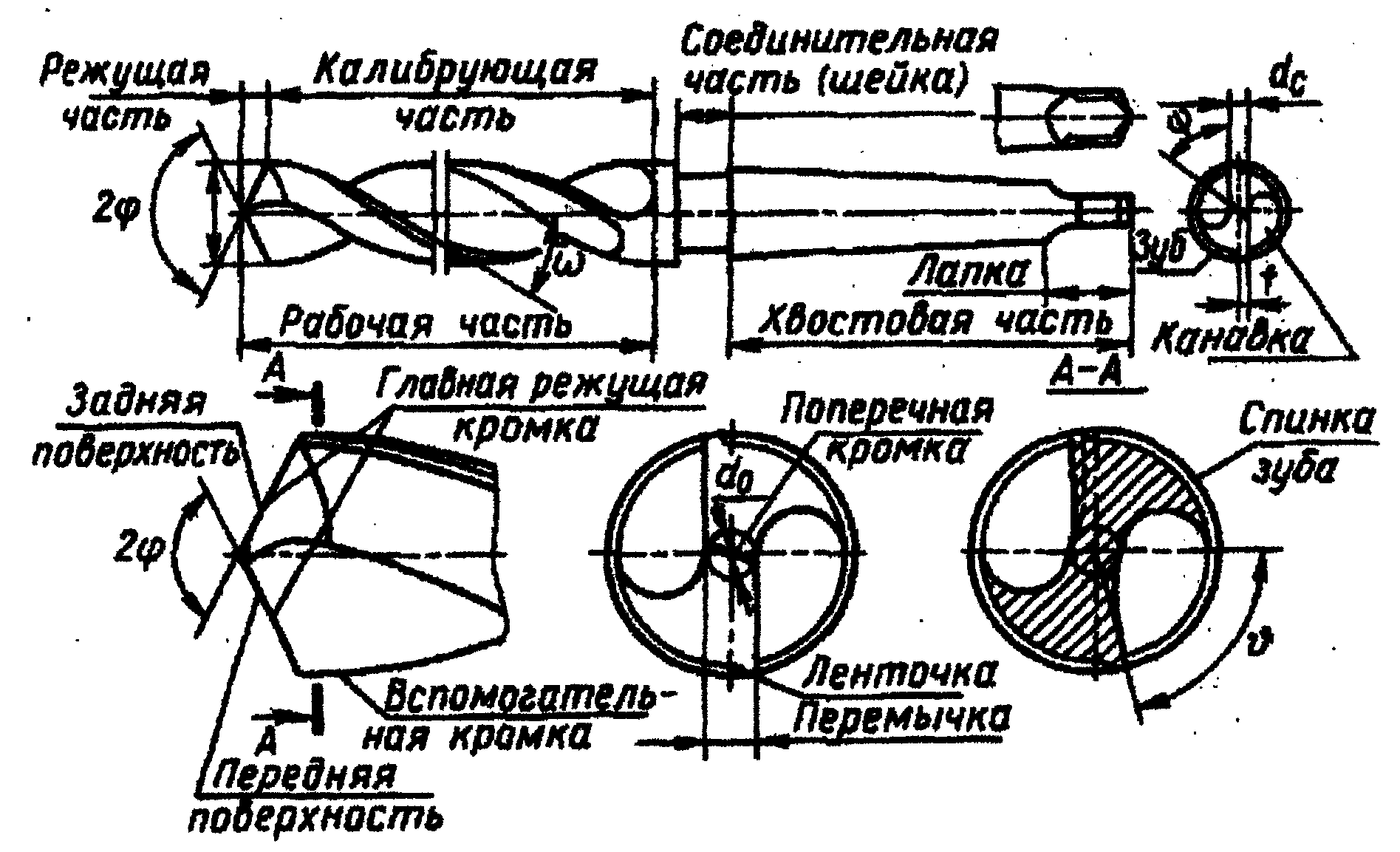
Po dizajnu bušilice se dijele na spiralne, centrirajuće i posebne. Najraširenije su uvrnute bušilice (slika 22.12), koje se sastoje od radnog dijela b, grla 2, drške 4 i nožice 3. „Svrha drške je da učvrsti bušilicu u vretenu. Noga se koristi za izbacivanje bušilice s vretena i zaštitu drške od zareza. Radni dio sastoji se od reznog dijela 1 i vodilice od 5 dijelova. Kako bi se izbjeglo priklještenje bušilice, na njoj se prema dršci vrši obrnuti konus. Na reznom dijelu nalaze se dva glavna rezna ruba 11 (oblikovana presjekom prednje 10 i stražnje 7 površine i obavljajući glavne radove rezanja), poprečni rezni rub 12 (most) i dva pomoćna rezna ruba 9. Na cilindričnom dijelu bušilice uz spiralni utor, nalaze se dvije uske vrpce 8 koje vode bušilicu tijekom rezanja.
Geometrijski parametri bušilice određuju uvjete za njezin rad. Kut grablje y mjeri se u glavnoj ravnini rezanja.
| 1 2 3 Sl. 22.12. Dijelovi, elementi i uglovi zavojne bušilice |
II - II, okomito na glavnu oštricu. Kut zazora a mjeri se u ravnini I - I paralelno s osi bušilice. Prednji i stražnji uglovi na različitim točkama glavnog reznog ruba različiti su. Na vanjskoj površini bušilice kut y je najveći, a kut a najmanji.
Kut na vrhu bušilice 2ph mjeri se između glavnih reznih rubova. Njegova vrijednost ovisi o materijalu koji se obrađuje i varira unutar 70.150 °.
Kut nagiba poprečnog reznog ruba y mjeri se između izbočina glavnog i poprečnog reznog ruba na ravnini okomitoj na os svrdla. Za standardne bušilice, ona se kreće između 50,55 °.
Kut nagiba spiralnog utora c mjeri se vanjskim promjerom. S povećanjem kuta ω, povećava se kut grablje y, što olakšava proces rezanja i izlaz strugotine. Kut y je 8,30 °.
Buše se rupe promjera do 80 mm, buše se rupe promjera do 30 mm, a velike rupe se popunjavaju. Bušenje se koristi kao predtretman za izradu preciznih rupa.
Upuštanja (sl. 22.13, a-c) obrađuju rupe u lijevanim ili utisnutim prazninama, kao i prethodno izbušene rupe. Za razliku od bušilica, upuštači imaju tri ili četiri glavna rezna ruba i nemaju poprečni rub. Rezni dio 1 obavlja glavne poslove rezanja. Kalibracijski dio 5 služi za vođenje upuštanja u rupu i osigurava potrebnu točnost i hrapavost površine (ostatak legende je isti kao za bušilicu).
a 1 2 h b  |
 |
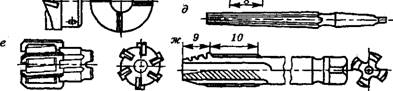 Riža. 22.13 Alat za obradu rupa na strojevima za bušenje: a -c - upuštači; g -e - pometanje; w - dodirnite Riža. 22.13 Alat za obradu rupa na strojevima za bušenje: a -c - upuštači; g -e - pometanje; w - dodirnite |
Po vrsti rupa za obradu upuštani dijelovi dijele se na cilindrične (sl. 22.13, a), konusne (sl. 22.13, b) i krajnje (sl. 22.13, c). Uputi su čvrsti sa konusnom drškom (slika 22.13, b) i montirani (slika 22.13, c). Rupe promjera 20,40 mm obrađuju se učinkovitim, a preko 30 mm montiranim upuštačima.





Konačna obrada rupe vrši se razvrtačima. Prema obliku rupe koja se obrađuje razlikuju se cilindrični (slika 22.13, d) i konusni (slika 22.13, d) razvrtači. Razvrtači imaju 6,12 glavnih reznih rubova smještenih na reznom dijelu 7 s konusom za vođenje. Kalibracijski dio 8 vodi razvrtač u rupi i osigurava potrebnu točnost i hrapavost površine.
Po dizajnu su razvrtači podijeljeni na rep (slika 22.13, d, e) i montirani (slika 22.13, e).
Slavine se koriste za rezanje unutarnjih navoja. Slavina je vijak s izrezanim ravnim ili spiralnim utorima koji tvore rezne rubove (slika 22.13, g). Slavina se sastoji od 9 reznih i 10 mjernih dijelova. Profil navoja slavine mora odgovarati profilu navoja koji se reže.
Niste pronašli ono što tražite? Koristite pretraživanje:
Najbolje izreke: Student je osoba koja stalno odgađa neizbježnost. 10805 - | 7379 - ili pročitajte sve.
95.47.253.202 Nije autor objavljenih materijala. Ali pruža priliku za besplatno korištenje. Postoji li povreda autorskih prava? Pišite nam | Povratne informacije.
Onemogućite adBlock! i osvježite stranicu (F5)vrlo potrebno
BUŠENJE, PROTIVPONAVANJE I RAZGRADNJA
Kao rezultat proučavanja ovog poglavlja, student mora:
- • vrste bušilica, uputa, uputa, razvrtača;
- • strukturni elementi i parametri tipičnih alata: bušilice, upuštači, upuštači, razvrtači;
- • elementi načina rezanja tijekom obrade bušenjem, upuštanjem i razvrtanjem;
- • izvršiti odabir alata za obradu bušenjem, upuštanjem i razvrtavanjem;
- • dodijeliti načine odgovarajuće obrade;
- • izračunati sile rezanja pri bušenju;
- • vještine odabira načina rezanja pri obradi rupa aksijalnim alatom (bušilice, upuštači, razvrtači);
- • metodologija izračuna sile rezanja pri bušenju;
- • vještine određivanja potrebne snage za rezanje i snage pogona glavnog pokreta.