Iz povijesti instrumenta
Povijest ovog alata indikativno je za razmatranje u kontekstu povijesti obrade metala i jednog od pravaca njegova razvoja - tokarenja. Povijesno razdoblje od 15. do 18. stoljeća karakterizira niz znanstvenih otkrića i praktična provedba tih otkrića u svim sektorima gospodarstva ovog razdoblja.
Korištenje matematičkog pristupa u astronomiji proširilo je obzore pomorske plovidbe, doba velikih zemljopisnih otkrića podiglo je obujam trgovine i industrijske proizvodnje na novu razinu. Mala proizvodnja ustupila je mjesto proizvodnji, a industrijska revolucija 18-19 stoljeća konačno je uspostavila prijelaz na masovnu uporabu strojeva i industrijalizaciju.
Kronologija događaja
Radi jasnoće, možete zamisliti kronologiju ovih događaja, uključujući ključne točke izgleda čeljusti:
- Početak 16. stoljeća - tokarilice se uglavnom koriste za obradu drva, kosti i mekih metala. Pogon, iako poboljšan od davnina, i dalje je rukom ili nogom, baš kao što rezač ostaje u rukama majstora. Prekretnica se može smatrati pojavom čeličnog središta i stabilnog odmora za pričvršćivanje obratka.
- Pokušaj portugalskog matematičara Pedra Nuneza, koji je izravno povezan s čeljusti, da stvori uređaj za točno mjerenje kutova pomoću skupa koncentričnih krugova podijeljenih na jednake dijelove, datira iz istog razdoblja. Cilj nije bio obrada metala, već gorući problemi navigacije. Stvar nije došla do proizvodnje i praktične primjene uređaja, ali smjer razmišljanja nije ostao nezapažen.
- Do sredine 16. stoljeća tokarilice su bile opremljene mehaničkim pogonom na vodene kotače, što je omogućilo početak rezanja čelika. U to su se vrijeme u radionicama pojavili prvi uzorci modernog čeljusti - drvena ravnala s pomičnim mjernim čeljustima i primijenjenom ljestvicom za izravno mjerenje. Vraćajući se na Michelangela, napominjemo da je upravo kompas bio prototip čeljusti - dijelovi su mjereni nogama kompasa, a vrijednost je određivana pomoću ravnala. Očito je postojao čarobnjak koji je pojednostavio ovaj postupak kombinirajući oba instrumenta u jednom i smanjivši mjerenje na jednu operaciju.
- Godine 1631. burgundski matematičar Pierre Vernier završio je posao koji je započeo Nunes, poboljšavši svoju ideju i tehnički je prilagodivši u kvadrantu za mjerenje kutnih vrijednosti. Dodatna mjerna ljestvica koju je stvorio odmah je napravila veliki iskorak u mnogim smjerovima mjerenja, dobivši imena u čast obojice znanstvenika - "vernier" ili "vernier". Istodobno, koncept nonijusa uglavnom se koristi u obradi metala, nonijus je češći u industriji instrumenata i radiotehnike.
- Rezultat stalnog poboljšanja u razdoblju dužem od stotinu godina bilo je opremanje tokarskog stroja do početka 18. stoljeća potporom za kruto pričvršćivanje rezača, uzdužnim i poprečnim mehanizmima uvlačenja. Tokari su već imali na raspolaganju mjerni instrument s nonijus skalom, što je omogućilo odgovarajuću izradu.
- Krajem 18. stoljeća rođen je univerzalni tokaril, čije se načelo uređaja i rada do danas malo promijenilo. Ovo je razdoblje povezano s pojavom koncepata standardizacije i unifikacije proizvoda i mjernih alata, jedinstvenog mjernog sustava.
porijeklo imena
Povijesti čeljusti možete dodati neke zanimljive podatke o njenom imenu.
Na ruskom jeziku iz nekog razloga instrument ima naziv s njemačkim korijenima - "štap" i "kompas".Izraz "Columbic", koji se udomaćio od sovjetskih vremena pod imenom "Columbus", koja je našoj zemlji isporučivala mjernu opremu u velikim količinama, obično se koristi među stručnjacima za uzorak SHT-I.
U Njemačkoj pod imenom Stangenzirkel koriste alat koji je više u skladu s prijevodom - šestar za označavanje. Analozi ruske čeljusti proizvode se pod imenom Messchieber - klizni mjerač ili Schieblehre - mjerno ravnalo.
Na mnogim je jezicima naziv alata izveden iz riječi "gauge", što naglašava visoku točnost mjerenja. Primjer je engleska čeljust, španjolski kalibrador, talijanski calibro a corsoio (kalibar klackalice - element mehanizma klipnjače). Engleski čeljust ima još jedno ime - trammel, također preveden kao prepreka, uvlačna mreža ili morska mreža.
Način provjere
Kalibracija mjernih instrumenata, kao i njihova proizvodnja, provode se u skladu sa standardima GOST 8.113-85. Kontrolne i mjerne manipulacije provode se u posebnim laboratorijima i izvode se na ultra preciznim strojevima. Međutim, najjednostavniju kalibraciju čeljusti možete izvesti kod kuće. Da biste to učinili, alat se temeljito čisti od prljavštine, prašine, zalijepljene piljevine, metalnih strugotina i maziva, a zatim se obriše čistom krpom. Zatim se čeljusti čeljusti spuštaju do graničnika i promatraju položaj nultih poteza.
Ako je uređaj ispravno podešen, rizici bi se trebali podudarati. U protivnom je potrebno kontaktirati specijalizirani centar, gdje će izvršiti kalibraciju i podešavanje uređaja, na temelju čega će se izdati potvrda utvrđenog obrasca. Redovitom uporabom čeljusti provjera se vrši najmanje jednom godišnje. Ako je metal radnih čeljusti istrošen, alat postaje neupotrebljiv i mora se zamijeniti novim. Kako biste produžili vijek trajanja uređaja, potrebno ga je održavati čistim i čuvati samo u kutiji ili kućištu.

Što je?
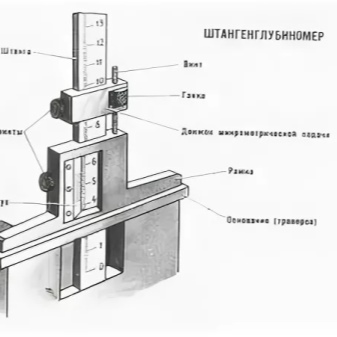
Ovaj uređaj je strukturno sličan poznatijem alatu - čeljusti. Uže je specijalizacije od potonjeg, a namijenjen je samo za linearno mjerenje utora, utora i izbočina u jednom smjeru - u dubinu. Iz tog razloga mjerač dubine nema spužve.
Mjerenje se vrši umetanjem kraja mjerne šipke u utor čija se dubina mora odrediti. Nakon toga trebate pomaknuti okvir duž glavne ljestvice na šipci. Zatim, kad je okvir u ispravnom položaju, morate odrediti očitanja na jedan od tri moguća načina (vidi dolje).

Postoje 3 vrste očitanja s uređaja, prema tri odgovarajuće izmjene:
- nonijusom (dubinomjeri tipa SHG);
- na kružnoj ljestvici (SHGK);
- na digitalnom zaslonu (SHGT).
Prema GOST 162-90, uređaji tri navedene vrste mogu imati mjerni raspon do 1000 mm. Uobičajeni rasponi su 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm i 0-630 mm. Prilikom kupnje ili naručivanja mjerača dubine, njegov raspon možete saznati odgovarajućom konvencionalnom oznakom. Na primjer, model koji mjeri dubinu od 0 do 160 mm s očitanjem na kružnoj ljestvici imat će oznaku SHGK-160.
Ovisno o uređaju, važni parametri, također regulirani GOST -om, su sljedeći.
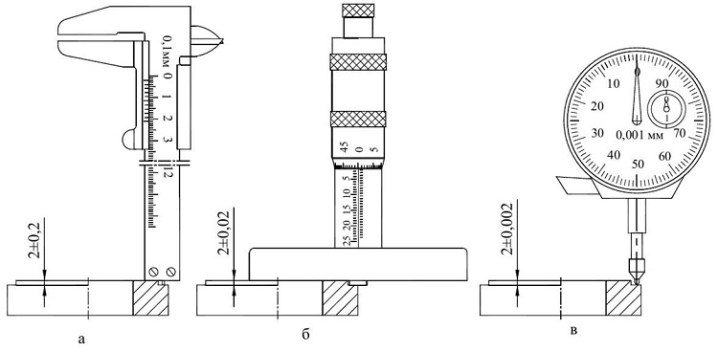
- Očitane vrijednosti prema nonijusu (za izmjene tipa ShG). Može biti jednako 0,05 ili 0,10 mm.
- Podjela kružne ljestvice (za ShGK). Postavljene vrijednosti su 0,02 i 0,05 mm.
- Korak diskretnosti digitalnog uređaja za čitanje (za ShGT -ove). Općenito prihvaćeni standard je 0,01 mm.
- Mjerenje duljine okvira. Ne manje od 120 mm. Za modele s mjernim rasponom do 630 mm ili više, potrebni minimum je 175 mm.
U tehničkim uvjetima utvrđenim GOST -om utvrđuju se standardi točnosti ovog uređaja.Za uređaje s nonijusom, granica pogreške je 0,05 mm do 0,15 mm, ovisno o mjernom području. Uređaji s kružnom skalom imaju dopuštenu pogrešku od 0,02 - 0,05 mm, a digitalni - ne više od 0,04 mm.
Uređaj i princip rada.
5.1. Čeljust ima dvije vage i uređaj s mikro vijkom za fino podešavanje okvira. Glavna ljestvica označena je na šipci s podjelama od 1 mm, druga ljestvica je na nonijusu, koji je fiksiran na okviru. Okvir je pričvršćen vijkom za zaključavanje. Glatko kretanje okvira osigurava opruga smještena unutar okvira.
5.2. Vanjske dimenzije mjere se donjim čeljustima. Gornje čeljusti služe za mjerenje unutarnjih dimenzija. Oba para čeljusti koriste se za označavanje rada.
5.3. Dimenzije se broje metodom izravne procjene podudarnosti podjele ljestvice s podjelama nonijusa.
Sl. 1. Shema mjerenja
5.4. Mjerenje nonarskom čeljusti različitih konstrukcijskih elemenata (promjeri rupa ili vratila, udaljenost od središta do središta, dubina rupe itd.) Provodi se na sljedeći način: s otključanim vijkom 5 pomaknite nonijus 6 uz šipku 1, ponesite mjerne površine štapa u dodiru s površinama dijelova koji se mjere, a nonijus 2 i 3 ili mjerna šipka 7 spojeni na nonijus 7. U tom položaju potrebno je okvir nonijusa 6 zaključati vijkom 5 i ukloniti čitanje s ljestvice uređaja.
Praktični primjeri
Kvaliteta mjerenja ovisi i o individualnim kvalifikacijama stručnjaka i o sposobnosti ljudskog oka da procijeni objekt mjerenja. Iz tog je razloga klasa točnosti čeljusti ograničena na podjelu od 0,05 mm - manja ljestvica nonijusa teško se opaža vidom i može dovesti do pogreške. Iako postoje i čeljusti povećane točnosti - do 0,02 mm. Glavna ljestvica ovog uređaja ima stupnjevanje od 0,05 mm.
Primjeri mjerenja:
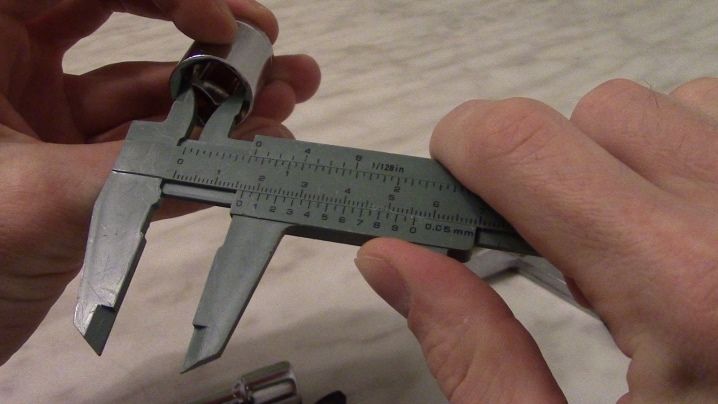
- Mjerenje vanjskog promjera čahure. Cijeli broj podjela glavne ljestvice je 33, podudarajuća linija nonijusa je 0,05. Vanjski promjer čahure je 33,05 mm.
- Mjerenje unutarnjeg promjera rukavca. Rezultat je 27,30 mm.
- Provjera se vrši mjerenjem debljine stijenke - 2,80 mm. Ponovni izračun za prva dva mjerenja daje (33.05-27.30) / 2 = 2.90 mm.
- Mjerenje visine čahure s čeljustima alata - 40,40 mm.
- Mjerenje visine dubinomjerom - 40,40 mm.

Što objašnjava rezultirajuću pogrešku od 0,05 pri mjerenju debljine stijenke? Tri su razloga:
- pogreška alata;
- izrada dijela. Za vrijeme odvajanja čahura nije skinuta, što je dovelo do nepouzdanog rezultata pri mjerenju unutarnjeg promjera, a rezultat mjerenja trebao bi natjerati tokar da ispravi ovo odstupanje;
- treći razlog precizno je formulirao veliki tvorac renesanse Michelangelo: "Kompas bi trebao biti u oku, a ne u ruci, jer ruka radi, a oko sudi." Prilikom mjerenja, mjerač dubine mogao se postaviti ne strogo okomito, rezultirajuće mjerenje bi se pokazalo nepouzdanim.
Priručnik s alatom propisuje jednostavna pravila o pravilnom mjerenju čeljusti - pri mjerenju (uključujući dubinu) alat mora biti postavljen strogo uz ili okomito na os dijela, čeljusti moraju biti čvrsto pritisnute na izmjerenu površinu, a kolica moraju biti učvršćena vijkom.
 Mrežni priručnici proizvođača strojeva dostupni svima pokazuju da gornja tolerancija dimenzija od ± 0,3 i ± 0,15 mm za osovine u rasponu veličina od 50 do 1000 mm odgovaraju razinama točnosti od h8 do h12. Prema tim kvalifikacijama izrađuju se nevažni dijelovi opreme i strojeva - čahure, osovine, prirubnice, poklopci. Korištenjem nonadske čeljusti nemoguće je brusiti zupčastu osovinu za ležaj s kvalitetom K6 i tolerancijom do +0,02 mm.
Mrežni priručnici proizvođača strojeva dostupni svima pokazuju da gornja tolerancija dimenzija od ± 0,3 i ± 0,15 mm za osovine u rasponu veličina od 50 do 1000 mm odgovaraju razinama točnosti od h8 do h12. Prema tim kvalifikacijama izrađuju se nevažni dijelovi opreme i strojeva - čahure, osovine, prirubnice, poklopci. Korištenjem nonadske čeljusti nemoguće je brusiti zupčastu osovinu za ležaj s kvalitetom K6 i tolerancijom do +0,02 mm.
U proizvodnji dijelova unutar 8-12 klasa točnosti koriste se druge modifikacije i vrste čeljusti. Mjerač dubine umjesto čeljusti opremljen je potpornim nogama za ugradnju na rubove ili ramena rupa.Nosač mjerača visine s ugrađenim pisaljkom omogućuje upotrebu za označavanje dimenzija visine.
Po ukupnosti svojih karakteristika, čeljust je našla svoje mjesto u heraldici i amblemologiji, karakterizirajući njezinu prisutnost na grbovima nekih gradova ili na amblemima odjela i struktura kao simbol tehničkog naoružanja.
Prvotno objavljeno 2018-04-06 09:29:21.
Savjeti za odabir
Nabava bilo kojeg mjernog instrumenta vrlo je važna i odgovorna stvar, stoga se njegovom izboru mora pristupiti s posebnom pažnjom.
Prvo na što morate obratiti pozornost pri kupnji uređaja je klasa točnosti i uvjeti u kojima se alat treba koristiti.

Kad kupujete čeljust namijenjenu finim nakitnim radovima, bolje je zaustaviti se na kratkim minijaturnim uzorcima duljine 12-15 cm. Mnogo im je prikladnije mjeriti male predmete bez straha od oštećenja njihovih površina.
Ako je na prvom mjestu pogodnost obavljenog posla, kao i brzina mjerenja, onda je bolje odlučiti se za elektroničko-digitalni ili brojčanički model. Što se tiče klase točnosti, za kućnu uporabu sasvim je dovoljan uređaj s očitanjem od 0,1 mm, a za profesionalne uzorke potrebna je mnogo veća točnost: ljestvica očitanja na takvim uređajima trebala bi imati korak od 0,05, 0,02 pa čak i 0,01 mm .

Sljedeći važan kriterij bit će odabir proizvođača. Stručnjaci preporučuju kupnju proizvoda poznatih marki, koji će djelovati kao jamac pouzdanosti, točnosti i visoke kvalitete mjernih instrumenata. Ako se planira mjerenje izvršiti u teškim vanjskim uvjetima, bolje je kupiti uređaj na kojem će vaga biti uklesana na metalu, a ne obojana bojom. Najbolji profesionalni modeli su njemački, japanski i švicarski modeli, koji u načelu ne mogu biti jeftini. No, takva čeljust trajat će više od desetak godina, a naslijedit će je unuci.
Prilikom kupnje trebate provjeriti dostupnost popratne dokumentacije koja označava razred točnosti i marku čelika, a također provjerite da nema razmaka između nepomičnih i pokretnih dijelova. Osim toga, nulte oznake obje ljestvice s čvrsto stisnutim čeljustima moraju se nužno podudarati. U slučaju nepravilnog rada alata, preuskog ili, naprotiv, lakog pomicanja mjernog okvira i čeljusti, kao i u prisutnosti nedostataka i oštećenja, od kupnje uređaja treba odustati.
Kako koristiti čeljust, pogledajte dolje.
Kako uzeti očitanja?
Najzanimljivije pitanje u vezi s radom s čeljusti je uklanjanje vrijednosti dobivenih kao rezultat mjerenja.
U ovom se članku raspravlja o nonarskoj čeljusti s točnošću od 0,1 mm. Odnosno, on može mjeriti dimenzije dijela s točnošću od desetine milimetra.
Uzmite u obzir postupak čitanja očitanja čeljusti pri mjerenju vanjskog promjera cijevi, koji smo izvršili gore (vidi točku 1).
Da bismo odredili cijeli broj milimetara, moramo pogledati koja vrijednost na skali s utegima odgovara nultom riziku na ljestvici nonijusa. Vidimo da je nulti rizik između 26 i 27 mm na glavnoj ljestvici. Odnosno, vanjski promjer cijevi je 26 mm, ali još uvijek treba odrediti desetine.
Da bismo to učinili, moramo vidjeti koji od rizika na ljestvici nonijusa najviše odgovara rizicima na ljestvici mrene
Vidimo da je to sedmi rizik od nonijusa koji najviše odgovara riziku na glavnoj ljestvici (u ovom slučaju od četiri centimetra, ali vrijednost glavne ljestvice je nevažna), pa je broj frakcija 0,7 mm
Dakle, vanjski promjer cijevi je 26 + 0,7 = 26,7 mm, što je apsolutno točno, budući da se radi o uvoznoj cijevi promjera ¾ inča, što odgovara vrijednosti koju smo dobili u milimetrima.
Pravilo za određivanje veličine pomoću čeljusti može se formulirati na sljedeći način:
Cijeli broj milimetara veličine određen je vrijednošću rizika na ljestvici koja se nalazi lijevo od nultog rizika nonijusa, a djelići milimetara određeni su vrijednošću rizika nonijusa, koji je najbliži odgovara riziku na glavnoj ljestvici. Ako se nulti rizik nonijusove ljestvice točno podudara s bilo kojim rizikom na milimetarskoj ljestvici štapa, tada se vrijednost veličine izražava kao cijeli broj
Zašto dolazi do pogrešaka mjerenja
Najčešće pogreške koje smanjuju točnost mjernih rezultata s ispravnim instrumentom:
- Prekomjerni pritisak na okvir uzrokovat će njegovo naginjanje u odnosu na nosač. Isti učinak postiže se ako se pri mjerenju donjim čeljustima čeljust nonijusa sruši s gornje strane.
- Ugradnja čeljusti na filete, skošnje i filete.
- Iskrivljenje pozicioniranja.
- Nenormalna kalibracija instrumenta.
Prve tri pogreške najčešće proizlaze iz nedostatka iskustva i nestaju vježbom. Potonje se mora spriječiti u fazi pripreme za mjerenja. Najjednostavniji način je postaviti "0" na elektroničku čeljust: za to postoji gumb (na slici 6, gumb "ZERO"). Pokazivač sata vraća se na nulu okretanjem vijka koji se nalazi na njegovom dnu. Za kalibriranje nonija, otpustite vijke koji pričvršćuju okvir, pomaknite ga u željeni položaj i ponovno ga učvrstite.
Deformacije elemenata čeljusti i istrošenost mjernih površina čine alat neupotrebljivim. Kako bi se smanjio broj odbijenica u proizvodnji, čeljusti se podvrgavaju periodičnoj provjeri u mjeriteljskim službama. Da biste provjerili točnost alata i stekli vještine kod kuće, možete izmjeriti dijelove čije su dimenzije unaprijed poznate, na primjer, drške za bušenje ili ležajni prstenovi.