Za koja se mjerenja koriste?
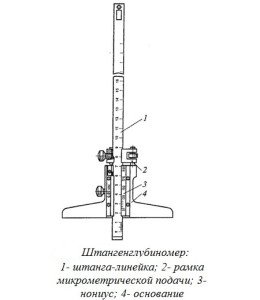
Kako proizlazi iz gore navedenog, svrha mjerača dubine je mjerenje dubine elemenata dijelova umetanjem kraja šipke u utor ili utor. Potrebno je da kraj šipke lako uđe u područje koje se ispituje i čvrsto pristane uz površinu dijela. Stoga su šipke izrađene od legure povećane tvrdoće, a za složene utore i uske bušotine koriste se posebni umetci - mjerne igle i kuke - od istih materijala.
Ovaj se alat koristi u slučajevima kada je potrebno dobiti točnu veličinu, a upotreba čeljusti ili mikrometra je nemoguća zbog specifičnosti oblika dijela.
Istodobno, važno je razumjeti kako uređaj radi i pratiti učinkovitost njegove uporabe. Postoji jednostavan test točnosti: napravite nekoliko mjerenja zaredom i usporedite rezultate.
Ako je razlika nekoliko puta veća od dopuštene granice pogreške, tada je tijekom mjerenja napravljena pogreška ili je uređaj neispravan. Za kalibraciju morate slijediti korake opisane u metodologiji provjere odobrenoj od strane GOST -a.
- Instrument pripremite za kalibraciju tako da ga operete kako biste uklonili prašinu i ostatke deterdžentom.
- Pazite da izvana zadovoljava zahtjeve standarda, da dijelovi i vaga nisu oštećeni.
- Provjerite da li se okvir slobodno kreće.
- Utvrditi jesu li mjeriteljske karakteristike u skladu sa standardom. Prije svega, to se odnosi na granicu, pogrešku, raspon mjerenja i duljinu prevjesa nosača. Sve se to provjerava uz pomoć drugog poznatog radnog uređaja i ravnala.
Iako je za mehaničke mjerače dubine prema GOST -u deklarirano ograničenje pogreške do stotinki milimetra, ako vam je potrebna zajamčena točnost, preporučuje se korištenje mjerača dubine s uređajem za čitanje digitalnog tipa.
Kako koristiti?
Načelo mjerenja uključuje nekoliko praktičnih smjernica koje treba primijeniti da bi se dobili točni rezultati. Prilikom mjerenja okvir učvrstite vijkom koji je konstruiran tako da se slučajno ne pomakne. Ne koristite alate s oštećenim štapom ili nonijusom (u slučaju digitalnih uređaja mogu postojati složeniji kvarovi) ili s razbijenom oznakom nule. Uzmite u obzir toplinsko širenje dijelova (najbolje je mjeriti na temperaturi blizu 20 C).
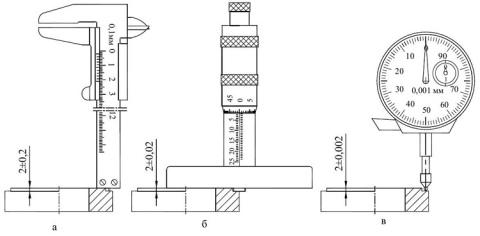
Prilikom mjerenja mehaničkim mjeračem dubine, sjetite se vrijednosti podjele. Za većinu modela to je 0,5 ili 1 mm za glavnu ljestvicu i 0,1 ili 0,5 mm za nonijus. Opće je načelo da se broj podjele nonijusa, koji se podudara s oznakom glavne ljestvice, mora pomnožiti s cijenom podjele, a zatim dodati cijelom dijelu željene vrijednosti.


Postoji nekoliko pravila za korištenje i skladištenje uređaja kako bi se izbjegao njihov prijevremeni kvar:
- ulazak prašine i krutih čestica između okvira i šipke može uzrokovati njegovo zaglavljivanje, stoga držite instrument u kućištu;
- radni vijek mehaničkih uređaja duži je od digitalnih, a potonji zahtijevaju pažljivije rukovanje;
- računalo za čitanje i zaslon ne smiju biti izloženi šoku i šoku;
- za ispravan rad, napajanje ovih komponenti mora se napajati iz baterije s normalnom razinom napunjenosti i / ili iz ispravnog napajanja.
U sljedećem videu pronaći ćete pregled mjerača dubine ShGTs-150.
Klasifikacija
Mjerači visine klasificirani su prema različitim kriterijima. Po dizajnu se razlikuju sljedeće vrste uređaja:
- vernier (SR) - to su oni koji su već gore opisani, odnosno nalikuju čeljusti;
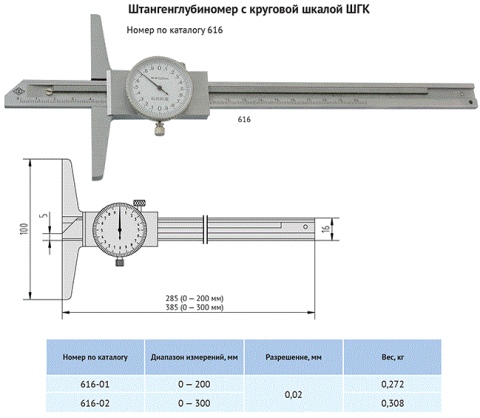
- s kružnom skalom (ŠRK) - uređaji s kružnom referentnom ljestvicom;
- digitalni (ŠRC) - s elektroničkim indikatorima očitanja.
Osim toga, ovi se alati razlikuju ovisno o najvećoj izmjerenoj duljini (visini) dijelova. Ovaj parametar (u milimetrima) uključen je u naziv modela alata.
Postoje i modeli mjerača visine s oznakama ŠR-400, ŠR-630 i više. Najveći poznati model je SHR-2500.
Svi su alati klasificirani prema klasi točnosti. Također je uključeno u oznake modela. Na primjer, označavanje ŠR 250-0,05 značit će da ovaj model ručnog mjerača visine ima točnost mjerenja od 0,05 mm, kao što pokazuje posljednja slika (0,05). Ovaj parametar odgovara prvoj klasi točnosti instrumenta prema GOST 164-90. Interval ove klase je 0,05-0,09 mm. Počevši od 0,1 i više - druga klasa točnosti.
Za digitalne uređaje postoji odvajanje prema takozvanom koraku diskretnosti-od 0,03 do 0,09 mm (na primjer, ShRT-600-0,03).
METODE KONTROLE I ISPITIVANJA
4.1. Provjera mjerača dubine - prema GOST 8.163 i MI 965.
4.2. Pri određivanju učinka transportnog potresanja koristi se udarno postolje koje stvara potresanje s ubrzanjem od 30 m / s pri frekvenciji 80-120 otkucaja u minuti. U tablici. 2. Dopušteno je provoditi ispitivanja dubinomjera prijevozom na kamionu brzinom od 20-40 km / h na udaljenosti od najmanje 100 km uz zemljanu cestu.
4.3. Utjecaj klimatskih čimbenika vanjskog okoliša tijekom transporta određuje se u klimatskim komorama na sljedeće načine: pri temperaturi od minus (50 ± 3) ° C, plus (50 ± 3) ° C i pri relativnoj vlažnosti zraka (95 ± 3)% na temperaturi (35 ± 5)) ° C. Izlaganje u klimatskoj komori za svaku od tri vrste ispitivanja - 2 sata. Nakon ispitivanja, pogreška mjerača dubine ne smije prelaziti vrijednosti navedene u tablici 2. Nakon što držite mjerač dubine u svakom načinu rada, dopušteno ga je držati u normalnim uvjetima 2 sata.
Tehnički podaci
Tablica 1 - Metrološke karakteristike
|
Opis karakteristika |
Značenje |
|||||
|
SHG- 160 |
SHG- 200 |
SHG- 250 |
SHG- 300 |
SHG- 400 |
SHG- 630 |
|
|
Područje mjerenja, mm |
od 0 do 160 |
od 0 do 200 |
od 0 do 250 |
od 0 do 300 |
od 0 do 400 |
od 0 do 630 |
|
Vrijednost očitanja prema nonijusu, mm |
0,05 |
|
Opis karakteristika |
Značenje |
|
|
SHG-SHG-SHG-TTTG-TTTG- 160 200 250 300 400 |
SHG- 630 |
|
|
Duljina mjerne površine okvira, mm, ne manja |
120 |
175 |
|
Odstupanje od ravnosti mjerne površine okvira, mm |
0,006 |
|
|
Odstupanje od ravnosti mjerne površine ostataka, mm |
0,004 |
|
|
Parametar hrapavosti mjerne površine okvira, mm |
Ra |
|
|
Parametar hrapavosti mjerne površine štapa, mm |
Ra |
|
|
Udaljenost od gornjeg ruba nonijusa do površine ljestvice štapa mjerača dubine, mm, ne više |
0,25 |
|
|
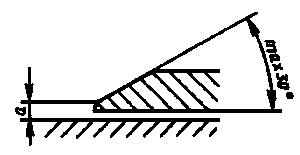
Kut ravnine skale nonijusa u odnosu na ravninu ljestvice štapa, °, ne više |
30 |
|
|
Širina linije šipke i nonijusa, mm |
od 0,08 do 0,20 |
|
|
Razlika u širini linija unutar jedne ljestvice i linija ljestvica štapa i nonijusa istog mjerača dubine, ne više, mm |
0,03 |
Tablica 2 - Granice dopuštene apsolutne pogreške mjerača dubine
|
Opis karakteristika |
Vrijednost ljestvice |
|
|
0 do 400 mm uklj. |
St. 400 do 630 mm |
|
|
Granice dopuštene apsolutne pogreške mjerača dubine pri temperaturama okoline od plus 10 ° C do plus 30 ° C i relativne vlažnosti zraka do 80% pri temperaturi od plus 25 ° C, mm |
±0,05 |
±0,10 |
Napomena - pogreška se javlja i pri zategnutom i labavom stezanju okvira. Tablica 3 - Glavne tehničke karakteristike_
|
Izmjena |
Ukupne dimenzije (duljina x širina x visina), mm, ne više |
Težina, kg, ne više |
|
SHG-160 |
250x120x11,4 |
0,30 |
|
SHG-200 |
290x120x11.4 |
0,31 |
|
SHG-250 |
340x120x11.4 |
0,33 |
|
SHG-300 |
390x120x11.4 |
0,36 |
|
SHG-400 |
490x120x11.4 |
0,39 |
|
SHG-630 |
720x175x11.4 |
0,48 |
Tehnički podaci
Tablica 1. Osnovne mjeriteljsko -tehničke karakteristike dubinomjera sa šipkom u standardnoj izvedbi_
|
Područje mjerenja, mm |
Vrijednost očitanja prema nonijusu, mm |
Korak diskretnosti digitalnog uređaja za čitanje, mm |
Duljina mjerne površine okvira, mm, ne manja |
|
od 0 do 150 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 160 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 200 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 250 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 300 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 400 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 500 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 600 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 630 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
od 0 do 1000 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
Tablica 2. Glavne mjeriteljsko -tehničke karakteristike
mjerači dubine sa šipkom u obliku slova L.
|
Područje mjerenja, mm |
Vrijednost očitanja prema nonijusu, mm |
Korak diskretnosti digitalnog uređaja za čitanje, mm |
Duljina mjerne površine okvira, mm, ne manja |
|
od 0 do 150 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
od 0 do 160 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
od 0 do 200 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
od 0 do 250 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
od 0 do 300 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
Tablica 3. Granice dopuštene apsolutne pogreške mjerača dubine pri temperaturi okoline (20 ± 5) ° C_
|
Izmjerena dubina, mm |
Granice dopuštene apsolutne pogreške mjerača dubine, mm |
|||
|
s brojevnom vrijednošću nonijusa, mm |
s korakom diskretnosti digitalnog uređaja za čitanje, mm |
|||
|
0,02 |
0,05 |
0,10 |
0,01 |
|
|
od 0 do 100 uklj. |
± 0,02 |
± 0,05 |
± 0,05 |
± 0,03 |
|
Sv. 100 do 200 uklj. |
± 0,03 |
± 0,05 |
± 0,05 |
± 0,03 |
|
Sv. 200 do 300 uklj. |
± 0,04 |
± 0,05 |
± 0,05 |
± 0,04 |
|
Sv. 300 do 400 uklj. |
— |
± 0,05 |
± 0,10 |
± 0,04 |
|
Sv. 400 do 600 uklj. |
— |
± 0,10 |
± 0,10 |
± 0,05 |
|
Sv. 600 do 800 uklj. |
— |
± 0,10 |
± 0,15 |
± 0,07 |
|
Sv. 800 do 1000 |
— |
± 0,15 |
± 0,15 |
± 0,07 |






Odstupanje od ravnosti mjerne površine štapa nije veće od 0,004 mm. Odstupanje od ravnosti mjerne površine okvira nije veće od 0,006 mm. Raspon radne temperature od 15 do 25 ° S.
Relativna vlažnost zraka ne veća od 80% pri temperaturi od 25 ° C.
Pakao. 4
Pakao. 4
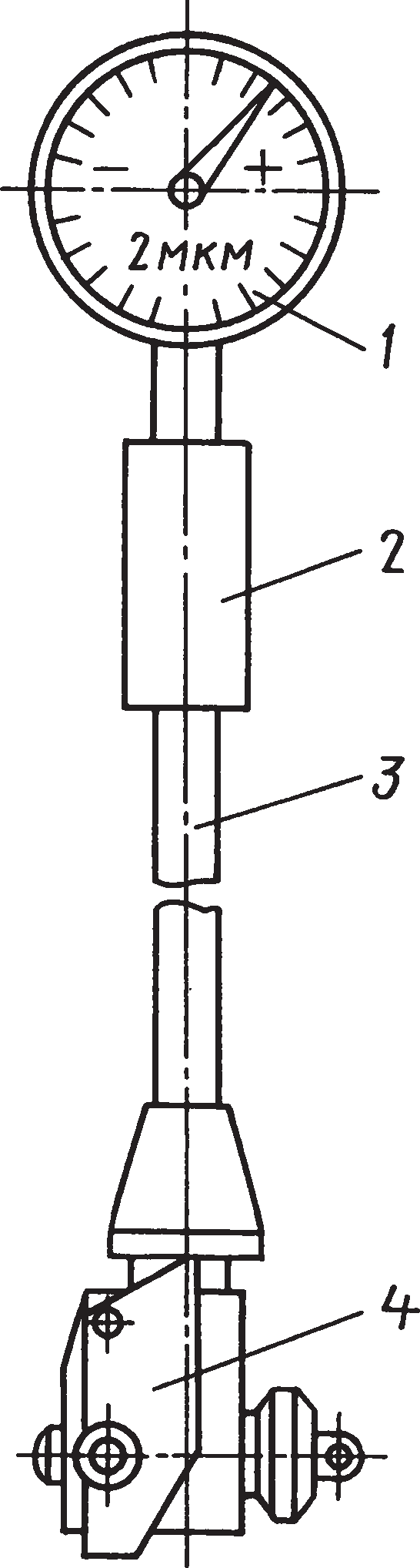
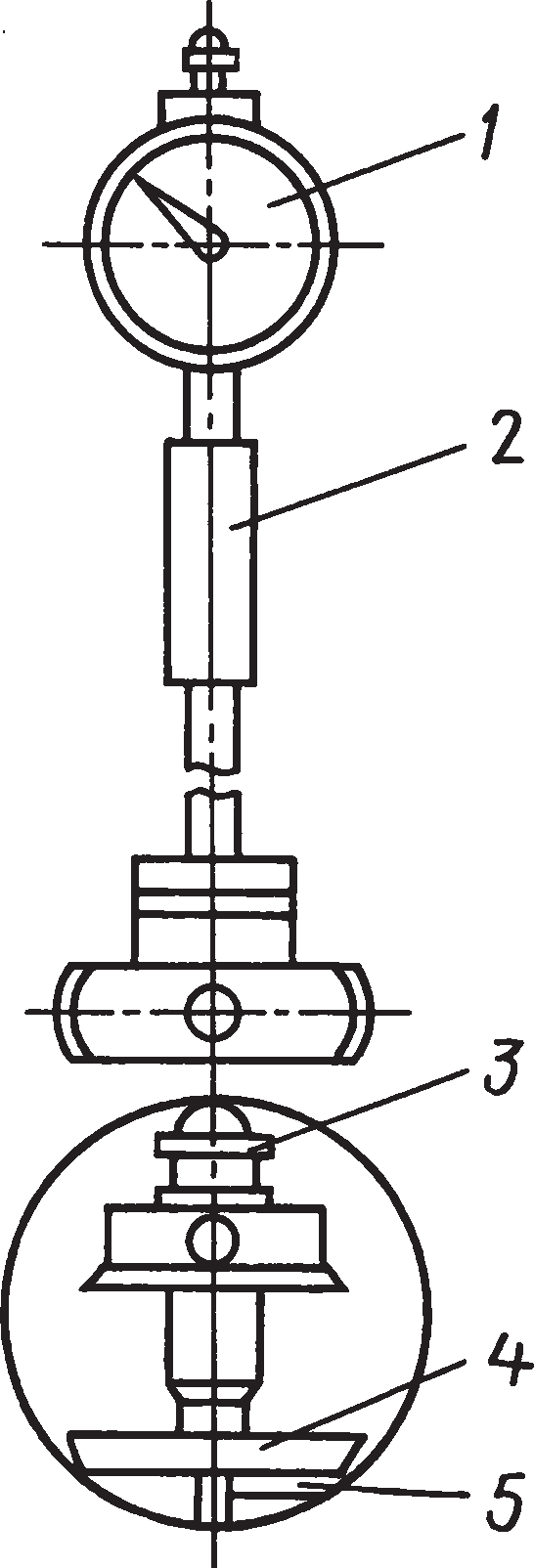
2.9.2. Udaljenost a od gornjeg ruba nonijusa do površine ljestvice šipke ne smije prelaziti 0,25 mm za dubinomjere s nonijusom s očitanjem vrijednosti nonijusa od 0,05 mm i 0,30 mm za mjerače dubine s očitanjem od 0,1 mm.
2.9.3. Dimenzije šipki ljestvice šipke i nonijusa moraju odgovarati sljedećem: širina šipki je 0,08-0,20 mm; razlika u širini šipki unutar jedne ljestvice i šipki ljestvica šipke i vernier jednog dubljemjera ne smije biti veći od 0,03 mm ako se broji prema nonijusu 0,05 mm; 0,05 mm pri čitanju nonijusa 0,1 mm.
2.10. Zahtjevi za brojčaničku skalu uređaja za čitanje (tip ShGK)
2.10.1. Podjela ljestvice mora biti najmanje 1 mm.
2.10.2. Širina linije ljestvice je 0,15-0,25 mm. Razlika u širini odgovarajućih linija unutar jedne ljestvice ne smije biti veća od 0,05 mm.
2.10.3. Širina strelice iznad oznaka ljestvice treba biti 0,15-0,20 mm. Kraj strelice trebao bi se preklapati kratkim potezima ne više od 0,8 njihove duljine. Udaljenost između kraja kazaljke i brojčanika ne smije biti veća od 0,7 mm.
2.10.4. Uređaj za čitanje trebao bi omogućiti poravnavanje strelice s oznakom nule na brojčaniku.
2.11. Zahtjevi za mjerače dubine tipa ShGT
2.11.1. Brojke moraju biti visoke najmanje 4 mm.
2.11.2. Mjerači dubine tipa SHGT mogu dodatno biti opremljeni sučeljem za izlaz rezultata mjerenja na vanjski uređaj.
2.12. Tvrdoća očvrsnutih mjernih površina mjerača dubine treba biti: od alata i konstrukcijskog čelika - ne manje od 59 HRC; od visokolegiranog čelika - ne manje od 51,5 HRC.
2.13. Parametar hrapavosti mjernih površina prema GOST 2789: okviri - 0,08 mikrona; šipke - 0,16 mikrona.
2.14. Vanjske površine (s izuzetkom mjernih površina okvira i šipke) mjerača dubine izrađene od alata ili konstrukcijskog čelika moraju biti kromirane.
2.15. Šipke i nonijus vage od mjerača dubine od nehrđajućeg čelika trebaju imati mat završnu obradu.
2.16. Mjerač dubine mora se demagnetizirati.
2.17. Srednje vrijeme između kvarova dubinomjera - 30 000 uvjetnih mjerenja. Pod uvjetnim mjerenjem podrazumijevamo kretanje okvira duž šipke sve dok mjerne površine ne dođu u dodir s mjernim predmetom. U tom slučaju kretanje okvira treba biti najmanje 1/3 gornje granice mjerenja mjerača dubine.
2.18. Utvrđeno vrijeme rada bez grešaka mjerača dubine tipa ShG i ShGK iznosi najmanje 6000 konvencionalnih mjerenja; mjerač dubine tipa ShGTs - najmanje 9000 konvencionalnih mjerenja. 2.2 i / ili 2.6.
2.19. Ukupni prosječni radni vijek dubinomjera je najmanje 5 godina.
2.20.Uspostavljeni puni vijek trajanja mjerača dubine tipa ShG je najmanje 1,5 godina; tip ShGK - najmanje 2,0 godine; tip SHGT - najmanje 2,5 godine Kriterij graničnog stanja je trošenje elemenata mjerača dubine, što dovodi do nepoštivanja zahtjeva iz stavaka. 2.2 i (ili) 2.6 i karakterizirani nemogućnošću ili neprikladnošću obnove istrošenih površina.
2.21. Prosječno vrijeme oporavka nonomera s dubinomjerom nije više od 2 sata, s brojčanikom i digitalnim uređajem za očitavanje - ne više od 4 sata.
2.22. Prosječni rok trajanja trebao bi biti najmanje 4 godine, podložan ponovnom konzerviranju nakon 2 godine.
2.23. Putovnica prema GOST 2.601 mora biti pričvršćena na svaki mjerač dubine.








2.24. Obilježava
2.24.1. Svaki mjerač dubine mora imati sljedeće: zaštitni znak proizvođača; serijski broj prema proizvođačkom sustavu numeriranja; konvencionalnu oznaku godine proizvodnje; vrijednost očitanja prema cijeni s nonijusom ili ljestvicom.
2.24.2. Oznaka na kućištu u skladu je s GOST 13762. Naziv ili simbol mjerača dubine primjenjuje se samo na tvrdom kućištu.
2.25. Paket
2.25.1. Metode i sredstva za odmašćivanje i očuvanje mjerača dubine - u skladu s GOST 9.014.
2.25.2. Mjerač dubine treba pakirati u kućište od materijala prema GOST 13762. Za nonomjer dubine s gornjom granicom mjerenja do 400 mm dopušteno je meko pakiranje.
TEHNIČKI ZAHTJEVI
2.1. Mjerači dubine trebaju biti izrađeni u skladu sa zahtjevima ovog standarda prema radnim crtežima odobrenim na propisan način.
2.2. Dopuštena granica pogreške mjerača dubine s labavim i zategnutim stezanjem okvira na temperaturi okoline (20 ± 10) ° C, relativna vlažnost ne veća od 80% pri temperaturi od 25 ° C mora odgovarati navedenoj u tablici. 2.
tablica 2
mm
|
Granica dopuštene pogreške mjerača dubine (±) |
|||||
|
Mjerni presjeci |
s brojevnom vrijednošću nonijusa |
s vrijednošću podjele brojčanika uređaja za čitanje |
s korakom diskretnosti digitalnog uređaja za čitanje |
||
|
0,05 |
0,1 |
0,02 |
0,05 |
0,01 |
|
|
Do 100 |
0,03 |
0,03 |
|||
|
» 200 |
0,05 |
0,05 |
0,05 |
||
|
200 » 300 |
|||||
|
300 » 400 |
0,04 |
0,04 |
|||
|
400 » 600 |
0,10 |
0,10 |
|||
|
600 » 800 |
— |
— |
— |
||
|
800 » 1000 |
0,15 |
0,15 |
Bilješka. Pogreška mjerača dubine ne smije prelaziti vrijednosti navedene u tablici. 2, kada ih provjeravate pomoću plosnatih paralelnih mjerača dužine izrađene od čelika.
2.3. Tolerancija ravnosti mjerne površine šipke mjerača dubine iznosi 0,004 mm.
2.4. Disk ravnine mjerne površine okvira mjerača dubine tipova ShG i ShGK iznosi 0,006 mm, tipa ShGTs - 0,005 mm. Blokovi su dopušteni uz rubove mjernih površina u zoni širokoj najviše 0,2 mm. .
2.5. Zazor mikrometrijskog para napajanja mikrometrijskog okvira ne smije prelaziti 1/3 okreta.
2.6. Okvir se ne smije pomicati duž šipke pod vlastitom težinom kada je šipka u okomitom položaju .. Mjerač dubine mora imati uređaj za stezanje okvira koji osigurava njegovo zaključavanje u bilo kojem položaju unutar mjernog područja.
2.7. Mjerna površina štapa mora biti izrađena od karbida. (Karbid prema GOST 3882). Na zahtjev potrošača, mjerna površina štapa ne smije biti opremljena tvrdom legurom. Šipka mjerača dubine mora imati tvrdoću od najmanje 30 HRC.
2.8. Na zahtjev potrošača, mjerač dubine mora mjeriti dimenzije utora, utora i dubinu rupa promjera najmanje 2 mm.
2.9. Zahtjevi za ljestvice i nonijus (vaga SHG)
2.9.1. Položaj ravnine nonijusove ljestvice u odnosu na ravninu ljestvice ljestvice prikazan je na sl. 4.
Opis
Mjerači visine izrađuju se u sljedećim vrstama:
SHR - s brojenjem prema nonijusu;
ShRK - s uređajem za čitanje s kružnom skalom;
ShRT - s elektroničkim digitalnim uređajem za čitanje.
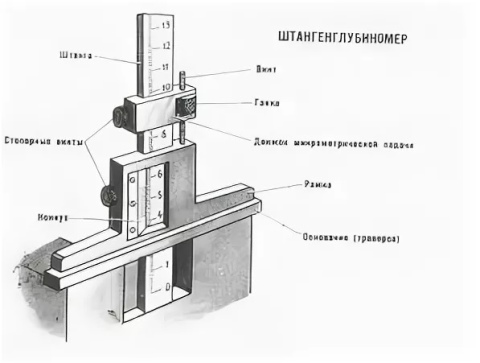
Princip rada mjerača visine kao što je ShR je mehanički. Dimenzije se broje metodom izravne procjene podudarnosti podjela ljestvice na šipci s nonierskim podjelama koje se nalaze na okviru mjerača visine.Mjerači visine tipa ShR sastoje se od podnožja, šipke s milimetarskom skalom pričvršćene na bazu, okvira s nonijusom koji se kreće duž šipke, mikrometrijskog uređaja za uvlačenje i mjerne noge.
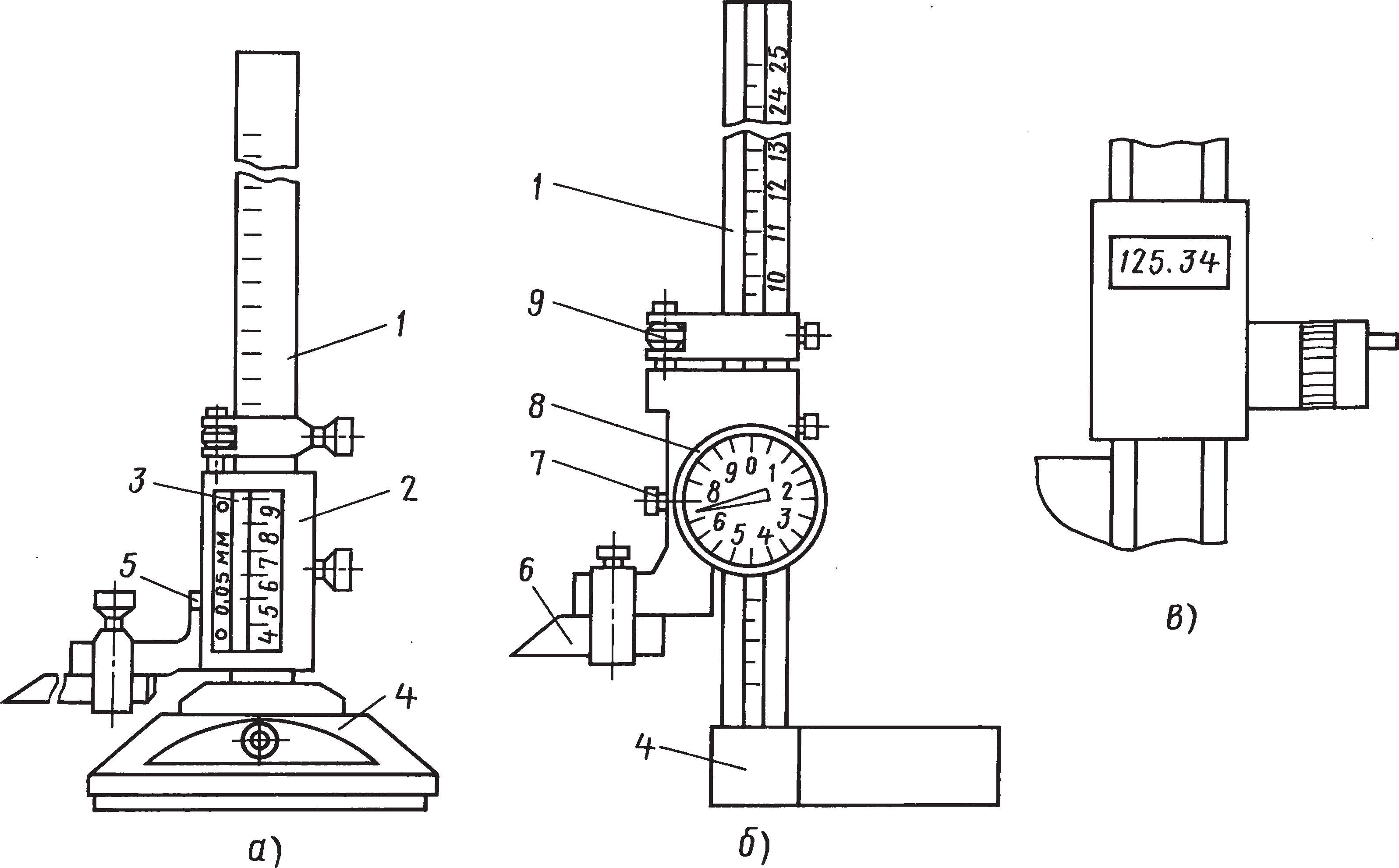





Princip rada visinomjera tipa ShRK je mehanički. Dimenzije se broje metodom izravne procjene prema milimetarskim podjelama šipkaste ljestvice i prema podjelama kružne ljestvice ugrađene u okvir. Brojčanik se okreće pomoću pomične maske i zaključava se vijkom za podešavanje. Mjerači tipa ShRK sastoje se od podnožja, šipke pričvršćene na podlogu, na koju se primjenjuje milimetarska ljestvica, okvira s kružnom skalom koja se pomiče duž šipke, uređaja za uvlačenje mikrometra i mjerne noge.
Princip rada mjerača visine tipa SHRT je mehanički s izlazom očitanja na zaslon s tekućim kristalima (LCD) elektroničkog digitalnog uređaja za čitanje. Dimenzije se izravno broje očitanjem očitanja na LCD zaslonu elektroničkog digitalnog uređaja za čitanje koji se nalazi na okviru mjerača visine. Mjerači tipa ShRT sastoje se od podnožja, šipke pričvršćene na bazu, mikrometrijskog uređaja za uvlačenje, mjerne nožice, okvira s digitalnim uređajem za čitanje, na čiju su prednju ploču ugrađeni gumbi, uz pomoć kojih je niz provode se posebne funkcije (na primjer, uključivanje / isključivanje digitalnog uređaja za očitavanje (ON / OFF), odabir mjernih jedinica u inčima ili milimetrima (mm / inč), nuliranje rezultata mjerenja (0), odabir apsolutnog ili relativna mjerenja (ABS) itd.).
Svi pomični elementi mjerača visine opremljeni su vijcima za blokiranje.
Brtvljenje tijela mjerača visine od neovlaštenog pristupa nije osigurano.
(s) - Zaštitni znak "AO KZ" Krasny Instrumentalschik "primjenjuje se na putovnicu mjerača visine pomoću tipografske metode, na šipku ili brojčanik (za visinomjere ShRK) i na poklopac kućišta bojom ili lasersko označavanje.
Što je?
Prije svega, vrijedi dati opće podatke o ovom bravarskom alatu.
- Ima i drugi naziv - mjerač visine.
- Izgleda poput nonarskog čeljusti, ali je instaliran za određivanje dimenzija na vodoravnoj ravnini u okomitom položaju.
- Načelo rada čeljusti se ne razlikuje od principa rada čeljusti.
- Njegova je svrha mjerenje visine dijelova, dubine rupa i relativnog položaja površina različitih dijelova tijela. Osim toga, koristi se za operacije označavanja.
- Budući da je instrument, zapravo, mjerni uređaj, ima određenu metodu provjere i mjerenja.
- Regulira tehničke uvjete ovog instrumenta GOST 164-90, koji je njegov glavni standard.
ALATI ZA ISPITIVANJE
2.1. Popis alata za provjeru prikazan je u tablici. 2.
tablica 2
|
Broj stavke preporuke |
Naziv uzornog mjernog instrumenta ili pomagala za provjeru; broj dokumenta koji regulira tehničke zahtjeve za proizvod; kategoriju prema shemi državne verifikacije i (ili) mjeriteljskim i osnovnim tehničkim zahtjevima |
|
Detektor stupova Fluxgate FP-1 |
|
|
Sonda prema TU 2.034.225, debljina, mm, 0,25; 0,30 |
|
|
Instrumentni mikroskop prema GOST 8074 |
|
|
Uzorci hrapavosti površine prema GOST 9378 s parametrima R = 0,08 mikrona i R = 0,16 mikrona; povećalo LP-1-4x prema GOST 25706 ili profilator modela 295 prema TU2.034.4; |
|
|
Linearna ravnala, tip LT ili LD, razred točnosti 1 prema GOST 8026; plosnati paralelni mjerači klase točnosti 2 prema GOST 9038; ravna staklena ploča klase točnosti 2 prema TU 3.3.2123 |
|
|
Kontrolna ploča klase točnosti 1 ili 2 prema GOST 10905 plosnati paralelni mjerači 3. razreda točnosti prema GOST 9038; ili uzorna 4. kategorija prema MI 1604 ravna staklena ploča klase točnosti 2 prema TU 3.3.2123 |
|
|
Mehanička štoperica s podjelom ljestvice 0,1 s, razred točnosti 1 prema GOST 5072 |
Bilješke (uredi): 1. Dopušteno je korištenje sredstava koja nisu navedena u tablici., ali zadovoljavaju zahtjeve točnosti ove preporuke.
Opis
Mjerači visine sastoje se od podnožja s pričvršćenom okomitom vodilicom (šipkom) po kojoj se pomiče okvir s uređajem za čitanje. Okvir s uređajem za čitanje opremljen je mjernom (ili označavajućom) nogom i slobodno se kreće duž šipke.
Mjerači visine se proizvode u sljedećim verzijama:
SHR - s brojenjem prema nonijusu;
ShRK - s uređajem za čitanje s kružnom skalom;
ShRT - s elektroničkim digitalnim uređajem za čitanje.
Princip rada mjerača visine je mehanički.
Mjerenje dimenzija ShR-ovog mjerača visine vrši se metodom izravne procjene podudarnosti podjela ljestvice na šipci s nonierskim podjelama koje se nalaze na okviru visinomera.
Dimenzije mjerača visine ShRT -a broje se izravno čitanjem očitanja na zaslonu s tekućim kristalima digitalnog uređaja za čitanje koji se nalazi na okviru mjerača visine. Uz zaslon s tekućim kristalima nalaze se tipke za uključivanje / isključivanje elektroničkog digitalnog uređaja za čitanje (OFF / ON), postavljanje nule (ZERO), odabir načina mjerenja mjernih jedinica mm / inch (mm / inch) itd. ..
Dimenzije ShRK mjerača visine broje se prema skali šipki i kružnoj skali uređaja za očitavanje.
Mjerači visine imaju uređaj za stezanje okvira koji osigurava njegovo zaključavanje u bilo kojem položaju unutar mjernog područja. Dizajn okvira i pričvršćivanje nogu podložni su promjenama bez utjecaja na performanse.
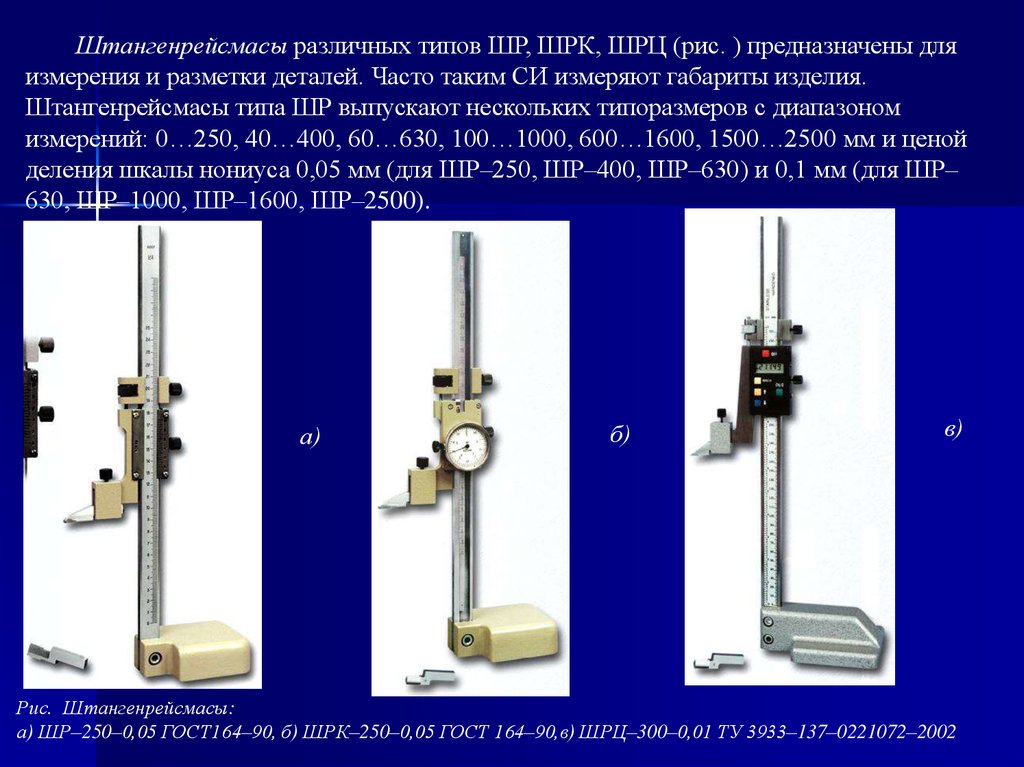
Visinomeri u verziji ShR s nonijusom koji broje 0,05 i 0,1 mm i mjernim rasponom od 0 do 250 mm, od 40 do 400 mm, od 60 do 630 mm, od 100 do 1000 mm, od 600 do 1600 mm, od 1500 do 2500 mm proizvedene su u skladu s GOST 164-90. Ostatak mjerača visine proizveden je prema tehničkim specifikacijama TU 3933-015-74229882-2013.
Izgled mjerača visine ShR, ShRTs, ShRK prikazan je na slikama 1, 2, 3.
a) mjerač visine s nogom za označavanje b) mjerač visine s nogom za mjerenje
Slika 1 - Opći prikaz ShR mjerača visine