Mjerenje i označavanje obratka s mjeračem visine
Razgovarajmo o načinu mjerenja i označavanja obratka pri upotrebi ručnog mjerača visine.
Mjerenja
Mjerenja vršite ručnim mjeračem visine ovim redoslijedom.
-
Gurnite držač nožice na izbočinu okvira uređaja.
-
Postavite nožicu u utor u držaču. Učvrstite ga vijkom za podešavanje.
-
Mjerač visine postavite na kontrolnu referentnu ploču.
-
Provjerite je li aparat u ravnini.
-
Držeći podnožje alata lijevom rukom, pomaknite okvir prema gore i pričvrstite nogu iznad obratka.
-
Proizvod stavite ispod podnožja mjerača visine.
-
Spuštajte okvir sve dok noga čvrsto ne dođe u dodir s gornjom površinom obratka.
-
Položaj okvira popravite drugim pričvrsnim vijkom.
-
Uzmite očitanja.

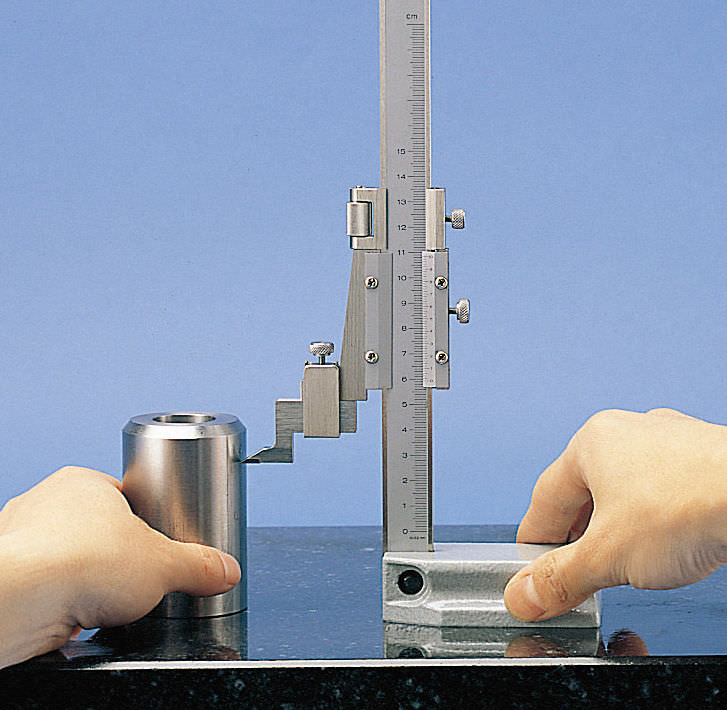
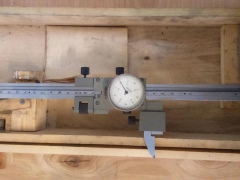
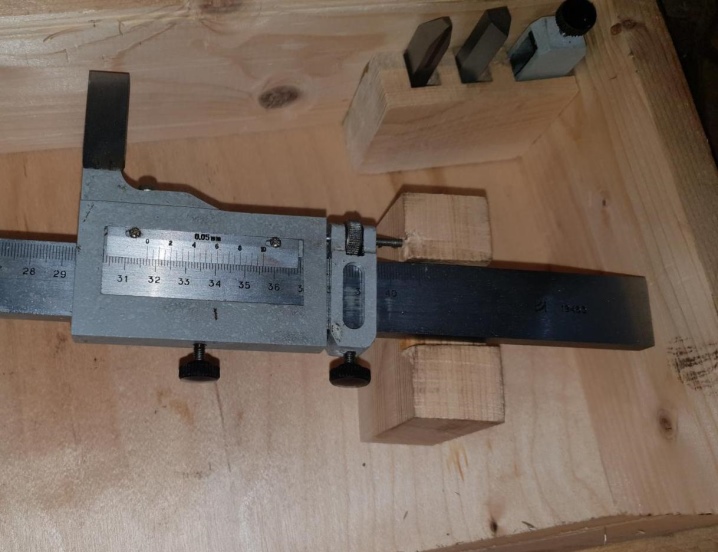
Fotografija # 2: mjerenje visine proizvoda pomoću mjerača visine
Oznake
Najčešće, pomoću mjerača visine, linije koje su paralelne s vodoravnom referentnom pločom nanose se na izratke. Za ovo:
-
postavite okvir na željenu visinu (ispravnost možete procijeniti prema vrijednostima na vagi instrumenta);
-
popravite okvir vijkom za zaključavanje;
-
pisar s vrhom od tvrdog metala stavite u utor držača;
-
učvrstite ga sigurno vijkom za zaključavanje;
-
postavite mjerač za označavanje i obradak na mjernu ploču (pisar bi trebao s naporom dodirnuti proizvod);
-
da biste dobili vodoravnu liniju, pomaknite uređaj preko ploče držeći bazu.
Zbog toga će se na površini obratka na željenoj visini pojaviti jasno vidljiva linija.
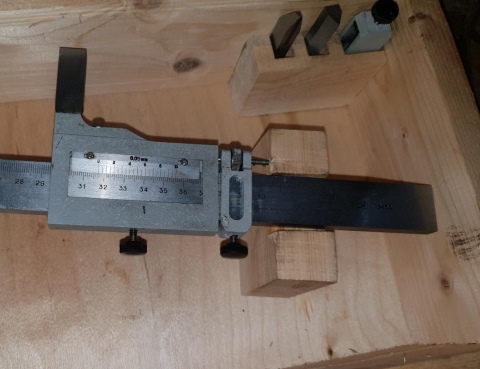
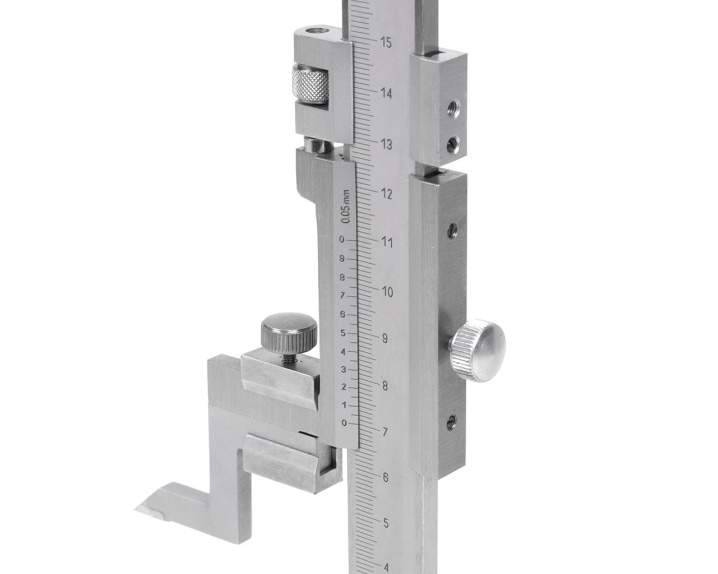
Fotografija # 3: označavanje obratka mjeračem visine
Provjera instrumenta
Način kalibriranja mjerača visine osigurava sljedeće. Prvo biste trebali provjeriti nula postavki primijenjenog alata. U tu svrhu uređaj se postavlja na referentnu ploču i pomiče u uzdužnom smjeru. Kontrolna linija ne smije imati prekinute presjeke i druga odstupanja koja su, u apsolutnim iznosima, izvan granica točnosti. Digitalni mjerač visine provjerava se na isti način, nadziru se samo indikatori digitalnog zaslona.
Svrha mjerača visine - točno crtanje dimenzionalnih linija i mjerenje - može se u potpunosti ostvariti ako se poštuju sljedeća pravila i zahtjevi:
- Značajne fluktuacije temperature i vlažnosti tijekom rada su neprihvatljive. Normirani temperaturni raspon je osobito 20 ± 10 ° C, a relativna vlažnost zraka 70 ± 5%.
- Ako se promjer ili konfiguracija mjerne glave promijeni, provjera se mora ponoviti.
- Provjera se uvijek vrši nekoliko puta (najmanje tri), nakon čega se uspoređuju očitanja nonijusa za visinomjer. Digitalni instrument provjerava se odstupanjem očitanja uključenog zaslona.
Za provjeru dobivenih rezultata koristi se referentni mikrometar čija točnost ne smije biti niža od točnosti ispitivane tehnike.
Kako radi i funkcionira
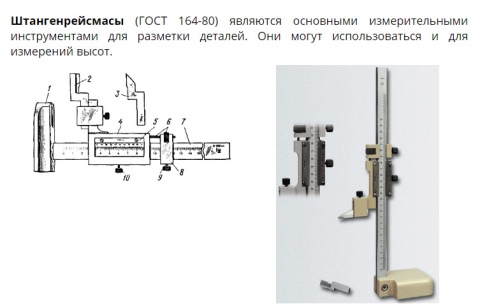
GOST 164-90 predviđa sljedeće standardne uređaje za mjerenje visine:
- baza;
- mjerilo;
- vernier (ljestvica za brojanje dodatnih očitanja u dijelovima mm);
- okvir s mikrometrijskim dodavanjem;
- držač za pričvršćivanje zamjenjivih vrhova;
- brojačka prizma (ili pisar, ovisno o radnjama s instrumentom).
Uređaj i glavni dijelovi
U skladu s metodologijom koja je propisana u GOST 164-90, alat u načinu označavanja treba koristiti na sljedeći način.Sva mjerenja treba provesti na čvrstoj i ravnoj ploči s minimalnom površinskom hrapavošću. Na ovu ploču ugrađuje se podloga, nakon čega se pomoću okvira i nonijusa postavlja potrebna linearna dimenzija koja se mora reproducirati na površini obratka ili poluproizvoda. U držač se stavlja pisar, koji je kruto učvršćen vijkom za mikrometar. Okvir, koji je prethodno zaključan vijkom, pritisnut je zajedno s tijelom na površinu koju treba označiti. Zatim se alat pomiče na potrebnu linearnu dimenziju, dok vrh pisaljke treba ostaviti vidljiv trag na površini obratka.
Mjerač visine, čija je svrha mjerenje, umjesto pisača u držaču ima prizmatičan ili stožast pokazivač, koji završava glavom malog radijusa (prema sadašnjim standardima to može biti 50 ili 100 mikrona).





Klasifikacija
U skladu s navedenim standardom, dotični mjerač visine GOST 164-90 može se klasificirati prema sljedećim parametrima:
- Način čitanja - ručno s linearnim očitanjem, ručno s kružnim čitanjem i automatizirano (digitalno).
-
Ograničavajućom duljinom mjerenog proizvoda (za ručne uređaje), koja je naznačena u oznaci. Prema prvom redu željenih brojeva, ručni mjerač visine GOST 164-90 tipa ShR s linearnim očitanjem očitanja može biti sljedećih vrsta: mjerač visine ShR-250, mjerač visine ShR-400, visina mjerač ShR-630, i tako dalje, do ShR-2500.
- Klasa točnosti. Konkretno, prema GOST 164-90, prva klasa odgovara točnosti od 0,05 mm, a druga 0,10 mm. Točnost se smanjuje s povećanjem granica mjernog područja. Na primjer, ako je samo gornja granica točnosti obavezna za tip ShR-250, tada mjerač visine ShR-630 GOST 164-90 može imati točnost od 100 mikrona. Za najmanje točne instrumente, točnost se odgovarajuće smanjuje na 150 ... 200 µm.
- Po duljini ljestvice. Za instrumente prve klase može biti 19 i 39 mm, a za drugu - 9, 19 i 39 mm.
- Elektronički mjerač visine dodatno se razlikuje u koraku razlučivosti zaslona: 0,03 ... 0,07 mm za prvu klasu točnosti i 0,05 ... 0,09 mm za drugu klasu točnosti.
Standardna oznaka predmetnog instrumenta uključuje sve gore navedene čimbenike. Na primjer, ručni alat s rasponom brojanja 60-630 i točnosti brojanja 0,10 označen je kako slijedi: ShR-630-0,10 GOST 164-90 mjerač visine.
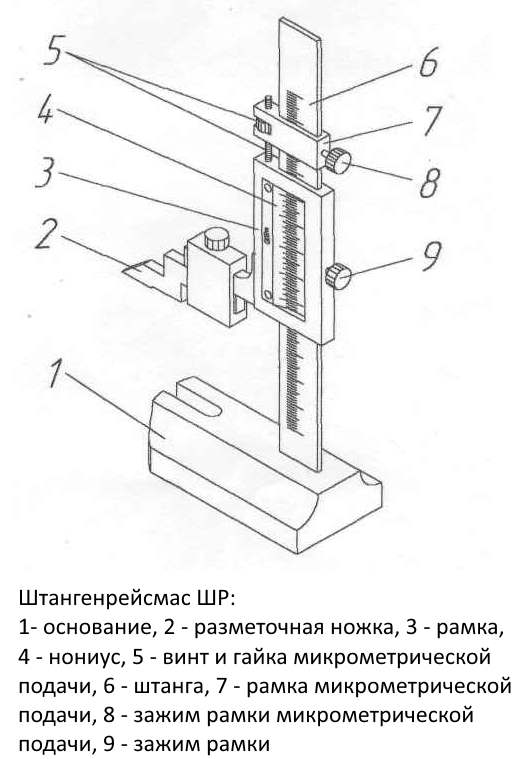
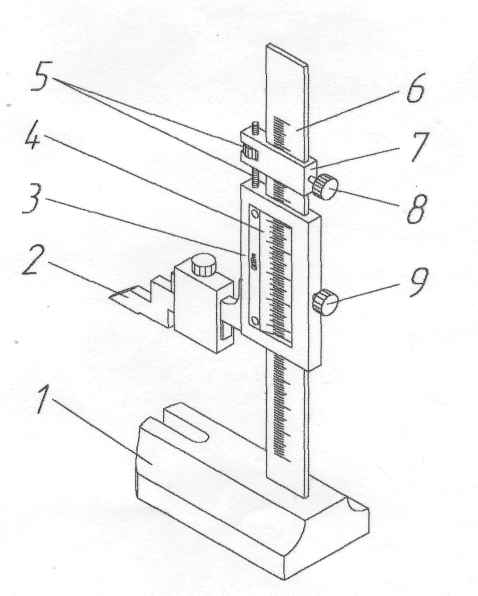
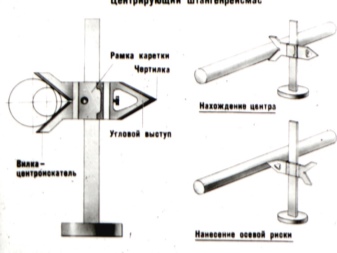
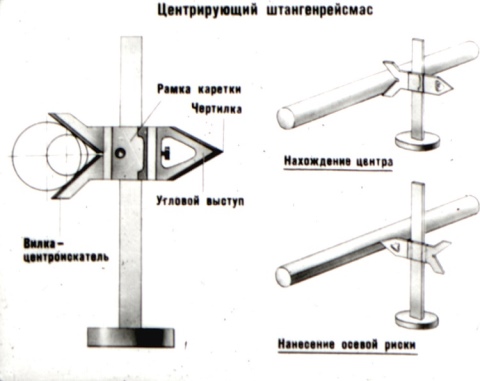
Ugovoreni sastanak.
1.1. Shtangenreismas ShR dizajniran je za označavanje rada, crtanje oznaka, prijenos dimenzija s ravnala mjerila na izradak, mjerenje linearnih dimenzija (visina). Koristi se za crtanje paralelnih vodoravnih i okomitih linija na dijelovima instaliranim na ploči, kao i za provjeru ispravnosti ugradnje proizvoda. Alat se sastoji od okvira s nonijusom s otvrdnutom mjernom površinom i šipke s mjernom površinom. Okvir se isporučuje s nonijusom. Šipka je izrađena sa udubljenom ljestvicom koja eliminira trošenje ljestvice pri pomicanju šipke u okviru. Vage nosača i nonijusa imaju mat kromirani završetak za uklanjanje odsjaja. Koristi se za mjerenja koja ne zahtijevaju visoku točnost, primjenom apsolutne metode.
1.2. Primjer standardne oznake mjerača visine s mjernim rasponom od 0-200 mm i očitanjem nonijusa od 0,05 mm:
Shtangenreismas ShR-200-0.05.
Elektronički (digitalni) mjerači visine
Najrašireniji danas zbog jednostavnosti
elektronički (digitalni)
ShRT -ovi mjerači visine. Na primjeru razmotrite mogućnosti ove vrste uređaja
mjerač visine Mahr.
Alat je opremljen funkcijom ABS za
prebacivanje između relativnog i apsolutnog mjerenja (za
Kako bi se olakšalo korištenje prvog načina rada, uređaj ima funkciju resetiranja za nuliranje očitanja i unaprijed postavljene vrijednosti). Maksimalna brzina
mjerenje je 1,5 m / s, uređaj ima funkciju finog podešavanja.
Reference-Lock / Unlock funkcije omogućuju vam zaključavanje
i uklonite učvršćenje očitanja. Način prijenosa podataka aktivira se tipkom DATA. Automatsko isključivanje uređaja nakon
istek zadanog vremena čekanja značajno štedi napajanje
prehrana.
Vijek trajanja baterije približava se vijeku trajanja instrumenta
i ima oko 3 godine. Podaci o mjerenju prikazuju se na LCD zaslonu,
visina brojeva je 1,2 cm.
Okvir mjerača visine i njegova šipka izrađeni su od
nehrđajući čelik za glatko klizanje pokretne površine.
Objavljeno 28.03.13.
Uređaj
Konstrukcija konvencionalnog mjerača visine prilično je jednostavna. Njegovi glavni dijelovi su:
- masivna baza;
- okomita šipka na kojoj se primjenjuje milimetarska glavna ljestvica (ponekad se naziva i ravnalom, budući da po izgledu podsjeća na upravo taj instrument poznat iz školskih godina);
- glavni okvir;
- vernier (dodatna mikrometrijska ljestvica na glavnom okviru);
- mjerna noga.
Svi ostali dijelovi su pomoćni: pričvršćivači, podešavanja. To:
- vijak i matica za pomicanje glavnog okvira;
- mikrometrijski okvir za uvlačenje;
- vijci za pričvršćivanje okvira;
- držač za zamjenjive vrhove mjerne noge;
- pisac.
Štap s glavnom mjernom ljestvicom utisnut je u podnožje alata strogo pod pravim kutom (okomito) na njegovu referentnu ravninu. Štap ima pomični okvir s nonijus skalom i izbočenjem u stranu. Izbočina je opremljena držačem s vijkom, na koji je pričvršćena noga za mjerenje ili obilježavanje, ovisno o predstojećoj operaciji: mjerenju ili označavanju.
Tehnički podaci
Metrološke karakteristike navedene su u tablicama 1, 2, 3.
Tablica 1 - Područje mjerenja, vrijednost očitanja nonijusa, podjela skale uređaja za očitavanje ___
|
Izmjena |
Područje mjerenja, mm |
Vrijednost očitanja prema nonijusu, mm |
Podjela kružne ljestvice uređaja za čitanje, mm |
|
SHR 250 |
od 0 do 250 |
0,05 |
— |
|
400 SHR |
od 40 do 400 |
||
|
SHR 630 |
od 60 do 630 |
0,05; 0,10 |
|
|
SHR 1000 |
od 100 do 1000 |
||
|
1600 SHR |
od 600 do 1600 |
0,10 |
|
|
2500 SHR |
od 1500 do 2500 |
||
|
250 kuna |
od 0 do 250 |
— |
0,05 |
Tablica 2 - Udaljenost od ruba nonijusa do površine ljestvice štapa mjerača tipa ShR, parametar hrapavosti mjernih površina, odstupanje stvarne veličine "g" mjerne noge od označene, širina ruba gornje mjerne površine mjernog kraka, širina strelice ShRK mjerača visine, udaljenost između kraja strelice i mjerača za visinu brojača tipa ShRK, odstupanje od paralelnosti mjerne ravnine nogu u odnosu na bazu mjerača visine_
|
Opis karakteristika |
Značenje |
|
Udaljenost od ruba nonijusa do površine ljestvice šipki mjerača visine ShR, mm, ne više |
0,25 |
|
Parametar hrapavosti mjernih površina mjerača s nonijusom ili vrijednošću podjele skale ne većom od 0,05 mm prema GOST 2789-73, Ra, μm, ne više: - mjerno stopalo - marker stopala i baza |
0,16 0,32 |
|
Parametar hrapavosti mjernih površina mjerača s nonijusom 0,1 mm prema GOST 2789-73, Ra, μm, ne više: - mjerenje i označavanje stopala - baze |
2 3 m vo o "o" |
|
Odstupanje stvarne veličine "g" mjerne noge od označene, mm, ne više |
±0,02 |
|
Širina rebra gornje mjerne površine mjerne noge, mm, ne više: - mjerači visine s mjernim rasponom od 0 do 250 mm - mjerači visine s drugim mjernim rasponima |
,5 ,2 |
|
Širina strelice mjerača visine ShRK, mm |
od 0,15 do 0,20 |
|
Udaljenost između kraja kazaljke i brojčanika mjerača visine ShRK, mm, ne više |
0,7 |
|
Odstupanje od paralelnosti mjerne ravnine nogu u odnosu na bazu mjerača visine, mm, ne više: - mjerači visine s očitanjem nonijusa od 0,05 mm i podjelom ljestvice od 0,02 mm i 0,05 mm - mjerači visine s očitanjem nonijusa od 0,1 mm |
0,010 0,015 |
Tablica 3 - Granice dopuštene apsolutne pogreške pri labavom i stegnutom stezanju okvira pri temperaturi okoline (20 ± 10) ° C_
|
Izmjerena duljina, mm |
Granice dopuštene apsolutne pogreške mjerača visine, mm |
||
|
s vrijednošću podjele brojčanika uređaja za čitanje |
s brojevnom vrijednošću nonijusa |
||
|
0,05 |
0,05 |
0,10 |
|
|
od 0 do 400 uklj. |
±0,05 |
±0,05 |
±0,05 |
|
400 do 630 uklj. |
— |
±0,10 |
|
|
St. 630 do 1000 uklj. |
±0,10 |
||
|
St. 1000 do 1600 uklj. |
— |
±0,15 |
|
|
1600 do 2500 |
±0,20 |






Tablica 4 - Glavne tehničke karakteristike
|
Modifi kation |
Tolerancija paralelnosti gornje i donje mjerne površine mjernih nogu, mm |
Tolerancija ravnopravnosti mjernih površina oznaka i mjernih stopa, mm |
Ukupne dimenzije (duljina x širina visina), mm, ne više |
Težina, kg, ne više |
Prosječni radni vijek, godine, ne manji |
|
SHR 250 |
0,006 |
0,004 |
160x70x375 |
1,8 |
5 |
|
400 SHR |
275x120x531 |
5,3 |
|||
|
SHR 630 |
275x120x761 |
5,7 |
|||
|
SHR 630 |
0,01 |
||||
|
SHR 1000 |
320x155x1169 |
13,0 |
|||
|
1600 SHR |
425x200x1770 |
32,0 |
|||
|
2500 SHR |
460x200x2670 |
44,0 |
|||
|
250 kuna |
0,006 |
160x70x375 |
1,6 |
Tablica 5 - Uvjeti rada
|
Opis karakteristika |
Značenje |
|
Temperatura okoline, ° C |
od +10 do +40 |
|
Relativna vlažnost zraka pri temperaturi od 25 ° C,%, ne više |
80 |
Za što je to potrebno?
Ovu vrstu alata za označavanje i mjerenje možete koristiti u bravarskim i tokarskim radionicama za određivanje linearnih geometrijskih dimenzija različitih dijelova, dubinu utora i rupa, kao i za označavanje obradaka i dijelova tijekom montažnih i popravnih radova u odgovarajućim industrijama ( strojarstvo, obrada metala, automobilska industrija). Osim toga, mjerač visine dizajniran je za točno mjerenje visine dijelova postavljenih na područje označavanja. Istodobno, mjeriteljske karakteristike instrumenta podliježu periodičnoj provjeri, čija je metoda određena državnom normom.







Mogu vršiti okomita, vodoravna pa čak i kosa mjerenja. Istina, za potonje je potreban dodatni čvor.


Kako postići maksimalnu preciznost u radu
Pridržavajte se sljedećih smjernica.
-
Dodirnite mjerače visine samo na mjestima koja su za to posebno dizajnirana. To uključuje:
-
kemijska olovka;
-
kontrolna referentna pločica;
-
prekidač koji aktivira pneumatske ležajeve;
-
Zabranjeno je dodirivanje drugih elemenata uređaja tijekom mjerenja ili označavanja.
Na točnost mjerenja i oznaka uvelike utječe temperatura okoline. Zbog ovoga:
-
obavljati operacije samo pri temperaturi zraka od +10 do +20 ° C;
-
pazite da izravna sunčeva svjetlost ne padne na uređaj;
-
u prostoriji za mjerenje i obilježavanje ne smije biti propuha;
-
ne postavljajte mjerače visine u blizini uređaja za grijanje;
-
ne mjerite previše vruće ili hladne dijelove;
-
prije izvođenja operacija, dajte instrumentu vremena da se prilagodi ako ga je donio s bilo kojeg mjesta.
Ovisno o veličini izratka, razdoblje prilagodbe može varirati od 15 minuta do 8 sati.
-
Kada se dva tijela dodirnu, javljaju se vibracije neprimjetne golim okom. Stoga morate malo pričekati prije čitanja rezultata.
-
Ne pritiskajte previše. Noga se može saviti. Čak će i neprimjetni zavoj dovesti do braka.
Vrste mjerača visine
Prema GOST 164-90, mjerači visine mogu
proizvedene u tri inačice, koje se razlikuju po vrsti uređaja za čitanje.
Okvir je isti u svim slučajevima i mikrometrijski je.
Alati prve vrste opremljeni su nonijusom i
označeno slovnom kombinacijom ŠR. Vernier može biti duljine 9, 19 i 39
mm ili 19 i 39 mm ovisno o tome koliko je važno brojanje nonijusa
(0,1 odnosno 0,05 mm). Dugi potezi po vernieru
biti potpisani cijelim brojevima, međutim, označavaju dio cijele podjele.
Mjerači visine opremljeni uređajem za čitanje u
u obliku kružne vage, proizvedene pod markom ShRK. Uređaj za čitanje mora
osigurajte poravnanje strelice s oznakom nule brojčanika. Udaljenost
između ruba oznaka i strelice ne smije prelaziti 0,7 mm, a opasnost od podjele
- biti manji od 1 mm.
Treći tip mjerača visine - ŠRC - isporučuju se s elektronikom
(digitalni) uređaj za očitavanje, sučelje za izlaz očitanja na vanjski
uređaj (računalo) i ugrađeno napajanje. Alat tipa ShRTs je dizajniran
za potpunu ili djelomičnu automatizaciju mjerenja i osiguravanje ispravnosti
indikacije pri pomicanju okvira brzinom većom od 0,5 m / s.