Pogledi
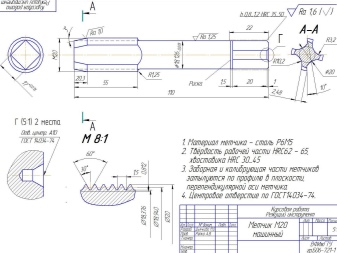
Napredni alati za rezanje imaju mnogo kombinacija i broj nastavlja rasti. Budući da se takva bušilica koristi istovremeno za bušenje i točenje, učvršćenje se sastoji od 2 dijela. Prva je bušilica, druga je slavina. Postoje 2 vrste ovih kombiniranih instrumenata.
Gore opisani tip koristi se za bušenje rupa i dobivanje navoja sa širokim korakom zavoja. Takve se operacije izvode na tankom metalu. U tom slučaju postavljaju se niski zahtjevi za točnost niti, probijaju se rupe. U tom slučaju bušilica ima duljinu 2-2,5 promjera druge faze - slavine.

Još jednu vrstu kombinirane bušilice razvili su dizajneri u Rigi. Ovaj tip je mnogo jači od prvog tipa, s točnijim pokazateljima. Reže niti s manjim nagibom zavoja, dajući visokokvalitetan rad. Korak bušilice je jedan i pol puta duži od duljine odjeljka za bušenje, navoj se može izvesti u velikim i malim zavojima.
Druga faza nakon bušilice izrađena je u obliku iste spirale i nadopunjena je zubima koji režu metal, djelujući kao slavina. Kutni raspored traka alata povećava njihovu otpornost na preopterećenje tijekom rada. U tom slučaju uklanjanje čipsa odvija se slobodnije.

Značajne razlike između različitih vrsta kombiniranih bušilica leže u strukturi dijela bušilice. Ovaj se dio izvodi u klasičnom obliku - bušilica sa spiralama. Kad je stražnji dio pomoćne površine u obliku cilindra, gotova rupa se širi. Alat može biti sa ili bez džampera.
Ovaj oblik smanjuje aksijalna opterećenja, čime se povećava vijek trajanja alata. Nedostatak je poteškoća u proizvodnji i oštrenju.

Druga vrsta bušilice je unutrašnji konus usmjeren obrnuto. Ovaj pristup pomaže centrirati bušilicu tijekom tijeka rada. Nakon rada, bušilica ostavlja suženi trag, koji se zatim odreže tijekom navoja. S oblikovanim bušenjem završavaju se krajnje stranice različitih visina i kutova. Jasna prednost - ne morate koristiti dodatni alat, gubite vrijeme na dvije operacije.
Nedostaci su nesumnjivo veliko opterećenje traka za bušenje i dugo vrijeme rada.

Proizvođači proizvode kombinirane bušilice u podijeljenim i jednodijelnim verzijama. Takav alat reže desne i lijeve niti, izrađen je od raznih vrsta metala.
Unatoč očitim prednostima, alat ima značajne nedostatke. Ovo je niska kvaliteta niti s krutim učvršćenjem u steznoj glavi stroja. Postavljanje poteškoća pri interakciji s metalom koji je teško obraditi - aksijalno napajanje mora točno odgovarati nagibu navedenog navoja.

Značajke bušenja na terenu
Ako nema posebne rashladne tekućine, umjesto nje može se koristiti maslinovo ulje. Ovdje je prikladno i povrće u kojem je udio sadržaja oleinske kiseline samo 2 puta manji - 40%. U slučaju da vam nijedna od ovih tvari nije pri ruci, tada obična mast ili mast mogu doći u pomoć: razina oleinske kiseline u njima može doseći 44%.








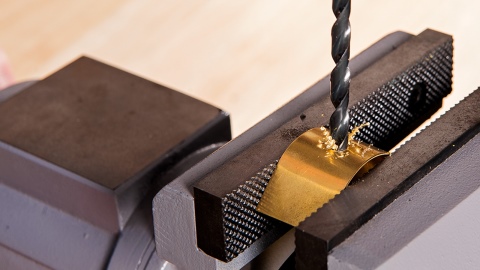
Prilikom stvaranja rupa potrebno je postaviti minimalnu brzinu na najviše 200 o / min. Neki modeli bušilica nemaju mogućnost odabira okretaja u minuti.U tom slučaju problem se rješava tehnikom "on-off", u kojoj se zbog inercije stvara udubljenje u materijalu.
Držite dovod bušilice što je moguće niže
Istodobno, važno je da je ujednačen
Po čemu se HSS bušilice razlikuju od modela od tvrdog metala
Prije svega, HSS bušilice razlikuju se od bušilica od tvrdog metala u tehnologiji materijala.
-
Čelik velike brzine proizvodi se dodavanjem volframa, kroma, molibdena i drugih komponenti u ugljični čelik. Materijal HSS bušilica ima visoku čvrstoću.
-
Cementirani karbid je kompozitni materijal izrađen tehnologijom metalurgije praha i sastoji se od čestica veličine mikrona. Glavna komponenta je volframov karbid. Dodatno uključuje titanov karbid, tantalov karbid itd.
Alati od tvrdog karbida iz HSS svrdla odlikuju se većom tvrdoćom i otpornošću na toplinu. Međutim, legure karbida imaju manju čvrstoću. Boje se vibracija i opterećenja energijom. Time se sprječava upotreba bušilica od tvrdog metala za povremeno rezanje obratka pri velikim brzinama.
Zbog složene tehnologije proizvodnje alati od tvrdog metala su skupi. Cijene HSS bušilica znatno su niže.
Odabir potrebne vrste bušilica
Većina električnih alata dolazi sa standardnim setom bušilica, jedina razlika je u veličini. Za neke zadatke ovaj skup nije dovoljan; potrebno je odabrati druge vrste bušilica.
Spirala
Uvijalne bušilice koriste se pri radu s drvom. Promjer je 3–52 mm. Uzorci se proizvode sa šiljatim krajem. To osigurava stabilnost alata na izratku koji se obrađuje, isključuje klizanje. Konusna drška omogućuje vam označavanje točke bušenja.
Broj okretaja izravno ovisi o promjeru proizvoda, odnosno brzina bušenja je obrnuto proporcionalna promjeru bušilice.
Dakle, pri stvaranju rupa u mekom drvu pomoću bušilice promjera 14 mm, optimalni parametar bit će 1800 o / min, u slučaju tvrdog drva, način rada se prepolovi, na 900 o / min. Slijedeći pravilo, možete produžiti razdoblje rada.
Dugo
Moraju se uzeti u obzir dimenzije električnog alata. Bušilica promjera 10 milimetara može biti duga 45 cm i teška oko 3 kg. Obična bušilica za kućanstvo, opremljena takvom bušilicom, neće moći napraviti ni nekoliko okreta. Ova vrsta bušilice najbolje se instalira na električnu bušilicu / miješalicu koja radi pri malim brzinama.
Što je bušilica tanja, to je kraća i manje težine. Dugi i tanki će se pri radu slomiti.









Vijak
Vijci ili svrdla proizvodi se buše u drvo protiv rasta vlakana. Promjer i duljina su u izravnom omjeru. Dakle, najmanja bušilica u nizu promjera 10 mm ima duljinu 400 mm. Uvrnuta bušilica promjera 50 mm u duljinu doseže 1100 mm. Na kraju proizvoda nalazi se vijak s finim navojem. Dio dobro radi uklanjanje čipsa.
Bušilica Lewis, koja ima zmijoliku konfiguraciju, promjera 10–60 mm, pripada istoj kategoriji.
Tablica prikazuje cijene rotacijskih bušilica.
|
Marka |
Promjer |
Duljina, mm |
Težina, kg |
Cijena, rub |
|
Sturm |
12 mm |
230 |
0,135 |
120 |
|
Nammer |
20 mm |
460 |
0,480 |
672 |
|
Haisser |
25 mm |
460 |
0,580 |
758 |
|
Pqtools |
30 mm |
230 |
0,520 |
520 |
|
Sidro |
35 mm |
460 |
1,2 |
801 |
|
Bizon |
40 mm |
600 |
1,28 |
2114 |
Postoje dugačke bušilice s ručkama za bušenje dubokih rupa. Ručni uređaj omogućuje vam prodiranje u materijal koliko god je potrebno.









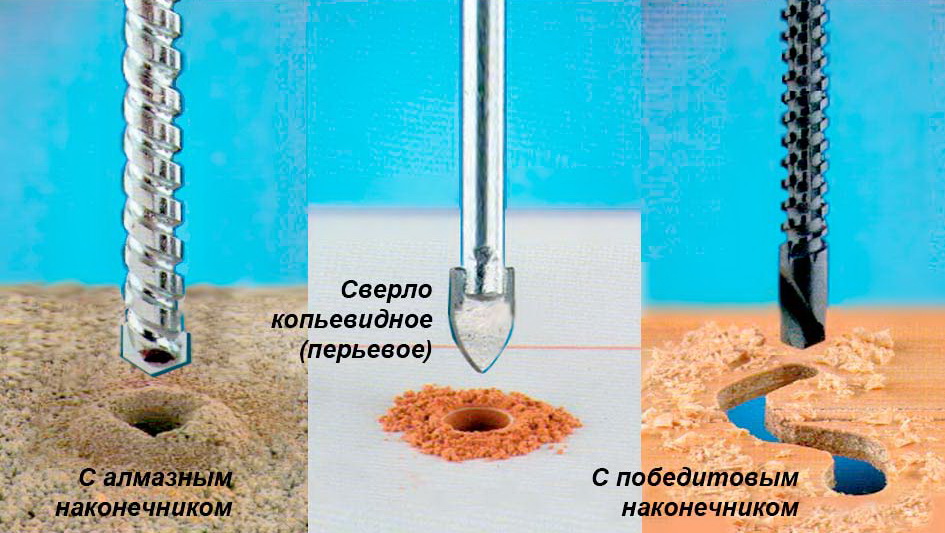
Pero
Bušilice s olovkom omogućuju stvaranje velike rupe bez potrebe za posebnim alatom. Bušilica ne predviđa evakuaciju strugotine, kao što je slučaj sa spiralnim i vijčanim uzorcima. To je problem pri stvaranju dubokih rupa. Alat se koristi za bušenje drvenih komada, iverice debljine najviše 20 cm. Ako je potrebno, možete koristiti poseban produžni kabel.
Forstnerova bušilica
Forstner boraksi se koriste u proizvodnji namještaja.Omogućuju vam da napravite slijepu rupu s apsolutno ravnim dnom. Postoje različiti promjeri. Analog ovog elementa za bušenje je balerina, koja se sastoji od svrdla za centriranje i bočnih sjekutića. Model ima uređaj koji vam omogućuje postavljanje potrebnog promjera buduće rupe.
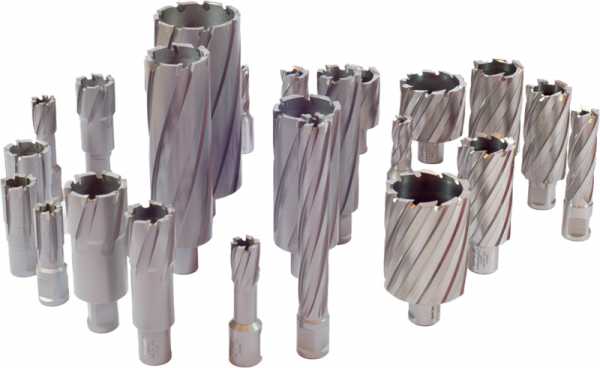
Prsten
Prstenaste bušilice ili krunice omogućuju obradu različitih materijala (ovisno o prskanju), koriste se u građevinarstvu, popravcima, rupama za piljenje velikog promjera.
Izgled krunskih bušotina nalikuje prstenu s oštrim zubima smještenim na rubu.
Tu su i glodalice, termiti. Omogućuju u procesu rada obavljanje glodanja - pomaka u određenom smjeru. To je zbog njihovog dizajna. Usmjerivač se može koristiti za rad s drvenim, plastičnim, gipsanim pločama.
Upuštanje
Upuštanje se koristi kada je potrebno sakriti poklopce pričvršćivača, osigurati rupe za potvrde namještaja. Udubljenje određene veličine odabire se sa upuštanjem. U većini slučajeva, jedinica za bušenje opremljena je izmjenjivom središnjom bušilicom od 4 mm učvršćenom steznim vijkom. Dizajn s upuštanjem može se dodatno opremiti graničnikom dubine.
Fleksibilno
Fleksibilna bušilica - fleksibilna osovina, čiji je jedan kraj pričvršćen u steznu glavu električnog alata, a drugi služi kao sjedalo za rezač i druge elemente za bušenje. Mlaznica vam omogućuje da dođete do nepristupačnih mjesta.
Dizajn i geometrija bušilice
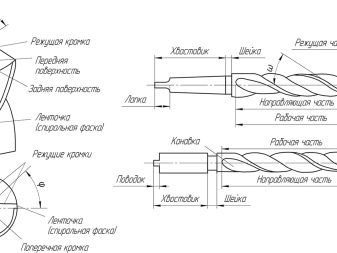
Svaka bušilica, bez obzira na svoju namjenu i značajke dizajna, sastoji se od dvije glavne komponente: drške i radnog dijela. Prvi služi za prijenos rotacije s pogona na alat ili učvršćivanje u nepomičnom stanju (na tokarilicama). Radni dio sastoji se od niza elemenata koji izravno podržavaju proces bušenja. Geometrija bušilice ovisi o karakteristikama bušenja za koje je namijenjena, kao i o materijalu obratka koji se obrađuje (različiti metali, drvo, plastika, kompoziti, keramika).
Kao primjer uzeli smo jednu od najčešćih vrsta takvog alata u industriji: zavojnu bušilicu za obradu metala s konusnom drškom (vidi crtež dolje). Svi kutovi bušilice prikazani na slici služe za opće obrade metala. S lijeve strane je bočni prikaz, a s desne strane - sa strane radnog kraja (uvećano).
- Shank. Služi za stezanje alata u vretenu stroja ili steznoj glavi. Prilikom bušenja metala na tokarilicama, on se nepomično učvršćuje u konusu stražnjice.
- Radni dio. Formira cilindričnu rupu (ili udubljenje). Sastoji se od reznog dijela, čija je duljina za takve bušilice za metal obično polovica njihovog promjera, i vodilice s utorima za odvod strugotine.
- Morzeov konus. Za ugradnju u vretena i stražnjicu alatnih strojeva koristi se alat sa konusnom drškom, a za stezanje u stezne i stezne glave - cilindričnim.
- Noga. Ti su konstrukcijski elementi prisutni samo na konusnim drškama i dizajnirani su za izbacivanje alata iz vretena ili sjenice.
- Vrat. Omogućuje prikladan pristup i izvlačenje brusnog alata pri obradi spiralnih utora. Ne obavlja nikakve radne funkcije, stoga se na njega obično nanose oznake bušilice (utisnute izravno na metal).
- Dio vodiča. Također se naziva mjerač. Naslonjen na stijenke rupe izbušene u metalu, vodi alat duž svoje osi. Uključuje spiralne rebraste površine i utore za evakuaciju strugotine.
- Kut nagiba spiralne površine. Za obradu metala to je 18 ÷ 30 °.
- Utor za uklanjanje strugotine. Brzina uklanjanja strugotine ovisi o njezinoj širini, nagibu i kvaliteti površine.
- Promjer rezanja. Jednaka udaljenosti između vanjskih rubova reznih rubova.
- Sječivo.Ovo je oštar rub između prednje površine (utor za strugotine) i stražnje površine koju treba izoštriti.
- Glavni kut na vrhu. Kut između reznih rubova ima značajan utjecaj na proces rezanja i čvrstoću alata za bušenje. Za metalne radove njegova standardna vrijednost je 116 ÷ 118 °.
- Stražnja površina. Kako bi se smanjilo trenje u zoni rezanja, bok se izoštrava pod kutom prema reznom rubu. Za bušenje metala njegova vrijednost u blizini trake trebala bi biti 8 ÷ 12 °.
- Džemper. Strukturni dio zajednički za obje stražnje površine.
- Poprečni rezni rub. Oštri rub na nadvratniku koji odvaja stražnje površine. Uz pravilno oštrenje, geometrijsko središte reznog dijela nalazi se u njegovoj sredini, što bi se trebalo podudarati s osi alata.
- Vrpca. Dvije trake blago strše iznad spiralnih površina koje kalibriraju rupu i smanjuju trenje o stijenke.
Opći raspored drugih vrsta svrdla za metal sličan je ovome, iako se, ovisno o njihovoj namjeni, mogu razlikovati u dizajnu reznog dijela i utora za kontrolu strugotine.