1 Značajke nehrđajućeg čelika i izbor bušilice
Nehrđajući čelik naširoko se koristi u kućanstvu i industriji. To je visokokvalitetna metalna legura otporna na koroziju i utjecaje različitih agresivnih okolina. U svakodnevnom životu ovaj se materijal često koristi za izradu vodovodnih instalacija, radnih ploča, cijevi itd. U procesu popravka ili izgradnje ponekad postaje potrebno izbušiti određeni dio izrađen od ovog metala.

Važna nijansa pri bušenju nehrđajućeg čelika, uz ispravan odabir rashladnih sredstava i tehnologiju rada, je visokokvalitetna bušilica. Mnogi stručnjaci i dalje preferiraju provjerene vremenom i vrlo izdržljive verzije kobalta (CO-5), koje su također prikladne za izradu rupa u metalima otpornim na toplinu ili lijevanom željezu bez potrebe za predcentriranjem.

Ovi su modeli prethodno izrađivani na bazi čeličnih legura s 5% kobalta u njihovom sastavu ili od čelika visoke čvrstoće tipa R-18 s dodatkom ovog kemijskog elementa. Danas ih je teško pronaći na tržištu građevinskog materijala, onih vrsta koje su odgovarale sovjetskim standardima GOST -a 10902-77, budući da se praktički ne proizvode u industrijskom volumenu.

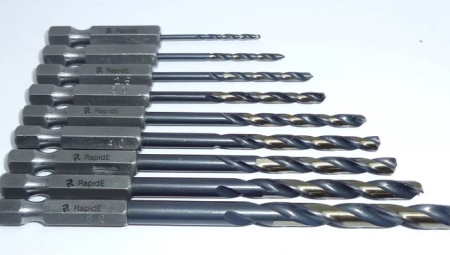
Najčešće većina domaćih proizvođača jednostavno prekriva dijelove "zlatnim" slojem kobalta, ali istodobno je u radnom komadu minimalno ili ga uopće nema. Ova tehnologija poboljšava klizne parametre, ali ne dodaje nikakvu snagu štapu.

Na tržištu postoje analozi "pravih" verzija kobalta inozemne proizvodnje, čije karakteristike odgovaraju standardima DIN - 338 ili 336, a oznaka sadrži kraticu HSS -C ili jednostavno NHSS. Ove vrste bušilica također su izrađene od čelika visoke čvrstoće s obveznim sadržajem od najmanje 5% kobalta u sastavu legure (među proizvođačima vrijedi istaknuti takve tvrtke kao što su Bosch; Ruko; Gross; Hagwert; Hilti itd.)

Njihova je prednost visoka tvrdoća materijala od kojeg su izrađeni i posebno tup kut oštrenja vrha, što ih čini pogodnima za rad sa svim vrstama "teških" metala. Jedini nedostatak može biti cijena, koja je osjetno veća od one kod konvencionalnih standardnih bušilica.
Čelične krunice i konusne bušilice za nehrđajući čelik
Osim opcija kobalta različitih promjera i čvrstoća za nehrđajući čelik, koriste se i druge bušilice od metalnih legura visoke tvrdoće s najoštrijim oštrenjem za guste materijale, koje se u pravilu izrađuju samo na jednoj strani rezanja. Izbor bušilice i radnog alata ovisi o stupnju nehrđajućeg čelika, debljini obratka koji se obrađuje i odabranom tehnološkom postupku.




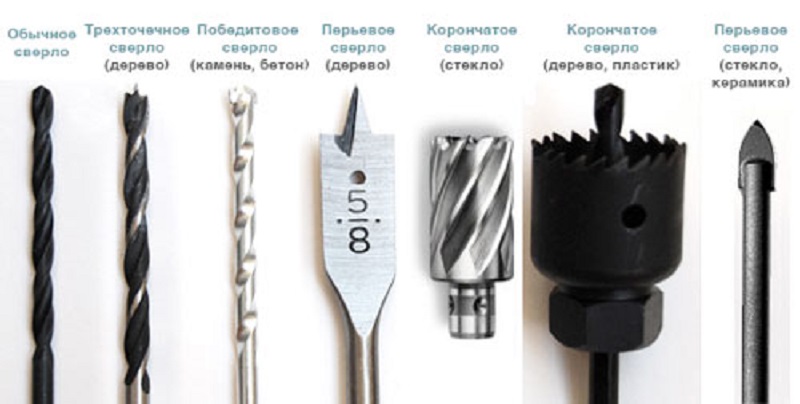





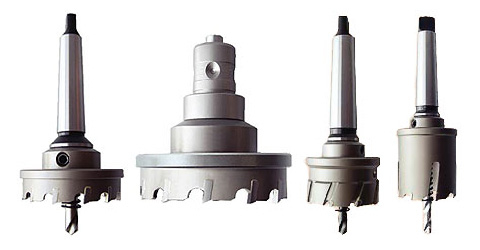
Ako je potrebno napraviti veliku rupu (promjera 14 mm i više.), Upotrijebite posebne prstenaste bušilice ili krunice. Imaju dodatnu opremu za stezanje, steznu glavu i glavu za bušenje u različitim veličinama, koje prema tablicama odgovaraju inčnim i metričkim standardima za cijevi i druge popularne proizvode od nehrđajućeg čelika.
Uz male pokazatelje debljine (1-2 mm), nehrđajući čelik možete izbušiti jednostavnom bušilicom za čelik, ali samo ako je njegov rezni dio naoštren pod kutom od 120 stupnjeva. U tom slučaju električni alat je podešen na najmanju moguću brzinu (100 o / min) kako bi se spriječio lom rezača, kao i pregrijavanje i kvar samog alata.

Za bušenje obrade lima, hrane i posebno tankog nehrđajućeg čelika (manje od 0,9 mm) koriste se posebne stupnjevite ili konusne bušilice za metal. Njihova posebnost leži u činjenici da je radni dio dijela izrađen u obliku spirale s prstenastim prijelazima različitih promjera.
To vam omogućuje da točno odredite tijekom bušenja koja je rupa napravljena u određenoj fazi rada. U takvim slučajevima (s vrlo malom debljinom) ove vrste mogu zamijeniti cijeli niz dijelova za nehrđajući čelik, uključujući okrugle krunice i konvencionalne bušilice s različitim vrstama oštrenja.
Koju bušilicu je najbolje koristiti
- Bilo koji instrument s kobaltom u leguri. Što je veći postotak ove komponente, to bolje. Proizvodi od kobalta razlikuju se od običnih u žućkastoj nijansi. Nemojte miješati leguru kobalta s nanošenjem ovog metala samo na vanjski dio bušilice galvaniziranjem. U potonjem slučaju neće biti moguće bušiti nehrđajući čelik.
- Skupo specijalizirano oruđe. Ove pobjedničke bušilice mogu bušiti nehrđajući čelik, ne samo beton. Imaju određeni kut oštrenja.
- Za tanki nehrđajući čelik možete upotrijebiti bušilicu za keramičke pločice u obliku pera. Ovo nije najbolja opcija, ali pomoći će vam da jednom probušite obradak.
Primjena bušilice za kobalt
Od starih sovjetskih bušilica od nehrđajućeg čelika, najprikladniji alat bit će marka P6M5K5. Ova vrsta alata sadrži do 5% kobalta u sastavu legure. Zbog tog elementa alat dobiva visoku čvrstoću, a temperatura zagrijavanja može doseći 135 stupnjeva Celzijusa, što ne povlači za sobom uništavanje materijala. Proizvodi ove kvalitete mogu se naći samo na tržištima na kojima se prodaje stara sovjetska oprema, pa čak i tada ne uvijek. Alternativa bušilici za kobalt domaće proizvodnje je strani analog pod markom HSS-Co.

Trikovi za bušenje od nehrđajućeg čelika
Kao što možete vidjeti iz članka, postupak bušenja nehrđajućeg čelika prilično je naporan i zahtijeva određene vještine i obuku.
Pripremili smo nekoliko korisnih savjeta o tome kako bušiti nehrđajući čelik:
- Metalne strugotine tijekom bušenja trebaju biti dugačke i izlaziti u ravnomjernim dijelovima, dok male tamne strugotine ukazuju na to da brzina rotacije nije pravilno odabrana, a rezni rubovi bušilice su pregrijani.
- Ako pri ruci nema pripremljenog maziva, možete upotrijebiti obično biljno ili maslinovo ulje, a savršena je i svinjska mast ili mast.
- Za rad s nehrđajućim čelikom od tankog lima možete upotrijebiti posebnu bušilicu za porculansko posuđe.
- Postupak bušenja poželjno je izvesti pri niskoj učestalosti vrtnje reznog alata, a ako bušilica nema funkciju reguliranja rotacije, bušenje izvedite kratkotrajnim uključivanjem i isključivanjem 2-3 sekunde.
- Ako nemate bušilicu za kobalt, možete upotrijebiti pobjednički alat od 135 stupnjeva.
- Prije početka procesa bušenja, radni komad treba pričvrstiti vijkom kako bi se lakše centriralo svrdlo.
- Prilikom bušenja obratka povećane debljine moguće je prethodno zagrijati mjesto obrade pomoću plinske plamenice; tijekom hlađenja zagrijavanje se može povremeno ponavljati.
- Prilikom obrade tankih dijelova od nehrđajućeg čelika (do 1 milimetra) možete upotrijebiti visokokvalitetnu bušilicu za perje, kako iskustvo pokazuje, rupe su ravne i točnih dimenzija.
Što su oni?
Prema materijalima od kojih su izrađene bušilice razlikuje se nekoliko klasa proizvoda.
- Svrdla za alatne čelike s rubom ojačanim pločom visoke tvrdoće. Glavna razlika je niska cijena.
- Bušilice za metal s dodacima kobalta ili čistim kobaltom.Najprikladniji za bušenje u slitinama tvrdih metala jer podnose visoke temperature i velika opterećenja.
- Alati od titana po snazi su slični onima od kobalta. Idealno za rad s raznim čelicima i legurama. Oni mogu dugo zadržati izvorno oštrenje.
- HSS bušilice dobro obavljaju svoje funkcije i odlikuju se prihvatljivom cijenom. Međutim, treba imati na umu da ih oštrenje brzo napušta. Pogotovo ako su prekoračene radne temperature.


Prilikom odabira bušilica također je važno uzeti u obzir da postoje različiti modeli koji se razlikuju po svom obliku. Klasičnim se tipom smatraju stepenaste bušilice cilindričnog oblika.
Najčešće se koriste za bušenje rupa u metalnim pločama. U pravilu se za njihovu proizvodnju koristi čelik s oznakom HSS, koji ima povećanu čvrstoću i izdržljivost.
Klasičnim se tipom smatraju koračne bušilice cilindričnog oblika. Najčešće se koriste za bušenje rupa u metalnim pločama. U pravilu se za njihovu proizvodnju koristi čelik s oznakom HSS, koji ima povećanu čvrstoću i izdržljivost.














Bušilice su također podijeljene po boji jer vam omogućuje da odredite koje su kvalitete, od čega se sastoje.
- Siva - znači da bušilice za metal nisu ni na koji način obrađene. Ovi su alati često za jednokratnu upotrebu.
- Crna boja dobiva se ako je metal obrađen parom na visokoj temperaturi. To daje proizvodima veću čvrstoću, omogućuje im da se dobro nose s cikličkim zagrijavanjem i hlađenjem, a također zadržava izvorno oštrenje dugo vremena.
- Svrdla tamno zlatne boje kaljena su (normalizirana), što povećava njihovu snagu smanjenjem unutarnjih naprezanja. Ovi su alati prikladni za bušenje vrlo jakih metala i karbida.
- Svijetla zlatna boja ukazuje na dodavanje titana metalu. Takve bušilice u potpunosti su u skladu s njihovom visokom cijenom i izvrsno rade čak i sa vrlo složenim zadacima.

Po duljini bušilice uobičajeno je podijeliti u 3 vrste.
- Svrdla duljine 56 do 254 mm nazivaju se dugačka. Promjer im je obično između 1 i 20 mm.
- Produženi mogu biti promjera od 0,3 do 20 mm. Štoviše, njihova minimalna duljina je 19 mm, a maksimalna 205 mm.
- Duljina kratkih alata varira od 20-131 mm, a promjer je potpuno sličan promjeru produženih.

1 Bušenje u nehrđajućem čeliku - odabir maziva
Mnogi kućni majstori, navikli raditi sve u svakodnevnom životu vlastitim rukama, vrlo su iznenađeni kada ne mogu izbušiti rupu u "nehrđajućem čeliku" uobičajenom bušilicom. Takav se čelik razlikuje od ostalih metala po visokoj žilavosti pa se bušilica zagrijava gotovo odmah čim osoba počne obrađivati proizvod izrađen od nehrđajuće legure.
To znači da operacija može biti uspješna samo ako se brinete za kvalitetno hlađenje alata za bušenje.

Za hlađenje uređaja koji se koristi za bušenje rupa u "nehrđajućem čeliku" obično se koristi poseban sastav maziva koji se sastoji od sumpora i strojnog ulja. Sumpor se može koristiti i koloidno i posebno za fumigaciju. U trgovinama gvožđa potonji se prodaje upravo pod imenom "za fumigaciju" (ponekad se može nazvati i "boja sumpora"). Obično je dopušteno koristiti bez ikakvih dodatnih priprema. Ako ste kupili velike količine sumpora, najprije ga temeljito sameljite, a tek zatim pomiješajte s strojnim uljem.
Bušenje rupa u konstrukcijama od nehrđajućeg čelika bit će mnogo puta učinkovitije ako se koristi rashladna smjesa na bazi masnih kiselina i istog sumpora. Ove kiseline ne morate nigdje kupiti, napravite ih sami.Da biste to učinili, uzmite najjeftiniji sapun za rublje, sameljite ga, a zatim dobivenu smjesu ulijte u vruću vodu. Ovom sastavu dodaje se solna tehnička kiselina i čekaju da masne kiseline koje su nam potrebne počnu isplivati na površinu.

Čim se kiseline podignu, potrebno je uliti hladnu vodu u posudu u kojoj se izvodi operacija (ne trebate je sažaljevati, što više ulijevate, to bolje). Kao rezultat toga, masne kiseline će se početi učvršćivati te se mogu ukloniti s površine tekućine bez najmanjih poteškoća. Proces sondiranja izolacije potrebnih spojeva (sapun u vrućoj vodi - hlađenje - uklanjanje kiselina) može se ponoviti nekoliko puta (3-5).
Miješanje masnih spojeva s koloidnim ili "fumigacijskim" sumporom provodi se u omjeru šest prema jedan. Odnosno, u jedan dio sumpora mora se dodati šest dijelova kiselina. Profesionalci uvjeravaju da takvim rashladnim spojem neće biti teško izbušiti "nehrđajući čelik" bilo koje debljine (ako se, naravno, pridržavate drugih preporuka, o kojima ćemo govoriti u nastavku).
3 Pravila i savjeti za bušenje kod kuće
Kako bi rupa postala glatka i kvalitetna, koristi se nekoliko jednostavnih pravila koja vam omogućuju da kvalitetno izvodite radove na nehrđajućem čeliku, naime:
Prilikom bušenja dijelova koji se nalaze u vodoravnoj ravnini, bušilica se gura kroz gumenu podlošku ili neki drugi materijal odgovarajuće veličine i svojstava (na primjer, plastični čep), koji se zatim napuni rashladnom masom i instalira izravno iznad mjesta potrebnog reza. Ili je područje dodatno poprskano univerzalnim metalnim proizvodima u obliku aerosola.











Za okomite površine možete upotrijebiti parafinsku kuglu koja je dobro mazivo. Kako bi se olakšao rad u bilo kojoj ravnini, stručnjaci preporučuju izradu preliminarnih oznaka (aksijalni rizici) ili poseban predložak s već označenim konturama.

Bez obzira na vrstu dijela, debljinu i druge parametre, električni alat ili stroj za kućanstvo podešava se podešavanjem minimalnog pomaka u smislu okretaja (100-450 o / min). To će vam omogućiti ravnomjerno i točno bušenje. Pokazatelj ispravno odabrane brzine su duge i jednolike metalne strugotine koje nastaju tijekom rada.

Kad je debljina čeličnog proizvoda veća od 7 milimetara, postupak se izvodi u nekoliko tehnoloških ciklusa. Prvo se odgovarajućom bušilicom (na primjer, 4-5 mm) napravi preliminarna rupa malog promjera, a zatim se pažljivo izbuši do potrebnih parametara. To vam omogućuje da dobijete ujednačene i uredne rubove, što je posebno važno pri radu s hranom ili sanitarnim cijevima od nehrđajućeg čelika.

Bušenje nehrđajućeg čelika kod kuće nije teško ako imate teorijske i praktične ideje o tome te odaberete pouzdane električne alate i skup kvalitetnih bušilica. Ne zaboravite na stalno hlađenje metala, sigurnosne mjere i tehnološke pauze.
Pravila odabira
Ako se kupi alat od kobalta kako bi se s njim izbušilo samo nekoliko rupa, tada se možete odlučiti za ekonomičnije opcije. Za čestu i intenzivnu uporabu, preporučljivo je odabrati skuplje proizvode provjerenih proizvođača koji mogu trajati dugo bez gubitka izvornih karakteristika.
Najkvalitetnije i najpouzdanije bušilice za kobalt uključuju alate koje su proizvela poduzeća iz bivšeg Sovjetskog Saveza. Sve je teže svake godine nabaviti takve bušilice, što se može prepoznati po oznaci P6M5K5.Stručnjaci, koji se često suočavaju sa potrebom bušenja nehrđajućeg čelika, dobro su upoznati s karakteristikama kvalitete takvog alata i nikada neće propustiti priliku za kupnju.
Bušilica od legure R6M5K5 - provjerena kvalitetom
Ako govorimo o bušilicama od kobalta modernih proizvođača, tada su najkvalitetniji i najpouzdaniji alati proizvedeni pod robnim markama Bosch i Ruco.
Prilikom odabira takvih alata prije svega morate obratiti pozornost na njihovo označavanje, pomoću kojeg možete odrediti koliko kobalta sadrži kemijski sastav materijala za izradu. Dakle, oznaka P6M5K5 ili HSSCo5 (prema inozemnoj klasifikaciji DIN 338R), primijenjena na dršku, pokazuje da materijal za bušenje sadrži 5% kobalta
Treba imati na umu da u materijalu za izradu alata koji pripada kategoriji kobalta ovaj element mora sadržavati najmanje 4%.
Označavanje bušilice od kobalta
Za stvaranje visokokvalitetne rupe važno je ne samo odabrati pravi alat od kobalta, već i znati bušiti nehrđajući čelik s njim. Kako bi se poboljšala točnost takve tehnološke operacije, kao i smanjila stopa trošenja korištene bušilice za kobalt, treba je bušiti s njom pri malim brzinama.
Osim toga, mora se imati na umu da takva bušilica ne treba često hlađenje tijekom uporabe. Štoviše, ako bušilicu s kobaltom podvrgnete čestom hlađenju, ona će se mnogo brže pogoršati.










Bušenje sudopera

Često se postavlja pitanje kako izbušiti rupu u sudoperu od nehrđajućeg čelika
Važno je shvatiti da se sudoper prvo mora demontirati kako se ne bi oštetili vodovodni elementi i noćni ormarić. Tada se sudoper mora postaviti na ravnu vodoravnu površinu.
Zatim se označava mjesto buduće rupe i vrši se njeno probijanje. Ako je rupa namijenjena za ugradnju mješalice i ima veliki promjer, onda je bolje upotrijebiti konusnu stupastu bušilicu, jer je metal tijela sudopera tankih stjenki.
Ako sumnjate kako bušiti nehrđajući čelik bušilicom, onda nema gore navedenih značajki iz gore opisane tehnologije. Glavna stvar je koristiti odgovarajuću bušilicu i osigurati da je dobro centrirana. Upotrijebite bušilicu s podesivom brzinom, postavite okretni moment u položaj blizu maksimalnog. Ručna bušilica može pomoći u izradi rupa promjera do 10 do 12 milimetara.