Koje su vrste

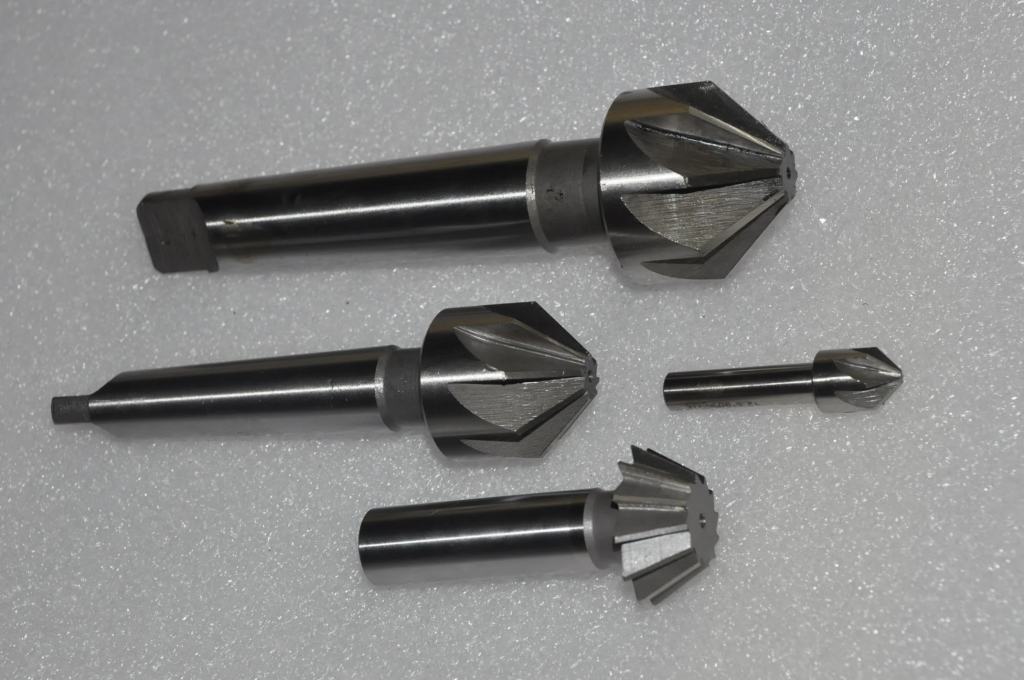
Na tržištu postoji mnogo uputa, neiskusni korisnik možda neće razumjeti zašto je toliko potrebno, ali svaka vrsta ima svoju svrhu i posebnost u radu. Neki su prikladni za povećanje promjera rupe, a neki će biti najučinkovitiji u radu s završnim dijelom dijela. Najčešće se pri radu s drvom koristi osnovni set mlaznica:
cilindričan;
jednodijelni konusni,
jednodijelna ljuska.
Svaki upuštač za drvo dizajnirane za rad odgovarajućih rupa, navedenih u naslovu. No, u nekim slučajevima, u posebno mukotrpnim situacijama, možete pribjeći upotrebi mlaznice na produženom trnu. Takav alat ima posebne noge koje režu kraj istodobno s postupkom upuštanja. Stoga je najbolje kupiti set u kojem će biti nekoliko modela odjednom prema vrsti i veličini, bit će isplativije i učinkovitije.
Hlađenje i podmazivanje bušilica od tvrdog metala
Kao što je gore spomenuto, kako bi obrada karbidnim svrdlima bila učinkovitija, potrebno je osigurati unutarnje hlađenje alata. Prilikom uporabe takvih bušilica moguće je ne koristiti rashladno mazivo u slučajevima kada dubina rupe koja se stvara ne prelazi jedan promjer alata.
Na kvalitetu rupe koju treba napraviti, kao i na brzinu bušenja, ne utječe samo količina rashladne tekućine koja se dovodi u unutarnju šupljinu bušilice (ne manje od 12–15 l / min), već i količina pritiska (ne manje od 12-15 atm). Tekućina za podmazivanje koja se dovodi u zonu prerade u takvoj količini i s takvim tlakom ne osigurava samo intenzivno hlađenje alata, već i učinkovito uklanjanje strugotine i ostalog otpada iz bušenja.

Bušenje s vanjskim dovodom rashladne tekućine
Pregled vrsta
U trgovinama hardvera kupci će moći pronaći ogroman broj modela takvih alata s tim nastavcima. To uključuje sljedeće uzorke:
- stožasti jednodijelni;
- montiran jednodijelni;
- cilindričan.
Svaki od njih koristi se ovisno o tome kakvu rupu želite napraviti u drvenoj konstrukciji. Za posebno naporan rad možete upotrijebiti takvu malo izduženu mlaznicu. Posljednja opcija ima male noge dizajnirane za podrezivanje krajeva proizvoda. Najbolja opcija za korisnike bila bi kupnja cijelog seta s nekoliko vrsta takvih alata.
Cilindrične vrste bušilica u pravilu su tijekom proizvodnog procesa prekrivene posebnim slojem, što značajno povećava razinu otpornosti proizvoda na habanje i njegovu trajnost. Broj dijelova za rezanje može varirati od 4 do 10. Izvana je dizajn sličan uobičajenoj standardnoj bušilici.
Osim toga, na kraju cilindričnih modela postavljen je poseban zatik. Ovaj je element dizajniran za fiksiranje položaja samog alata tijekom rada. Takvi su proizvodi opremljeni graničnicima, mogu se ukloniti ili djelovati kao dio cijele strukture.
Modeli s odvojivim graničnikom dubine bušenja smatraju se najpraktičnijima. Predlažu mogućnost ugradnje dodatnog nastavka za rezanje.








Odvojive inačice pričvršćene su na samu konstrukciju pomoću malih skrivenih vijaka. Ovi graničnici ponekad su pričvršćeni šesterokutnim ključem.
Ako je potrebno napraviti nekoliko rupa odjednom na jednom drvenom proizvodu, dok moraju imati istu dubinu, onda je bolje koristiti takve bušilice koje će biti opremljene posebnim držačima s pomičnim ili fiksnim graničnicima za bušenje.
Montirani model konusne bušilice struktura je koja radi pod određenim kutom, čija će vrijednost ovisiti o namjeni ovog modela. Kut može biti između 60 i 120 stupnjeva. Broj reznih elemenata može biti od 6 do 12 komada.
Svrdlo za masu također izgleda poput konvencionalnog vijka. Najčešće se koristi posebno za obradu rupa napravljenih u drvetu.
Za izradu uputa mogu se koristiti različiti materijali. Najčešće u trgovinama možete vidjeti takve građevinske elemente izrađene od različitih vrsta čelika. Dakle, mogu se izrađivati od baze alata, legure, ugljika, brzih ili karbidnih čelika.
Ako vam je potrebna bušilica za obradu različitih metalnih proizvoda, tada modeli od karbida mogu postati najbolja opcija, jer se upravo ta sorta razlikuje od svih ostalih posebnom otpornošću na stalna opterećenja.
Također upuštači za obradu drveta mogu se razlikovati po promjeru rupa za obradu. Sljedeće se opcije smatraju najčešćim:
- standardni modeli - promjer će biti od 0,5 do 1,5 mm;
- modeli za rupe promjera 0,5 do 6 mm - takvi se uzorci mogu proizvesti sa sigurnosnim uređajem koji će vam omogućiti kontrolu dubine bušenja;
- proizvodi za rupe od 8 do 12 mm - ova skupina, u pravilu, uključuje posebne bušilice za upuštanje s drškom.
Pravila metalnog upuštanja
Kod kuće, za upuštanje udubljenja (na primjer, za glave vijaka ili za promjenu promjera rupe na veću stranu), prikladna je i jednostavna bušilica učvršćena na električnu ili čak ručnu bušilicu. U proizvodnom opsegu, upuštanje je operacija koja zahtijeva znatnu snagu i preciznost korištene opreme. Zato u proizvodnim uvjetima za izvođenje upuštanja, kao, zapravo, upuštači, koriste opremu:
- okretanje (najčešće);
- bušenje (ne rjeđe);
- dosadno (često kao jedna od sekundarnih operacija);
- agregat (kao sekundarna operacija automatizirane linije);
- okomito ili vodoravno glodanje (rijetko).
U procesu obrade rupe dobivene u proizvodu tijekom lijevanja, preporučljivo je prvo je probušiti rezačem dubine oko 5-10 milimetara kako bi upuštenik uzeo ispravan početni smjer.
Pri preradi čeličnih proizvoda preporučuje se uporaba tekućina za rezanje. Postupak upuštanja lijevanog željeza i obojenih metala ne zahtijeva hlađenje. Točan odabir alata za rezanje metala koji se koristi i za upuštanje i za upuštanje vrlo je važan korak.










Da biste to učinili, obratite pozornost na određene čimbenike:
- Vrsta alata odabire se ovisno o materijalu dijela, prirodi obrade koja se provodi. Mjesto rupe, serijalnost izvedenih procesa također treba uzeti u obzir.
- Na temelju navedene dubine, promjera, potrebne točnosti obrade, odabire se veličina alata za upuštanje i upuštanje.
- Dizajn upuštača i upuštača određen je načinom pričvršćivanja alata na stroj.
- Materijal alata za izvođenje upuštanja ili upuštanja ovisi o materijalu obratka (na primjer, postoje upuštači posebno za obradu drveta), intenzitetu načina rada i nekim drugim čimbenicima.

Upuštanje na CNC stroju za okomito bušenje
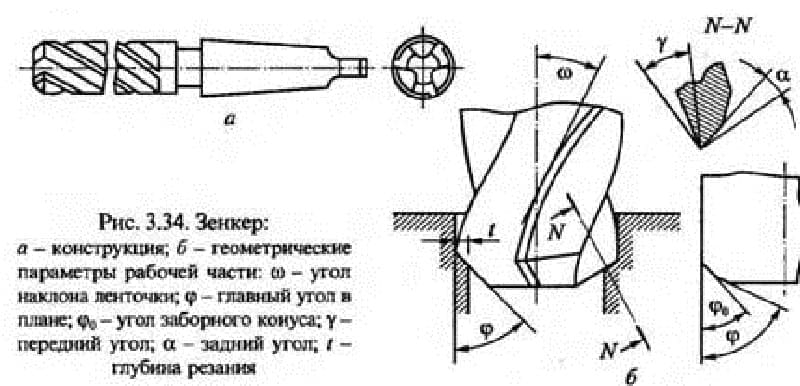
Zenker je odabran prema referentnim knjigama ili se vodi prema takvom regulatornom dokumentu kao što je GOST 12489-71. Alat mora ispunjavati određene tehničke uvjete uporabe, koji su također propisani GOST 12489-71.
- Proizvodi od konstrukcijskog čelika s rupama promjera do 40 milimetara obrađuju se upuštanjem od brzog čelika promjera 10-40 milimetara, odnosno 3-4 zuba.
- Za proizvode izrađene od strojih strojeva i za bušenje koristi se alat s pločama od tvrde legure promjera 14-50 milimetara i s 3-4 zuba.
- U proizvodima od konstrukcijskog čelika rupe promjera do 80 milimetara probušene su čeličnim upuštanjem za velike brzine pomoću pričvrsnih glava promjera 32–80 milimetara.
- U proizvodima od obojenih metala i lijevanog željeza upotrijebljeno pero se koristi za bušenje slijepih rupa.
- Slijepe rupe promjera 15-25 milimetara obrađuju se posebnim alatom za upuštanje, u čijem tijelu postoji kanal kroz koji se tekućina za rezanje dovodi u zonu rezanja.
Preduvjet za upuštanje u rad je poštivanje dodataka. Promjer odabranog alata trebao bi na kraju odgovarati konačnom promjeru rupe nakon obrade. Kad se planira ponovno razvrtanje rupe nakon upuštanja, promjer alata se smanjuje za 0,15-0,3 milimetra. Ako se planira grubo bušenje ili bušenje za upuštanje, potrebno je ostaviti dopuštenje sa strane od 0,5 do 2 milimetra.
Razlika između upuštanja i povezanih operacija
Upuštanje je slično rupi za razvrtanje, rezni rubovi alata uklanjaju višak materijala sa stijenke, smanjuju hrapavost i povećavaju promjer. Ovo je poluzavršna operacija, što znači da slijedi još jedan korak obrade. Raspoređivanje je završni postupak. Tijekom upuštanja, otklanjaju se nedostaci bušenja, bušenja i lijevanja. Pritom možete malo prilagoditi poravnanje, postići bolje poravnanje za buduću vezu. Točnost se može povećati na 5, a ponekad čak i na 4. razred.
Prilikom postavljanja načina rezanja imajte na umu da je debljina metala uklonjenog tijekom upuštanja jednaka polovici dopuštenja za zadani promjer rupe. U usporedbi sa bušenjem, hranjenje se može povećati za 1,5-2 puta, a brzina se može ostaviti ista. Specifični parametri rezanja izračunavaju se prema formulama danim u regulatornoj literaturi.
Budući da upuštenik ima veću krutost u odnosu na bušilicu, zbog povećanog broja oštrih izbočina povećava se točnost smjera kretanja, kao i kvaliteta obrade, glatkoća i čistoća površine. Za usporedbu, bušenje daje hrapavost 20 µm i kvalitetu 11–12, upuštanje - hrapavost 2,5 µm, kvalitetu 9–11, a ponovno razrađivanje - hrapavost 0,25–1,25 µm i kvalitetu 6–9 . Kvaliteta je točnost izrade dijela, s povećanjem njegove vrijednosti, tolerancijama se povećava, a točnost smanjuje. Ako tehnološki postupak za obradu proizvoda zahtijeva i upuštanje i ponovno razvrtanje, tada se oni izrađuju u jednoj instalaciji i poravnavanju obratka na stroju.
Ova vrsta obrade stvara udubljenja za postavljanje učvršćivača u ravninu s površinom dijela. Osim košenja, upuštači se koriste za rezanje konusnih udubljenja. Druga će svrha biti čišćenje i obrada utora prije postavljanja pričvršćivača, to se radi pomoću ravnih ili krajnjih uputa, koji se također nazivaju protuubusi, što je kompetentnije.
Na tržištu su najčešće suženi sudoperi s radnim kutovima 90 ° i 120 °, koji stvaraju udubljenja za skrivanje glava vijaka i vijaka. U metaloprerađivačkoj industriji upuštači s ravnim vrhom također se koriste za čišćenje udubljenja za pričvršćivače. Ugradite upuštače u iste strojeve kao i drugi alat za obradu rupa za pričvršćivače.
Značajke upuštanja
Upuštanje je obrada rupa za stvaranje različitih geometrijskih udubljenja za skriveno postavljanje pričvršćivača. Također se koristi za unutarnje košenje. U te svrhe postoji poseban alat - upuštanje, koje imaju drugačiji oblik. Izbor upuštanja ovisi o željenom krajnjem rezultatu.









Glavne vrste uputa
-
Cilindrični upuštači. Koriste se za dobivanje cilindričnih utora u izbušenim rupama za vijke i vijke.
- Konusni upuštači.Koristi se za rezanje suženih rupa unutar dijela, kao i za čišćenje oštrih rubova, skošenje i pripremu udubljenja za pričvršćivače. Najčešće korišteni alati su kutovi konusa 90 ° i 120 °.
- Ravni ili krajnji sudoperi, također možete pronaći naziv protuuspuh. Uglavnom se koristi za čišćenje i obradu utora prije postavljanja pričvršćivača.
Upuštanje se sastoji od radnog dijela i drške s posebnim nosačem koji djeluje kao pojas za vođenje. Drška je potrebna za kontrolu poravnanja u procesu rezanja utora.
Kako odabrati pravu korak bušilicu?
Da biste odabrali pravu korak bušilicu, morate odlučiti u koje će se svrhe alat koristiti. Stoga je potrebno odrediti rupe koje dimenzije je potrebno izbušiti.
Posebno je važna vrijednost najmanjeg i najvećeg promjera koji se planira izvesti.
Također biste trebali odlučiti koji će se ručni alat ili stroj koristiti bušilica. To određuje vrstu drške koja bi trebala biti na bušilici. Stoga biste trebali pažljivo proučiti spojnicu stezne glave i jasno znati oblik i dimenzije drške. Ako drška ne odgovara postojećim konektorima, morat ćete zasebno kupiti poseban adapter.
Važno je odlučiti o proizvođaču i razini alata. Kao što je već napomenuto, stepenaste bušilice svijetle zlatne boje proizvedene su s primjesama kobalta i titana, s abrazivnim premazom i visoke tvrdoće.
Trajat će dulje i omogućit će vam rad s debelim valjanim proizvodima, nehrđajućim i legiranim čelicima.
Značajke dizajna alata
Bušilice s umetcima od tvrdog metala odlikuju se brojnim značajkama dizajna. Navedimo najvažnije.
- Radna duljina bušilice smanjena za 20–35% objašnjava se činjenicom da se njezino ponovno brušenje vrši samo na karbidnom umetku. Duljina ove vrste bušilice, ako se koristi zajedno sa šablonom, može biti jednaka duljini alata za velike brzine.
- Povećanje promjera jezgre svrdla prema dršci provodi se u rasponu od 1,4–1,8 mm za svakih 100 mm duljine, kao i kod alata za bušenje drugih kategorija.
- Kut nagiba spiralnog utora alata ovisi o tome koliko duboko je potrebno napraviti rupu.
- Na poprečnom rubu bušilice potrebno je izvesti oštrenje dimenzija 1,8–3,5 mm, što omogućuje smanjenje aksijalnih sila i smanjenje opterećenja tijela alata.
- Konusna drška, s kojom je svrdlo učvršćeno u vretenu stroja, mora biti precizno usklađena s dijelom za sjedenje, što će povećati krutost bušilice i smanjiti rizik od vibracijskih opterećenja koja mogu uzrokovati usitnjavanje umetka od tvrdog metala i čak i slomiti.
- Kako bi se povećala pouzdanost korištenja karbidnih bušilica za metal, često se u njihovom unutarnjem dijelu napravi rupa za dovod rashladnog maziva. To vam omogućuje smanjenje temperature rezanja, smanjenje intenziteta istrošenosti alata, kao i olakšavanje procesa uklanjanja strugotine iz zone obrade.

Uređaj za bušenje s uklonjivim pločama
Kako bi radni dio bušilice dobio potrebnu tvrdoću (56–62 jedinice na HRC ljestvici), alat se podvrgava toplinskoj obradi, koja se u pravilu izvodi istovremeno sa lemljenjem umetaka od tvrdog metala.
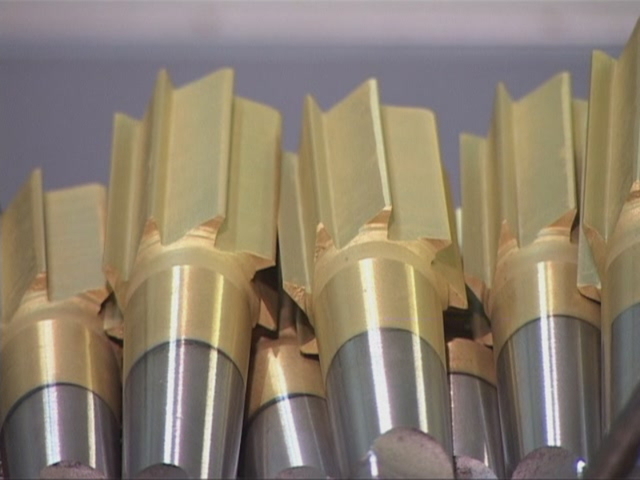
Visoke performanse obrade, kao i stabilnost bušilica ove kategorije osigurani su brojnim parametrima. To uključuje oblik umetka od tvrdog metala, geometrijske parametre njegove prednje površine, kao i materijal od kojeg je takav umetak izrađen.Trenutno su najrašireniji alati alati s karbidnim umetcima ispravne trostrane i četverostrane konfiguracije koji omogućuju bušenje rupa s praktički ravnim dnom.
Bušilice s takvim umetcima, čiji je rezni dio izrađen u obliku vala, omogućuju strojnu obradu primjenom tehnologije postupnog poniranja. Korištenje potonjeg ne samo da osigurava stabilizaciju položaja alata u trenutku njegovog prodiranja u obrađeni materijal, već i minimizira rizik od njegovog povlačenja tijekom daljnje obrade. Osim toga, valovita bušilica može značajno smanjiti rezne sile nastale tijekom procesa bušenja.

Bušilice s mehaničkim pričvršćivanjem zamjenjivih poliedarskih ploča (bušilice s MNP -om)
Dizajn bušilica, opremljenih uklonjivim umetcima od tvrdog metala, omogućuje im izvođenje ne samo bušenja, već i takve tehnološke operacije kao što su dosadne unaprijed napravljene rupe, košenje. U takvim se slučajevima koristi periferni karbidni umetak montiran na alat.








Prijave
Područja primjene upuštenih sudova uključuju uporabu na takvim strojevima kao što su: - strugovi; - bušenje; - glodanje; - dosadno; - okretanje i okretanje; - agregat. Po stupnju čistoće postupak upuštanja u vodu, kao proces tehnološke vrste, kvalificira se kao poludovršni. Obično se koristi prije razvrtanja rupa u praznim elementima od različitih materijala. Izvođenje takve tehnološke operacije nužno se izvodi pri malim brzinama stroja. Neke vrste uputa koriste se i za obradu i skošenje rupa koje se nalaze na teško dostupnim mjestima-to su alati suprotnog tipa.
Kako ispravno upustiti metal
Ako majstor amater može uzeti bušilicu i bušilicu za upuštanje, tada se u industrijskim uvjetima za to mogu koristiti sljedeći strojevi:
- bušenje;
- okretanje;
- dosadno;
- mljevenje;
- agregat.
Proces upuštanja odvija se u strogom skladu s tehnologijom, opće točke u kojima se mogu opisati u obliku sljedećih preporuka:
- U lijevanim dijelovima s neravnim rubom za naknadnu obradu metala potrebno je probušiti rupu na dubinu od 5-10 mm za ispravan smjer kretanja reznog alata.
- Za rad upuštenih rupa ostavlja se dopuštenje od 1–3 mm, ovisno o konačnom promjeru.
- Utonjivanje čeličnih proizvoda nije potpuno bez hlađenja posebnim otopinama ulja. Pri radu s lijevanim željezom, kao i obojenim metalima, nije obavezno.
- Optimalna verzija upuštača i način rada odabiru se uzimajući u obzir potrebni promjer rupe, točnost obrade, njezinu dubinu, metal dijela i mogućnosti proizvodnog stroja.
- Nosač alata za rezanje mora se spojiti s utorom na radnoj stanici.
- U slučaju kada se pretpostavlja dovršavanje razvrtačem, tada se tijekom upuštanja dio dodatka, od 0,15 do 0,3 mm, ostavlja za daljnji rad.
- Za preradu proizvoda od kaljenih i legiranih čelika koriste se upuštači sa karbidnim umetcima promjera 14-50 mm i 3-4 zuba.
- Prilikom obrade obojenih metala i legura željeza s visokim udjelom ugljika koriste se perje sa sudoperom.
- Alati od brzog čelika koriste se za obradu proizvoda izrađenih od običnog konstrukcijskog čelika. Za rupe veće od 40 mm, alat se nadopunjuje mlaznicama promjera 32–80 mm.
Neusklađenost procesa s ustaljenom tehnologijom često je uzrok braka. S velikim trošenjem alata rezultirajuća rupa bit će manja nego prema projektu. Kad tehničar prekorači hranu ili se otpad prilijepi na zube upuštanja, čistoća možda neće biti zadovoljavajuća.Ostali nedostaci: dio površine nije strojno obrađen, rezultirajući promjer je veći od potrebnog, rezultat su pogrešnog odabira upuštača ili njegove pogrešne ugradnje.
Upuštanje u metal i drvo. Osobitosti
Prvo se odabire dizajn upuštača. Na primjer, obratci od obojenih metala i legura mogu se obrađivati običnim perjenim upuštanjem, a za upuštanje visokougljičnih čelika prikladan je metalni alat s 3 ... 4 zuba, dok kut krnjeg stošca može variraju u rasponu od 60 ... 90º.

Tehnologija proizvodnje ovih operacija uključuje:
- Provjeravanje ravnosti osi prethodno izbušene rupe. Za to se koristi unutarnji mjerač, a dio se polaže na ravnu krutu ravninu.
- Za izratke od lijevanih legura - ispitivanje bušenja do dubine od 5 ... 10 mm. To omogućuje isključivanje utjecaja mogućeg diskontinuiteta lijevane strukture obratka na istjecanje upuštača.
- Vlaženje rashladnom tekućinom prednjeg ruba rupe (za oplate od lijevanog željeza, kao i proizvode od obojenih metala, to je izborno). Naknadno se opskrba rashladnom tekućinom vrši uz postojeće spiralne utore.
- Napajanje upuštača tijekom prodiranja u metal (sila će se povećati 2,5 ... 3 puta, ali to nije uzrok kvara).
- Postupno smanjenje hrane pri približavanju suprotnom kraju rupe.
Nakon obrade obratka sa upuštanjem s razvijenim vodilicom, naknadni prolaz alata kroz rupu nije potreban.
Za kućne obrtnike posebno je zanimljiv kombinirani alat za bušenje i upuštanje. To je stepenasta bušilica na čijem se kraju formira upušteni dio. Kako bi se smanjilo trošenje i uzdužna sila hranjenja, ovaj je dio opremljen poluloptastim utorima, u koje se povremeno dovodi rashladna tekućina, a nastale strugotine se uklanjaju.
Budući da bušilica s upuštanjem, dok se produbljuje u metal, radi pod različitim uvjetima, na njezinu izvedbu nameću se brojni dodatni zahtjevi:
- Najveću izdržljivost imat će radni alat s površinski visoko otpornom prevlakom od titana ili volframovog nitrida. Plavi alat (crni) imat će nešto nižu trajnost;
- Kompleti nekoliko standardnih veličina svrdla za bušenje pomažu u oblikovanju konusnog prijelaznog dijela za pričvršćivače potrebnih dimenzija na kraju rupe;
- Radni dio bušilice trebao bi biti minimalno dopušteni, pri čemu je osigurana stabilna obrada: dugi alati naglo gube stabilnost od izvijanja, što će, s obzirom na povećanu tvrdoću, odmah dovesti do loma.
Zupci za drvo razlikuju se ne samo po materijalu, već i po obliku kraja radnog dijela. Također je prikladno koristiti posebnu upuštenu nastavku koja se stavlja na uobičajenu bušilicu i pričvršćuje je na nju vijkom. Istodobno, kvaliteta bušenja osigurana je pravilnim oštrenjem bušilice i optimalnim izborom njezinog materijala. Za duboke obratke (veličine iznad 40 ... 50 mm) racionalnije je koristiti svrdla izrađena od plavog alatnog čelika, dok za manje debele obrade karbidni upuštači pokazuju bolju izdržljivost.
Upušteni nastavak za glavni alat ima još jednu operativnu prednost: dvostran je, pa se, budući da se montira na bušilicu sa svojim suprotnim dijelom, može učinkovito koristiti kao ograničivač dubine za obradu šupljine.
Glavne značajke drvenih uputa:
- Oblik radnog kraja napravljen pod kutom od 90 °.
- Broj zuba povećan je na 5.
- Također se može koristiti za upuštanje rupe bez mijenjanja promjera.
- Ovisnost broja reznih rubova o materijalu koji se obrađuje: za meko drvo - bor ili lipu - obično je dovoljan jedan rezni rub.Istodobno, ako je potrebno obraditi drvo uz zrno, zbog opasnosti od usitnjavanja, broj reznih rubova je dva ili više.
Središne bušilice: što su one, njihove karakteristike

Svatko tko je naišao na bušenje rupa zna koliko je važno da te rupe budu ravne i napravljene točno tamo gdje je potrebno. Uostalom, obično, ako je rupa neravna, napravljena pod kutom ili malo na pogrešnom mjestu, dio ili materijal moraju se baciti
Stoga su smislili poseban alat koji se zove bušilice za centriranje.
Hajde da shvatimo koji je to alat. Središnje bušilice za metal (ili, kako ih još zovu, bušilice za centriranje) posebni su višenamjenski (imaju nekoliko radnih područja za izvođenje različitih operacija) alata za rezanje metala.








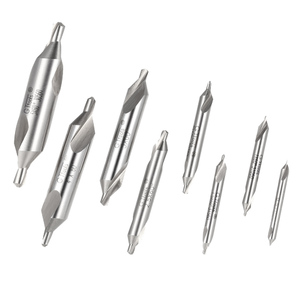
Izgled središnje bušilice
Obično su prilično kratki, s tankim reznim područjem, suženim reznim rubovima i debljim repom (nekoliko puta debljim od vrha), što osigurava poboljšanu krutost alata.
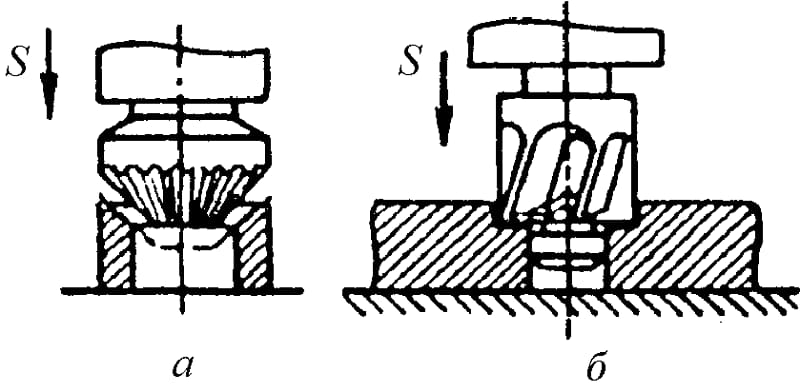
Suština procesa upuštanja
Upuštanje i bušenje usko su povezani. Obično se upuštanje vrši na gotovoj rupi, ali postoje slučajevi kada je potrebno napraviti udubljenje bez prethodnog bušenja. I u toj, i u drugim inačicama koristi se alat za upuštanje različitih izvedbi.
Sam postupak upuštanja vrlo je jednostavan: za rezanje rupe koristi se poseban rezač. Što se više metala ukloni, to je udubljenje veće. Oblik uputa je obično stožast. Ovdje je najvažnije pridržavati se strogog poravnanja reznog elementa i rupe: mora postojati savršeno poravnanje. U protivnom će se udubljenje pomaknuti u odnosu na rupu, a glava vijka neće moći ući u njega.
Za izvođenje postupka upuštanja za iskose i za utore potrebno je proći sljedeće faze tehnološkog procesa:
- Izmjerite glavu navojnog hardvera za koji će se napraviti udubljenje (što znači i promjer, visinu i kut kosine, ako glava ima dizajn za brisanje).
- Odaberite odgovarajuće upuštanje i pričvrstite ga na opremu za bušenje ili okretanje.
- Strogo poštujući omjer osi, učvrstite obradak rupom nasuprot rezača.
- Uključite opremu za bušenje i postavite potreban broj okretaja (ako krug stroja to dopušta) ili svjesno odaberite potreban alat za parametre opreme.
- Upustite rupu.