Oštrenje proizvoda drugačijeg dizajna
Osim uvijanja, za obradu metala koriste se alati drugih izvedbi. Kod kuće možete ispravljati sljedeće alate.
Konusni gimbali
Stepenastu bušilicu možete izoštriti običnom turpijom. Rezni rub proizvoda naoštren je pod pravim kutom.
Ako je bušilica s konusom dosadna na ograničenom području, potrebno je oštrenje bez napuštanja oštećenog područja.
Video:
Okrunjen
Prilikom uklanjanja pogrešaka krunskih alata koristi se poseban uređaj i morate znati pod kojim kutom metal treba ukloniti s rezne površine. S obzirom na sve poteškoće i vrijeme provedeno na izvođenju postupka, bolje je obratiti se iskusnim majstorima za oštrenje.
Video:
Zaključak
Nije teško naučiti kako sami izoštriti bušilice za metal.
- Uz male količine, dovoljno je kupiti visokokvalitetnu datoteku i ručno provesti postupak.
- Za velike količine, kako bi se smanjili vremenski troškovi, bolje je kupiti posebnu opremu koja će ubrzati rad i smanjiti vjerojatnost nepravilnog oblačenja alata.
Načini
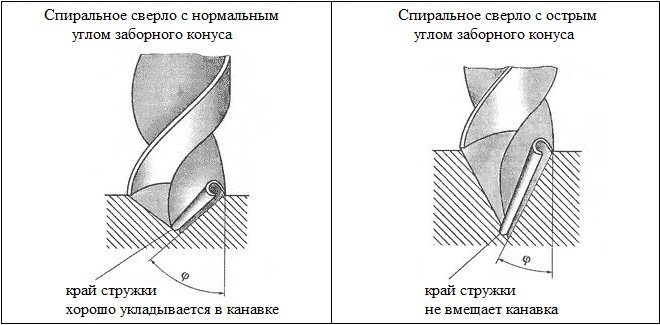
Prilikom bušenja tvrdih materijala samo rubovi trebaju biti u dodiru s njima. Zato se stražnja površina izoštrava pod određenim kutom. Kao rezultat ove operacije pojavljuje se jaz između ruba i dna rupe.
Oštrenje se vrši konusnim, dvoravninskim ili stožastim metodama.
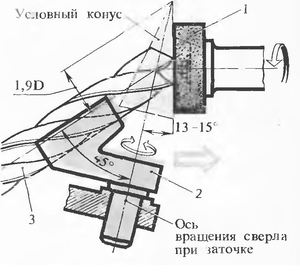
Korištenje konusnog oštrenja
Bušilica je umetnuta u posebnu prizmu brusilice, koja se kreće oko svoje osi. Prizma u odnosu na brusni disk nalazi se pod određenim kutom. Stražnji dio svrdla ima oblik stošca. Nalazi se na mjestu gdje se radna površina brusnog kola siječe s osi zamaha.

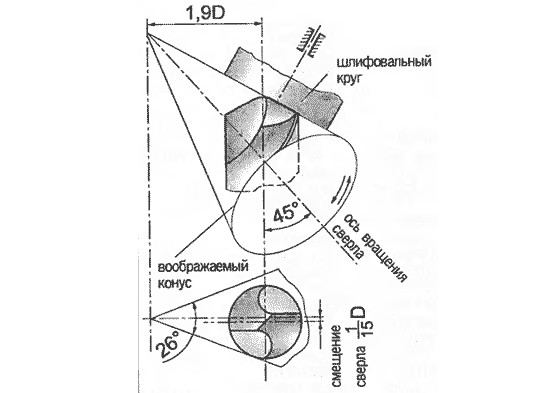
Da biste pravilno izoštrili bušilicu, najprije morate prilagoditi parametre. Os konusa za oštrenje treba biti pod kutom od 45 stupnjeva u odnosu na os same bušilice. Konusno oštrenje može se izvesti na dva načina:





- Vrh stošca za oštrenje mora biti ispod vrha konusa za oštrenje. Prethodno se preporučuje izvođenje podešavanja u skladu s navedenim parametrima: a - 45 stupnjeva, b - od 13 do 15 stupnjeva, n - 1,9d. os bušilice i konus moraju se presijecati pod kutom koji je manji od kuta brusnog kotača i svrdla. Ako izoštrimo na ovaj način, tada morate paziti da se vrh svrdla nalazi iznad vrha konusa za oštrenje. Vrh i svrdlo moraju biti udaljeni 1,06 d. os bušilice i os konusa moraju se križati pod kutom od 90 stupnjeva.
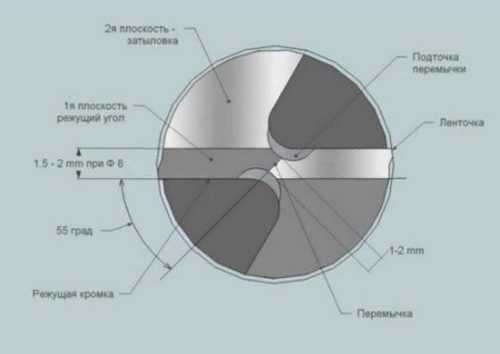
- Kako bi se osigurao stražnji kut za perifernu točku, potrebno je osigurati pokazatelje - a -5-7 stupnjeva, kut 2f - od 116 do 118 stupnjeva. rezni poprečni rub trebao bi biti pod kutom od 55 stupnjeva.
Preporučuje se uporaba sužene metode za stvaranje oštrijeg povećanja kuta zazora bušilice. Ova se metoda može koristiti ako bušilica ima veliki promjer - više od 3 milimetra.
Korištenje oštrenja vijaka
Ako postane potrebno automatizirati postupak oštrenja bušilica, tada se preporučuje uporaba metode vijka. Sastoji se iz činjenice da su translacijski pokreti koordinirani s rotacije brusnog kotača... Može se koristiti za izoštravanje prednjih i stražnjih uglova u isto vrijeme.
S spiralnim oštrenjem, stražnji kutovi radnog dijela povećavaju se pri približavanju središtu.Ovom metodom dolazi do smanjenja čvrstoće bočnog ruba bušilica, što dovodi do loma pri bušenju pretjerano tvrdih materijala.
Oštrenje u dvije ravnine
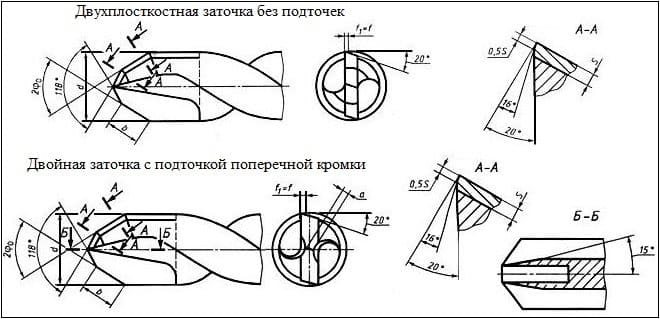
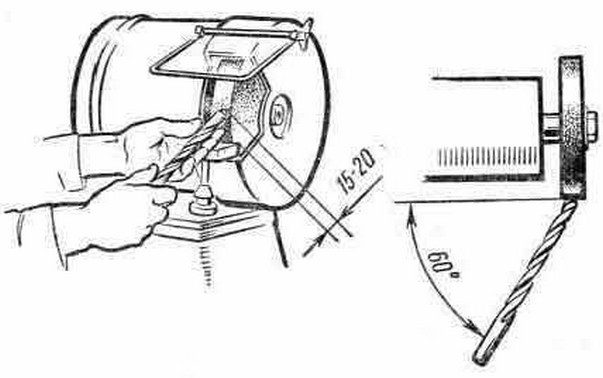
Ovom metodom preporučuje se izoštravanje svrdla namijenjenih za bušenje u krutim materijalima. Ako je promjer bušilice manji od 3 mm, preporučuje se ova metoda oštrenja. Pomoću ove metode bušilice se izoštravaju pod kutom od 60 stupnjeva. Zahvaljujući ovoj metodi, proizvodi se poboljšavaju, a ne ispravljaju pogreške.
Značajke oštrenja različitih vrsta bušilica
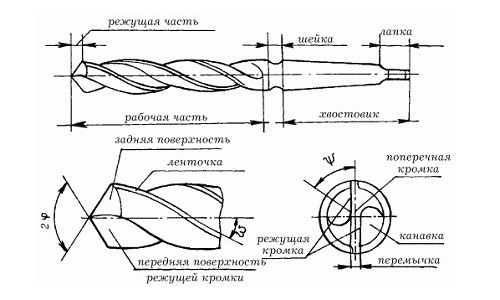
Burgije za metal mogu biti pobjediti, spiralne i stepenaste. Za svako oštrenje postoje određeni zahtjevi. No prije nego shvatite kako možete vratiti svojstva izgubljena tijekom vremena u bušilicu, trebali biste je pregledati i testirati u radu. To će vam omogućiti da shvatite treba li proizvod doista brusiti. Znakovi tupog alata za rezanje smatraju se jakim zagrijavanjem, glasnim zvukovima tijekom njegove uporabe i nekvalitetnim bušenjem. Istina, nije uvijek razumno pribjeći izoštravanju. Svrdlo s površinom rezanja duljim od 1 cm bolje je odbaciti.
Kako samljeti pobjedničku bušilicu?
Kako bi pobjednički proizvod ponovno dobro zagrizao u materijal i stvorio rupe u metalu, morate se naoružati ne samo alatom za oštrenje, već i rashladnom tekućinom. Za izoštravanje bušilice ove vrste neće vam uspjeti jednostavnim brusnim kamenom; morat ćete se naoružati električnom oštricom.
Kako bi alat za rezanje počeo bušiti metal jednako učinkovito kao i do sada, potrebno je smanjiti broj okretaja u sekundi na učvršćenju za oštrenje. Činjenica je da što je veća čvrstoća materijala, to bi trebala biti niža brzina obrade.
Pobjednička bušilica trebala bi se brusiti kratkim dodirom oštrača. Postupak oštrenja ovog proizvoda zahtijeva povećanu pozornost, jer se rubovi pobjedničke bušilice oštre prilično brzo. Svaka rezna strana alata mora biti naoštrena kako bi odgovarala drugoj strani. Ako se ovo pravilo prekrši, središte osi rotacije pomaknut će se, a bušilica će napraviti prevelike rupe u metalu i zavoje uz rubove.
Prilikom brušenja reznog alata važno je kontrolirati omjer zazora i rezne oštrice. Također se mora paziti da se bušilica ne zagrije jer to može dovesti do pukotina i strugotina.
Ako se proizvod koji se obrađuje oštračem ili drugim uređajem odjednom zagrije, mora se uroniti u posebnu tekućinu ili običnu vodu. No, budući da vrh postaje crven i vruć, ne smijete ga odmah hladiti kako biste spriječili oštećenja. Prije uranjanja u vodu bušilicu se mora ohladiti izlaganjem zraku.
Kako izoštriti spiralni proizvod?
Da biste vratili oštrinu spiralne bušilice, morate brusiti njezine stražnje rubove. Tijekom ovog procesa treba paziti da li je jedna oštrica svrdla naoštrena na isti način kao i druga. Vrlo je teško to učiniti bez posebne jedinice, posebno za one koji nemaju iskustva u oštrenju svrdla za metal.
Prilikom oštrenja uvrnute bušilice vlastitom rukom, malo je vjerojatno da će biti moguće dati savršeno ispravan oblik stražnjim rubovima i zadani stražnji kut. Stoga je pametnije samljeti takav proizvod na posebnom stroju ili uređaju. Kad bi na farmi postojao običan dlijeto, a čovjek koji treba obraditi bušilicu s tupim uvijanjem imao je iskustva u oštrenju alata za rezanje.





Kako pravilno izraditi stepenastu bušilicu?
Alat za rezanje metala, u obliku koraka, nekoliko je puta teže izoštriti od zavrtnja. Proizvod s ravnim protokom strugotine treba oporaviti u određenom uzorku.Uz rezne rubove stepenica sa strane oluka, treba se izvesti diskom, lagano dodirujući.
Prilikom obrade stepenaste bušilice ne smije se pomaknuti kut nastao između površine na stražnjoj strani stepenice i utora. U proizvodu ima još više nijansi oštrenja čiji je utor spiralni. Njegova tehnologija obrade nije ništa drugačija, ali zahtijeva najveću njegu i puno iskustva u brušenju svrdla.
Oštrači
Kako biste skratili radno vrijeme i poboljšali njegovu kvalitetu, važno je odabrati uređaj koji vam omogućuje da držite rezni alat mirno. Normalno oštrenje svrdla za metal uvelike ovisi o točnosti postavljanja potrebnog kuta i mogućnosti podešavanja pomaka tijekom procesa tokarenja

Većina dodataka omogućuje oštrenje alata za rezanje veličine 3–19 mm. Za obnovu spiralnih proizvoda koriste se i specijalizirani i obični strojevi s električnim pogonom i sustavom uvlačenja, koje možete sami sastaviti i instalirati u garažu ili pomoćnu prostoriju.
Za rad kod kuće nema smisla kupovati skupu profesionalnu opremu: možete se ograničiti na brusnu ploču uparenu s držačem ili potpuno ispraviti proizvod ručno.
Pomoću brusilice
Osim samog stroja, za rad je potreban i porok u kojem je učvršćen otklonjeni alat za rezanje.

Za oštrenje metalnih bušilica brusilicom potrebno je pridržavati se sljedećeg slijeda radova:
- okomito stegnite proizvod u poroku;
- prvo obradite stražnji rub kako biste uklonili tragove trošenja;
- okrenite radni rub na 120 °.
Kako bi se spriječilo pregrijavanje bušilice, njezin kontakt s brusnom pločom ne bi trebao trajati duže od 1-2 sekunde. Učinak se postiže opetovanim uklanjanjem tankog sloja metala s radne površine.
Oštrenje na šiljilu
Oštrenje na brusnom kolu smatra se prikladnijim i sigurnijim načinom u odnosu na brusilicu.
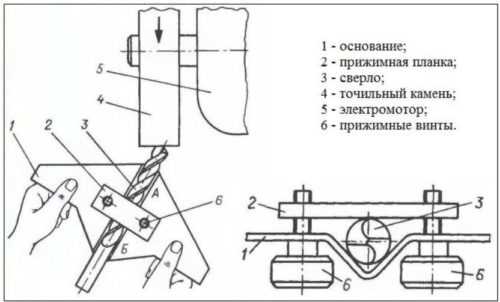
Ako vam iskustvo ne dopušta da odredite stupanj istrošenosti svrdla za metal i izvođenje njegovog trna na oštraču "na oko", morate upotrijebiti poseban uređaj - držač instaliran u blizini radnog diska. Držač je čvrsto pričvršćen vijcima kako bi se izbjeglo pomicanje.





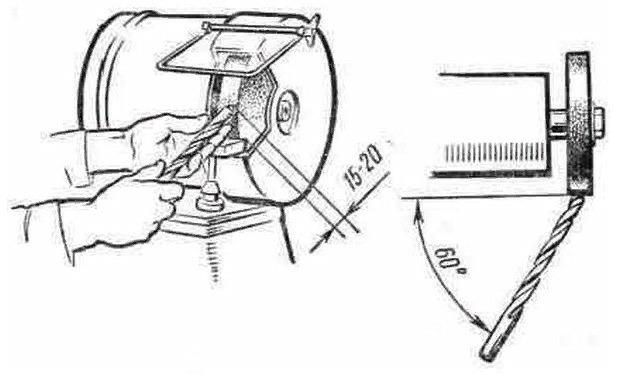
Na stroju za struganje oštrenje bušilica za metal nije teško.
Alat je pričvršćen u držač, oštrač se uključuje, a radni rubovi su lagano pritisnuti na krug pod željenim kutom. Ako postoje male oštrice, potrebno ih je ravnomjerno ukloniti sa svih strana prije okretanja.
Pomoću svrdla
Moguće je učinkovito i brzo naoštriti svrdla srednjih promjera (4–10 mm) bez brusnog kotača, pomoću standardnih svrdla.

Oštrenje se vrši ovim redoslijedom:
- na bušilicu se postavlja mlaznica;
- bušilica je ugrađena u rupu potrebnog promjera;
- bušilica se uključuje, proizvod je okrenut s jedne strane;
- za otklanjanje pogrešaka na suprotnom reznom rubu alat se zakreće za 180 °.
Primjena mlaznice ima neke posebnosti:
- Kvalitetno i učinkovito oštrenje moguće je samo za blago dosadne bušilice. U prisutnosti dubokih oštećenja, u pravilu, nastalih sa značajnim pregrijavanjem metala, neće biti moguće vratiti alat.
- Fiksni kut oštrenja. Pribor je prikladan samo za bušilice za rad s određenim materijalima.
Izoštravanje datotekom ili datotekom
Bušilica koja se koristi za obradu metala ne može se izoštriti turpijom ili turpijom iz dva razloga:
- Tvrdoća materijala. Čak i najbolja turpija će se istrošiti prije pričvršćivanja rezača.
- Kada se koristi dijamantno ili abrazivno kamenje, nemoguće je ručno održavati željeni kut.
Je li vrijeme za izoštravanje? ...
Neiskusnom majstoru teško je razlikovati dobro naoštreno oruđe od onog koje je već postalo dosadno. Glavni znakovi da je vrijeme za oštrenje su sljedeći:
- metal se jako zagrijava.Zbog istrošenosti reznog ruba povećava se trenje tijekom bušenja. U skladu s tim, radni dio, a zatim drška, stezna glava (perforator) se zagrijavaju. S jakim zagrijavanjem, metal bušilice gubi svoja svojstva, "oslobađa se" i prestaje uopće zadržati oštrenje;
- zvuk tijekom bušenja je pojačan, čuje se škripa i škripa;
- čips izlazi ili samo s jedne strane (neravnomjerno oštrenje), ili s obje strane, ali u obliku mrvica, a ne uredne spirale.
Pojedinačno, ti se simptomi mogu smatrati rezultatom rada s previše tvrdim i lomljivim materijalom, općenito pogrešnom vrstom bušilice. Sve zajedno jasno govori - vrijeme je da izoštrite rubove!
Što je potrebno za postupak
Da biste sami izoštrili bušilicu za metal, najprije morate odrediti za koje će se zadatke koristiti. U uvjetima proizvodnje, za oštrenje bušilica, u pravilu se koriste posebni uređaji kako bi se osigurala maksimalna točnost i produktivnost takvog procesa. Prilikom oštrenja bušilica kod kuće uvijek morate tražiti načine kako rezultat ovog procesa učiniti visokom kvalitetom.
Minimalni set za oštrenje bušilica za metal trebao bi uključivati:
- brusni stroj;
- brusne ploče različite tvrdoće, odabrane ovisno o materijalu izrade svrdla za oštrenje;
- spremnik za rashladnu tekućinu i samu tekućinu, koja se može koristiti kao obična voda (ili strojno ulje);
- alati koji vam omogućuju održavanje ispravnih kutova oštrenja.

Stalak za bušilicu montira se uz brusnu ploču kako bi oštrio oštricu pod preciznim kutom
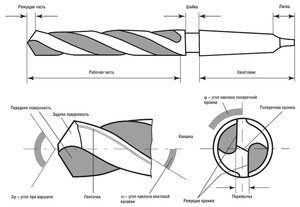
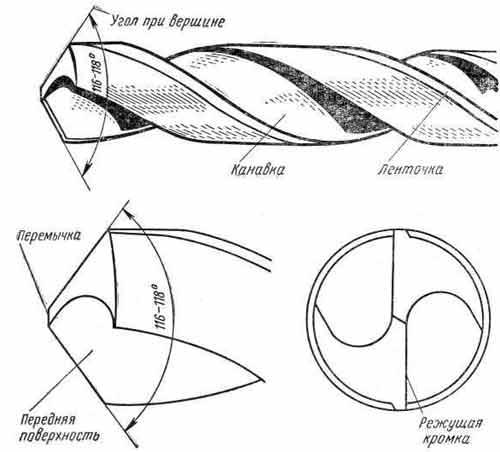
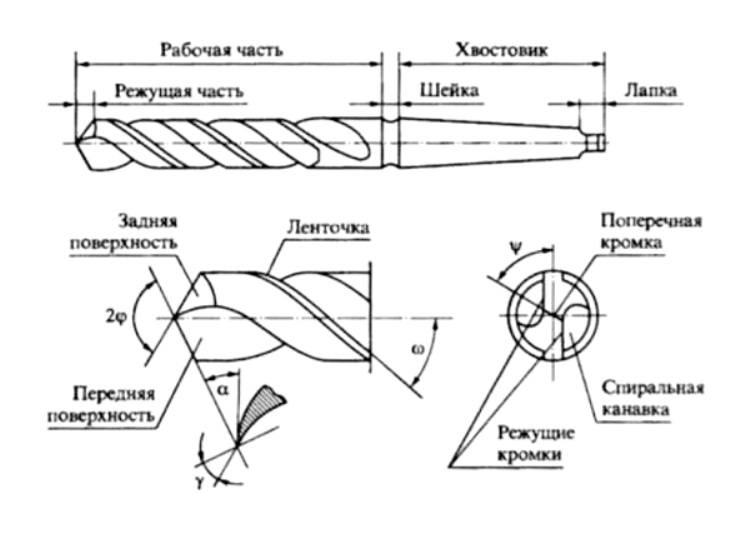
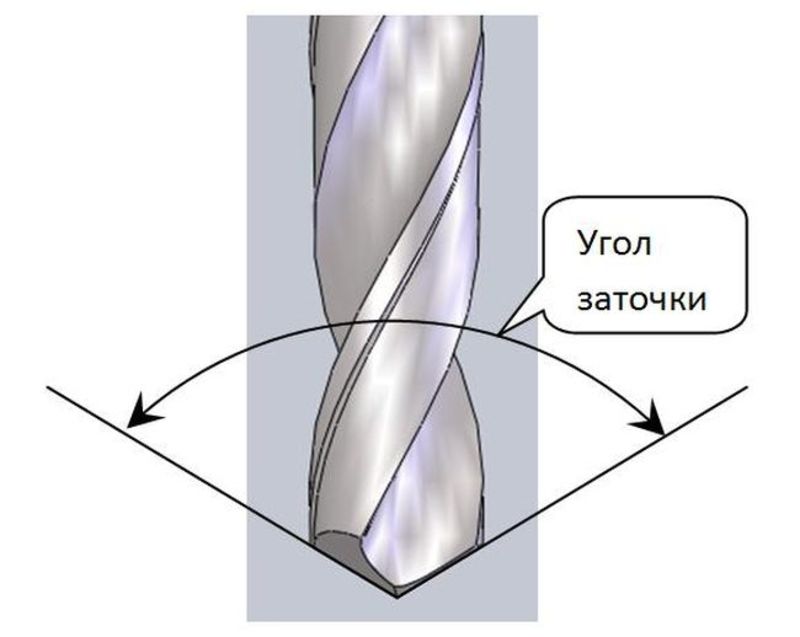
Prilikom oštrenja bušilica vlastitim rukama morate obratiti pozornost na sljedeće parametre:
- kut između ravnine prednje strane svrdla i osnove njezinog reznog ruba (takav kut, mjeren u glavnoj ravnini rezanja, naziva se prednji dio);
- kut zazora, koji se mjeri na isti način kao i prednji kut, ali duž stražnje ravnine bušilice;
- kut nosa alata, izmjeren između dva rezna ruba.
Da biste izoštrili bušilice za metal u skladu sa svim pravilima, morate se pridržavati sljedećih vrijednosti gornjih parametara:
- kut grablje reznog ruba - 20 °;
- kut leđa - 10 °;
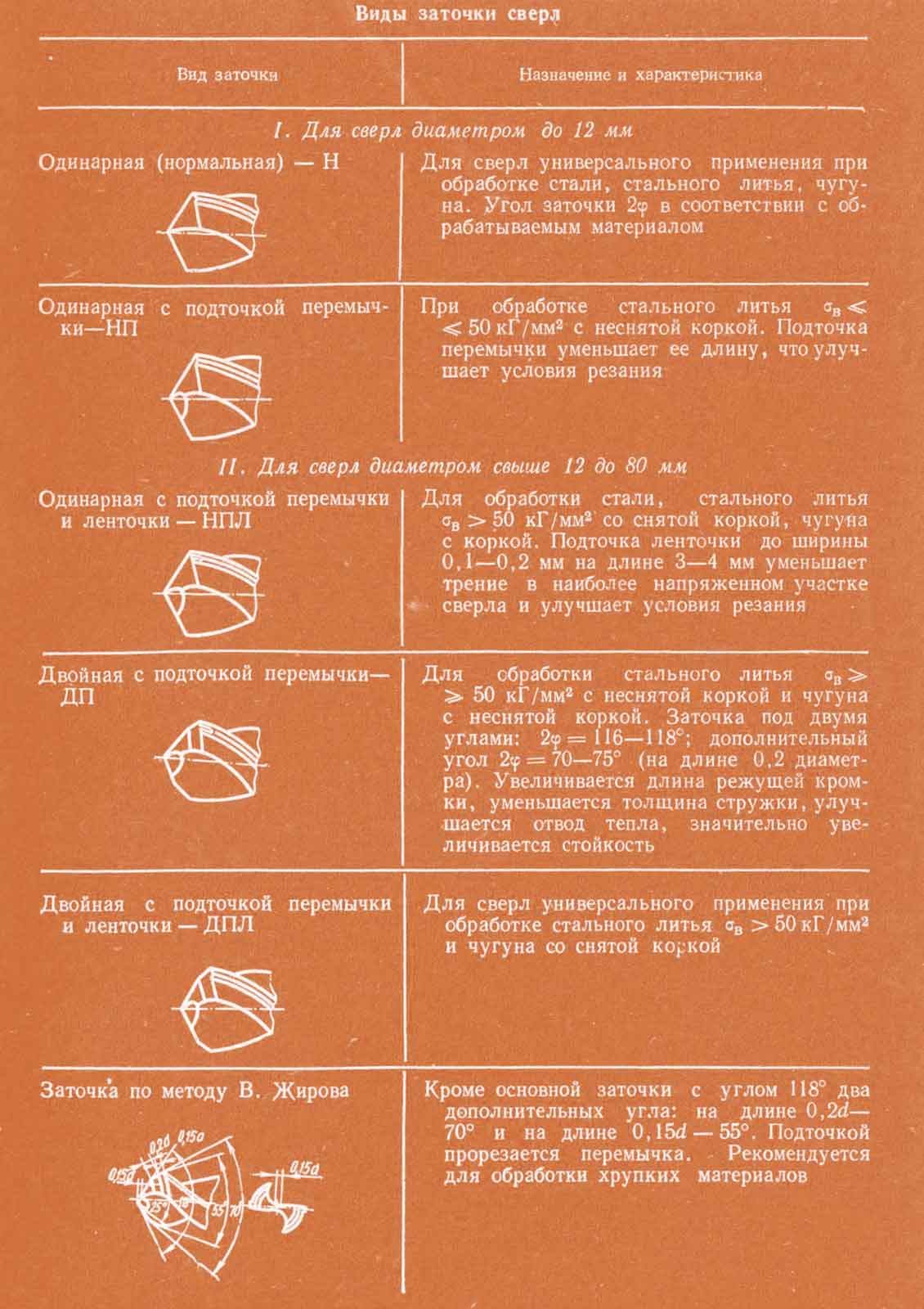
- kut vrha - 118 °.

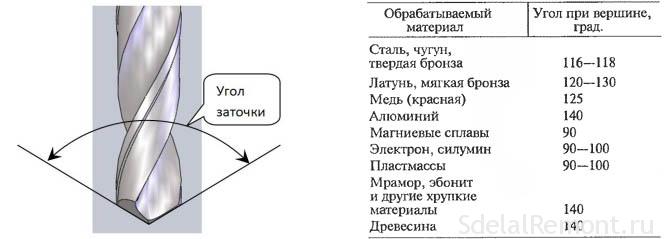
Tablica 1. Kutovi na vrhu bušilice ovisno o materijalu koji se obrađuje

Tablica 2. Grablje i kutevi grabulje bušilice
Ako trebate naoštriti svrdlo za metal na poslu ili kod kuće, morate se strogo pridržavati sigurnosnih mjera. Taj je proces popraćen stvaranjem velikog broja iskri, od čijih je učinaka potrebno zaštititi organe vida. Osim toga, budući da se ovaj postupak izvodi s naoštrenim metalnim alatima, treba ga provesti upotrebom rukavica za zaštitu ruku.








Postupak oštrenja
Pravilno oštrenje bušilice za metal poželjno je izvršiti uz pomoć posebnih uređaja i alatnih strojeva. Nažalost, u kućnoj radionici takva oprema nije uvijek dostupna, a obično se oštrenje bušilica za metal vlastitim rukama vrši na električnoj brusilici s abrazivnim materijalima, na primjer, na kamenim kotačima. Oštrenje se provodi uz stražnje rubove, dok sve zube treba izoštriti potpuno identično. Istodobno, teško je ručno održavati zadani kut i željeni oblik, a najlakše je izoštriti samo spiralne i krunske alate kod kuće.
Uglovi radne površine
Da biste znali izoštriti bušilicu za metal na oštraču, morate se sjetiti niza važnih parametara primijenjenih na rezni dio čija implementacija jamči visokokvalitetni rezultat:
- Kut smještaja stražnjeg dijela alata u odnosu na ravninu bušenja = 10 °,
- Kut oštrenja prednje površine = 20 °
- Kut nosa reznog alata = 118 °
U tom se slučaju kut na vrhu može promijeniti, ovisno o materijalu s kojim morate raditi:
- Za nehrđajući čelik, lijevano željezo i tvrdu broncu - 115-118 °;
- Za aluminij - 130-140 °;
- Za bakar - 125 °;
- Za meku broncu - 130 °.
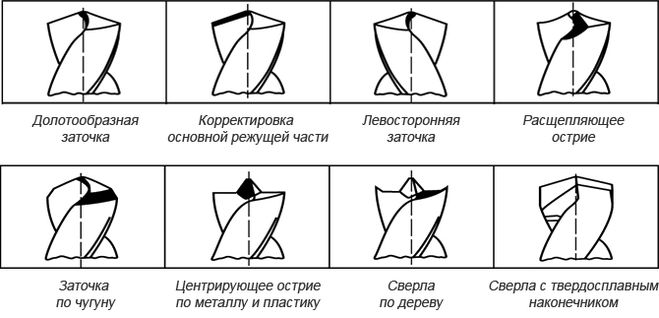
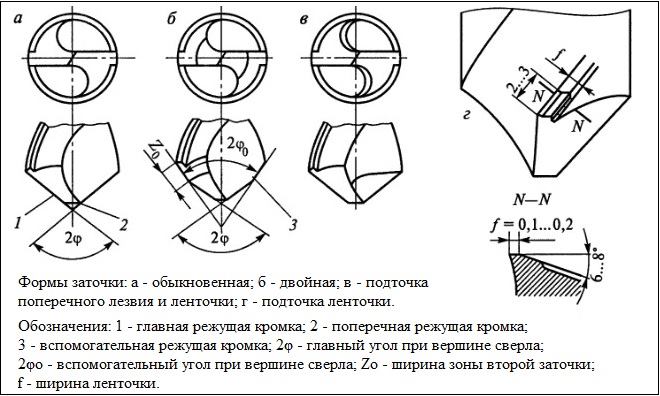
Postoji nekoliko vrsta oštrenja koje se koriste u različite svrhe. najčešći su:
- Jedan avion. Ovom vrstom obrade stražnja površina perja izrađena je u obliku jedne ravnine. Stražnji kut leži u rasponu od 28-30 °. Bušilica se postavlja s reznim dijelom paralelno s brusnim kotačem i ne mijenja svoj položaj. Smatra se najjednostavnijom vrstom oštrenja svrdla promjera do 3 mm, ali nedostatak je to što se rezni rubovi mogu raspasti tijekom procesa bušenja.
- Konusno oštrenje. Obično se koristi za bušilice relativno velikih promjera. Teško je to izvesti bez posebne opreme i bez odgovarajućih vještina. Svrdlo treba uzeti lijevom rukom za radni dio bliže konusu, a rep treba držati desnom rukom. Zatim se alat pritisne na kraj brusnog kamena površinom stražnjeg dijela i reznim rubom. U procesu oštrenja bušilica se desnom rukom lagano njiše za rep, što vam omogućuje stvaranje sužene površine na rubu pera.
Dorada materijala nakon oštrenja
Lapping se provodi na posebnim krugovima za preklapanje. Njihova razlika od konvencionalnih brusnih ploča je u tome što se agresivna obrada materijala kombinira kako bi se dobila dobra završna površina.
Zbog mekoće materijala i visokokvalitetnog abraziva, takvi su krugovi idealni za uklanjanje ogrebotina i drugih površinskih nedostataka; mogu se ukloniti bez promjene geometrije radnog dijela materijala. U pravilu se takvi krugovi ugrađuju na brusilicu ili bušilicu, što omogućuje prikladniju i precizniju obradu bušilice stegnute, na primjer, u porocima.
Osim završnih kotača, radnu površinu možete napuniti šmirglom koji se nalazi na disku iste brusilice.
Oštrenje površine
 Pravilno naoštrena bušilica za metal vlastitim rukama na alatu promjera do 10 mm sasvim je dovoljna za rad; za šire se preporuča dodatno izoštriti prednju površinu.
Pravilno naoštrena bušilica za metal vlastitim rukama na alatu promjera do 10 mm sasvim je dovoljna za rad; za šire se preporuča dodatno izoštriti prednju površinu.
Smisao ovog tretmana je da se povećanjem kuta rezne oštrice i smanjenjem kuta grablje povećava otpornost na mrvljenje, što dovodi do povećanja resursa bušilice. Osim toga, smanjuje se širina poprečnog ruba, tako da se materijal u središnjem dijelu rupe ne buši, već struže, što olakšava proces bušenja metala. Za bušilicu s malim kutom zazora, možete izoštriti bok kako biste smanjili trenje unutar rupe.