Primarni zahtjevi
Bušilice, koje su dizajnirane za dobivanje rupa za centriranje, izrađene su od. Prema zahtjevima regulatornog dokumenta, ovaj materijal mora osigurati sljedeće parametre tvrdoće radnog dijela alata promjera:
- manje od 3,15 mm - 63–65 HRC;
- više od 3,15 mm - 63–66 HRC.
Odvojena kategorija središnjih bušilica čiji materijal za proizvodnju sadrži kobalt (5%) i vanadij (3%) mora imati tvrdoću barem jednu jedinicu veću od gore navedenih parametara.
Promjer središnjih bušilica može imati odstupanja, čije su granične vrijednosti također navedene u regulatornom dokumentu:
- za alate promjera preko 5 mm - +0,15 mm;
- 2,5–5 mm - +0,12 mm;
- 0,8-2,5 mm - +0,1 mm;
- do 0,8 mm - +0,05 mm.
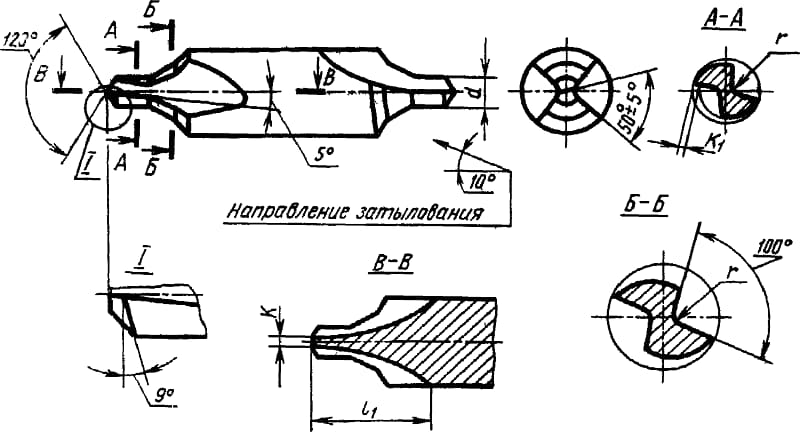
Geometrijske dimenzije središnjih bušilica
Regulatorni dokument također navodi zahtjeve za stanje površine bušilica koji se odnose na vrstu centriranja: na njemu ne smije biti pukotina, utora, mrlja ili grubih rubova. Pretpostavlja se da tamne boje mogu biti prisutne u području utora - na mjestima gdje brusni disk izlazi.
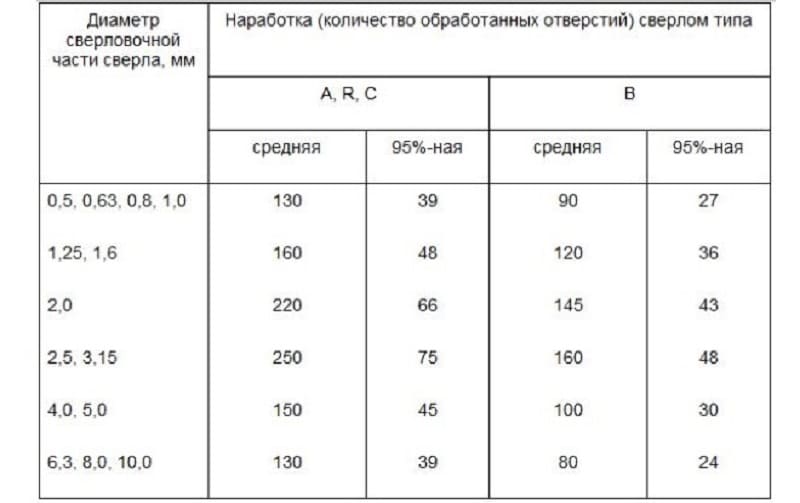
Standard također utvrđuje kriterije za kvar alata za centriranje, koji se za svrdla promjera do 3,15 mm javlja u slučaju loma, a za alat promjera više od 4 mm - u slučaju trošenja njegove stražnje površine za iznos naveden u odgovarajućim tablicama.
Razlika u širinama pera trebala bi biti unutar sljedećih raspona za svrdla promjera:
- do 3,15 mm - ne više od sedam stotinki milimetra;
- više od 3,15 mm - ne više od jedne desetine mm.
Savjeti za odabir
Izbor središnje bušilice ovisit će o dimenzijama rupa koje želite napraviti.
Također se uzima u obzir težina obratka koji je fiksiran u stroju za obradu metala. Veličine, ovisno o težini obratka, regulirane su GOST -om - što je veća masa dijela, potreban je veći promjer bušilice
Svaki promjer bušilice ima 2 izvedbe, pa se njegova vrsta bira ovisno o zahtjevima za hrapavost stijenki rupa.
Kombinirana bušilica za centriranje odabrana je prema zahtjevima za vrstu rupa navedenim u projektnim crtežima. Kako bi se utvrdila kvaliteta alata, postoji niz stavki za koje se mora provjeriti.
Usklađenost sa Rockwell standardima tvrdoće. Podaci o središnjoj bušilici navedeni su u tehničkim podacima. Kvalitetan alat ima pokazatelj od najmanje 63-66 HRC. Prekoračenje ovih standarda dovodi do činjenice da će bušilica biti krhka i kratkotrajna. Podcjenjeni standardi uzrokovat će da alat vrlo brzo postane dosadan.
Sukladnost bušilice s deklariranim promjerom. To možete provjeriti mikrometrom. Potrebno je izmjeriti produljeno radno pero svrdla - i ako njegov promjer premašuje dopuštene stope pogrešaka, neće se postići da se ovim alatom dobije rupa određene veličine.
Odredite integritet proizvoda
To je osobito važno za njegov rezni dio, kao i za krunu u obliku konusa. Na alatu umjesto radnih površina ne smije biti pukotina ili udubljenja.


Alat za bušenje postupno mijenja kut reznih ploča tijekom rada. To dovodi do smanjenja brzine rezanja i prekomjernog zagrijavanja bušilice. S vremenom bilo koja bušilica zahtijeva oštrenje, što se mora učiniti uz održavanje kuta nagiba rezne oštrice.










Trikovi na djelu
Ako ekstraktor nije mogao izvaditi fragment klinova, uklonio ga je slavinom. Za to je rupa izbušena duž osi zatiča još malo izbušena i konac je vraćen slavinom.Ako je promjer rupe izbušene duž osi zatika pravilno izabran, tada se pri prolasku kroz slavinu ostaci navojnog dijela starog zatiča otkidaju i uklanjaju. Glavna stvar je ispravno izračunati promjer rupe. To je lako učiniti ako znate promjer i korak navoja. Na primjer, za navoj M8 × 1,5 mm, oduzmite korak (8 - 1,5 = 6,5 mm) od promjera niti i smanjite ga za još 0,5. .. 0, 6 mm. Odnosno, bušilica bi trebala imati promjer od oko 6 mm tako da pri bušenju ne dodiruje grebene i doline navoja na ulomku čepa i ostavlja minimalno metala, koji se slavina može lako slomiti i ukloniti. Moguće je dugo nabrajati razne primjere "neprikladne" uporabe središnje bušilice - ima ih mnogo. Moj savjet DIYerima: nabavite ovaj koristan alat u svojoj radionici i nećete požaliti. Takve bušilice nije tako teško kupiti u specijaliziranim prodavaonicama alata i na tržištu, prilično su često u prodaji.
Značajke različitih vrsta oštrenja bušilice
Ispravnost odabrane metode ovisi o točnoj procjeni istrošenosti pojedinih elemenata. Najvećem trošenju podložni su:
- stražnja ili prednja površina;
- džemper;
- postaviti kutove;
- skosa
Ovisno o stupnju istrošenosti jednog ili više parametara istovremeno, odabire se vrsta oštrenja koja može ukloniti ove nedostatke.
Za postizanje visokokvalitetnih rezultata bušenja potrebno je odabrati pravilan promjer bušilice, oblik reznog ruba. Da biste ga održali u ispravnom stanju i dali mu potreban oblik, trebali biste odabrati pravi način (vrstu) oštrenja.
Korištene vrste označene su prihvaćenim kraticama i podijeljene su u sljedeće kategorije:
- NP - pretpostavlja uzastopno oštrenje poprečnog ruba. To omogućuje smanjenje njegove duljine, čime se smanjuje veličina vanjskog opterećenja i povećava vijek trajanja bušilice.
- NPL - ovaj tip uključuje obradu poprečnog ruba i vrpce. Što dovodi do smanjenja poprečne veličine vrpce. Ova obrada pomaže u postizanju željenog kuta zazora. Time se smanjuje sila trenja reznog ruba na metalnoj površini;
- DP - spada u kategoriju dvostrukog oštrenja. Pravilno nanošenje rezultira jednim poprečnim i četiri dodatna rezna ruba.
- DPL - takva obrada bušilica za metal uključuje sekvencijalno oštrenje trake. Kao rezultat toga, stvaraju se bolji uvjeti za odvođenje topline, povećava se pouzdanost i trajnost.
Sve vrste obrade usmjerene su na stvaranje optimalnih uvjeta za bušenje. Opis pravila i karakteristika oštrenja utvrđeni su odgovarajućim standardima. Svi parametri oštrenja svrdla za metal sažeto u jednoj tablici. Prikazuje geometriju primijenjenih oblika oštrice za različite uvjete rezanja. Navedene vrste oštrenja omogućuju kvalitetno vraćanje parametara reznog dijela alata promjera do 100 mm.
Prilikom primjene ovih metoda vrlo je važno uzeti u obzir parametre metala od kojeg je alat izrađen. To je potrebno za ispravan odabir brusnog alata (brusnog kotača)
Na primjer, za visokokvalitetnu obnovu bušilica od brzog čelika, stručnjaci savjetuju korištenje brusnog kotača od glinice. Ako je bušilica izrađena od karbidnih materijala, preporučljivo je rezati dijamantnim kotačem. Postupak vraćanja parametara dovodi do značajnog zagrijavanja dijela, osobito njegove oštrice. Stoga se ovaj postupak mora odvijati u fazama pomoću rashladnog sredstva.
Posebnu pozornost treba posvetiti vraćanju osnovnih parametara bušilice u kućnu radionicu. Potrebno je osigurati visoku kvalitetu sljedećih pokazatelja:
- iste duljine rubova i trake (mjerenje se može izvršiti postojećim mjernim alatom);
- oštrinu oba ruba (provjera se vrši vizualno);
- vrijednosti oba kuta (sprijeda i straga).
Kako bi pojednostavili posljednji zadatak, mnogi obrtnici izrađuju neovisne predloške koji osiguravaju potreban kut oštrenja. Točno poštivanje ovih parametara, pravilno oštrenje nadvoja značajno povećava vijek trajanja bušilice.








Međutim, postoje određene vrste bušilica čija specifičnost uvelike komplicira proces oštrenja. Problemi s oštrenjem zaokretnih bušilica ili koračnih bušilica povezani su sa složenom geometrijom njihovog dizajna. Stoga se takvi alati izoštravaju na posebnim strojevima pomoću razvijene opreme.
Posebno je teško oštrenje stupnjastih bušilica za metal. Takvo oštrenje može se izvesti samo uz korištenje posebnih alata i veliko iskustvo. Međutim, valja napomenuti da se glavnina takvog alata uopće ne može ponovno izoštriti.
Nijedna metoda nije primjenjiva na dijamantske bušilice ili druge tvrde komade.
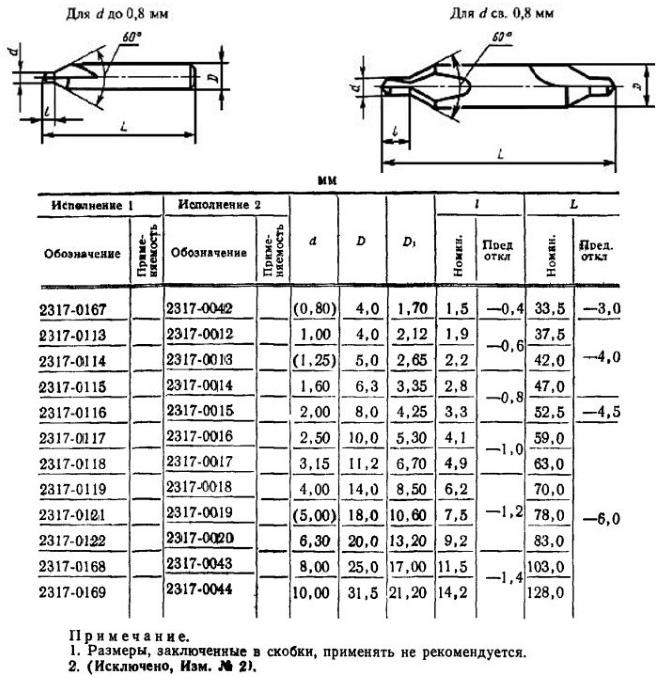
Glavni parametri, tehničke karakteristike prema vrsti
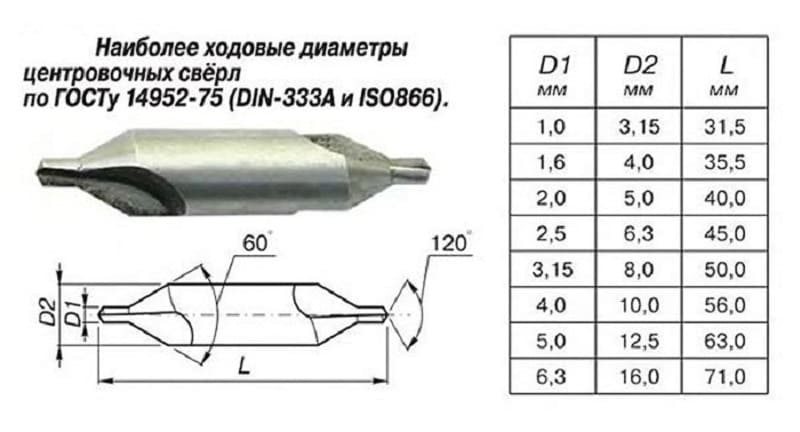
Važno je da se svi koji odaberu bušilicu za centriranje upoznaju s njezinim detaljnim opisom, jer je to vrlo precizan alat koji koriste profesionalci. Opći standardi za središnje bušilice mogu se pronaći u GOST 14952-75, gdje su navedena njihova pravila označavanja, standardne veličine i zahtjevi za bušilice.
Opći standardi za središnje bušilice mogu se pronaći u GOST 14952-75, gdje su navedena njihova pravila označavanja, standardne veličine i zahtjevi za bušilice.
Vrsta središnje bušilice
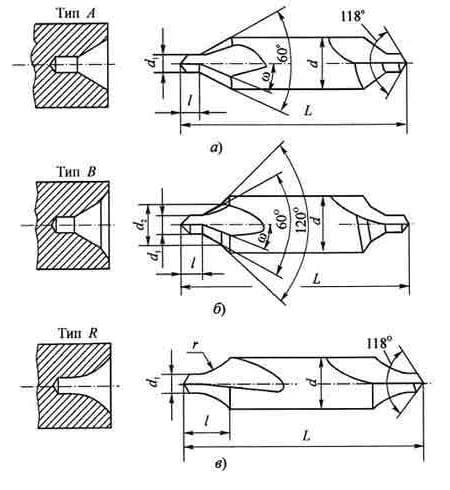
Postoje četiri glavne vrste ove bušilice:
- Tip A - za stvaranje rupa za centriranje u kojima je kut konusa 60 °, ali nema sigurnosnog konusa.
- Tip B - za stvaranje rupa za centriranje u kojima je kut konusa 60 °, a postoji i sigurnosni konus s kutom od 120 °.
- Tip C - za stvaranje rupa za centriranje u kojima je kut suženja 75 °, ali nema sigurnosnog konusa.
- Tip R - za stvaranje rupa za centriranje s lučnom površinom.
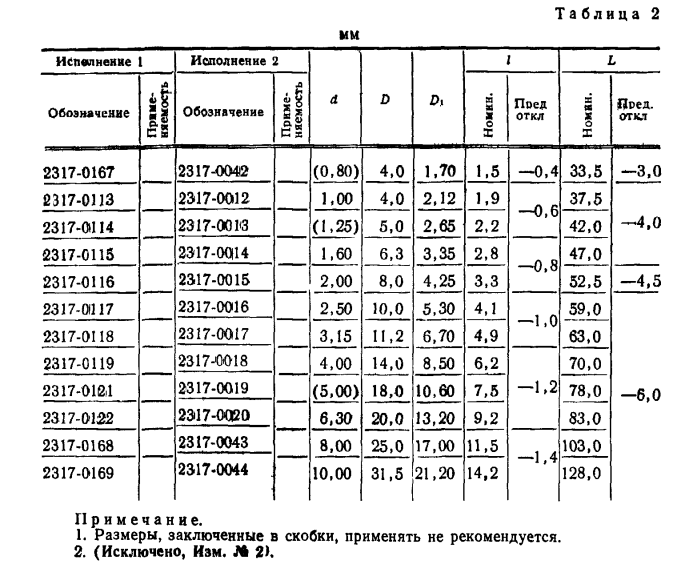
Bušilica za centriranje, prema GOST 14952-75, mora imati radni promjer 0,5 - 10 milimetara. U sve navedene četiri vrste postoje dvije inačice, čiji izbor ovisi o potrebnoj hrapavosti stijenki rupa.
Tehničke specifikacije
Svrdla za poravnavanje metala, osim po vrsti (A, B, C, R) i promjeru radnog dijela, razlikuju se po brojnim parametrima (opisani su u istom GOST 14952-75). Njihov dizajn može biti jednostran i dvostran. Obično su izrađeni od materijala kao što su legirani čelik, ugljični čelik, brzi čelik ili legura. Duljina je od 21 do 108 milimetara, promjer slijetanja od 3,15 do 31,5 mm, duljina radnog dijela takve bušilice je od 1,0 do 9,2 milimetara, a tvrdoća radnog dijela varira od 63 do 66 HRC.
Izbor središnje bušilice
Imajte na umu da pri odabiru središnje bušilice morate obratiti pozornost na promjer. Postoji jedna značajna razlika s "konvencionalnim" bušilicama.
Promjer konvencionalne bušilice određen je debljinom njezina drška, a u slučaju središnje bušilice određen je debljinom reznog ruba bušilice.
Označavanje i metal od kojeg je izrađena središnja bušilica
Središnje bušilice također su označene u skladu s GOST 14952-75. Kao što je gore spomenuto, u svom označavanju imaju slovo (A, B, C ili R).









Bušilica za centriranje u skladu s GOST 14952-75 poprima oznake "A" i "B" ako se namjerava stvoriti rupa pod kutom od 60 stupnjeva. Ovdje razlika leži u prisutnosti sigurnosnog konusa (slovo "B") ili u njegovom odsustvu (slovo "A"). Oznaka "C" koristi se za bušilice koje prave rupe pod kutom od 75 stupnjeva (nema sigurnosnog konusa), a slovo R je za bušilice koje prave rupe sa zidovima u obliku luka.
Na primjer, razmislite o svrdlu za centriranje promjera 1,0 mm.
Ako je bušilica tipa "A" i izrađena je u prvoj verziji, tada će biti označena 2317-0101 GOST 14952-75, a ako je u drugoj verziji tada 2317-0001 GOST 14952-75. Ovdje "2317" označava specifične projektne karakteristike bušilice potrebne za njegov rad, a 0101 je serijski broj standardne veličine prema tvorničkim tablicama.
Instrumenti koji pripadaju skupini "B" označeni su različito (osobito ako su izrađeni u prvoj verziji, onda kao "2317-0113", a ako u drugoj-"2317-00-12"). Bušilice tipa "C" označene su kao "2317-0124" (u prvoj verziji) i kao "2317-0022" (u drugoj verziji), a grupa R kao "2317-0027". Podsjetimo vas još jednom da je sve to točno ako je promjer bušilice 1 mm.

Također, GOST 14952 75 pretpostavlja da će takvi alati biti izrađeni od alatnog čelika P6M5, njegovog inozemnog analognog HSS-a ili brzohodnog čelika P9. Međutim, oznaka čelika u oznakama središnjih bušilica ne mora biti navedena.
Odabir bušilica za metal ovisno o njihovoj vrsti i namjeni
Odabirom bušilice za metal, majstor, prije svega, gleda njezin izgled.
Twist bušilice
Najpopularnija vrsta. Ove jednostavne jeftine bušilice dizajnirane su za slijepe i prolazne rupe određenog promjera. Radni dio je cilindrična šipka s dva rezna ruba. Utori se koriste za evakuaciju strugotine.
Fotografija # 1: zavojne bušilice za metal
Konusne bušilice
Radni dijelovi imaju oblik češera. U svakodnevnom životu takve se bušilice za metal rijetko koriste. Najprikladniji su za posebne strojeve i dvoručne bušilice. Uz njihovu pomoć izrađuju se rupe promjera od 6 do 60 mm.
Fotografija # 2: bušilica za metalni konus
Kako odabrati stupnjastu bušilicu za metal
Konusne bušilice za metal najbolje su za izradu rupa u tankim listovima. Ovi alati izgledaju ovako.
Fotografija # 3: Koračna bušilica za metal
Kao što vidite, nema potrebe mijenjati alat pri izradi rupa različitih promjera u tankom limu.
Središnje bušilice za metal
Središnje bušilice za metal dizajnirane su za izradu rupa za centriranje u izratcima. Oni su neophodni za pričvršćivanje proizvoda na razne posebne strojeve.









Fotografija # 4: Srednje bušilice za metal
Bušilice za lijevu ruku
Lijeve bušilice za metal posebno su dizajnirane za bušenje vijaka i vijaka sa slomljenim glavama. To se ne može učiniti konvencionalnim bušilicama. Vijak ili vijak će se uviti.
Fotografija # 5: Lijeva bušilica za metal
Svrdla za jezgre za metal
Svrdla za jezgre ili prstenasti rezači koriste se za brzo bušenje velikih rupa u metalnim obratcima (od 15 do 100 mm). Načelo rada takvih alata temelji se na glodanju krune. Potroši 4-12 puta manje energije od konvencionalnih bušilica.
Fotografija # 6: bušilice za jezgre za metal
Ove su bušilice namijenjene za ugradnju na strojeve za bušenje, glodanje i struganje. Za ručni rad koristite posebne alate sa isječcima kao što je QuickIN Plus.
Unaprijed sastavljene bušilice
Vrhunske bušilice izvrsne su za obradu lijevanog željeza, konstrukcijskog čelika i tvrdih otkovaka. Pomoću ovih alata izrađuju se oblikovane i stepenaste rupe velikih promjera. Perforirane bušilice sastoje se od držača na koje su pričvršćene pentaedarske rezne pločice različitih veličina. Imaju posebne utore za uklanjanje strugotina.
Fotografija # 7: Montažne bušilice za perje s umetcima
Bušilice od čvrstog karbida
Bušilice od čvrstog karbida izrađene su od iznimno jakih materijala. Postoje sljedeće vrste takvih alata.
- Monolitni.
- Zavareni.
- Sa posebnim pločama.
Fotografija # 8: Bušilice od tvrdog metala s umetcima
Takvi se alati kupuju za obradu izradaka od čelika otpornih na toplinu i legura titana.
Dalje ćemo vam reći kako odabrati kvalitetnu uvrnutu bušilicu za metal.









Smjernice za odabir središnje bušilice
Ne postoje univerzalne središnje bušilice. Bušilica za centriranje mora se odabrati na temelju niza čimbenika.
Navedimo ih:
- Prvo je potrebno uzeti u obzir materijal s kojim će se radovi izvoditi, kao i promjer i duljinu radnog dijela, materijal bušilice, konus i vrstu rupe za centriranje.
- Drugo, ako se planira centriranje dijela prije bušenja, svrdlo za centriranje mora biti odabrano s manjim promjerom od veličine rupe nakon završnog bušenja. I obrnuto, ako trebate izbušiti vijak koji je čvrsto zaglavljen, a ne podliježe odvijaču, tada je bušilicu potrebno odabrati s istim promjerom (ili većim) vijka koji je potrebno izbušiti.
- Mnogi ljudi koriste središnje bušilice za bušenje rupa za navoje. U tom slučaju potrebno je odabrati promjer bušilice tako da bude manji od promjera navoja. U suprotnom, jednostavno ga neće biti moguće izrezati.
- Također je potrebno uzeti u obzir zahtjeve za hrapavost stijenki rupa, budući da su središnje bušilice dostupne u dvije verzije.
Parametri odabira bušilice prema GOST -u
Nakon pregleda GOST-a za samocentrirajuću bušilicu, postaje očito da morate obratiti pozornost na brojne karakteristike, kao što su:
- Izgled. Jednostavno je: na instrumentu nikada ne smije biti ogrebotina, udubljenja ili vidljivih mehaničkih oštećenja.
- Točnost. Pažljivo promatramo ovaj pokazatelj jer o njemu ovisi kolika će biti odstupanja promjera izbušenih rupa. Na primjer, ako je promjer radnog područja središnje bušilice manji od 8 milimetara, odstupanje ne smije prelaziti 0,05 milimetara.
- Tvrdoća. Ako se ovaj parametar odstupi, vježba neće dugo trajati. Ako je niska, bušilica neće biti dovoljno stabilna tijekom rada, a ako je previsoka, bušilica će biti lomljiva. Tvrdoća bi trebala biti između 63 i 66 HRC prema Rockwellovoj ljestvici tvrdoće.
- Duljina. Ovaj parametar je odgovoran za izvedbu bušilice. Mora se odabrati na temelju duljine obratka.