Označavanje bušilice
Za bušenje nehrđajućeg čelika morate koristiti poseban alat. Sve bušilice, uključujući one za nehrđajući čelik, imaju posebne oznake. Navodi specifikacije, materijal i veličinu alata.
Osnovne oznake:
- Slovo "M" - označava prisutnost molibdena u sastavu proizvoda. Njegov postotak označen je brojem iza ovog slova.
- Slovo "R" - alat je izrađen od brzog čelika. Postotak volframa označen je brojem.
- Slovo "K" - označava prisutnost kobalta u sastavu legure. Njegova količina označena je brojem.
Strani proizvođači izrađuju HSS oznaku koja sadrži podatke o legiranim komponentama, njihovoj količini:
- HSS -TiN - Tijekom proizvodnje na površinu alata nanosi se titanski premaz. Zbog toga se povećava pokazatelj čvrstoće i otpornosti na trošenje. Specifikacije se ne mijenjaju zagrijavanjem na 600 stupnjeva Celzijusa.
- HSS -E - sadrži kobalt.
- HSS -E VAP - posebna svrdla namijenjena za bušenje u nehrđajućem čeliku različitih debljina.
- HSS -R - Gimbali povećane čvrstoće. Koristi se za bušenje bronce, lijevanog željeza, mjedi, bakra.
- HSS-4241 je alat dizajniran za rad s aluminijskim čistkama.
Principi odabira
Prilikom odabira morate uzeti u obzir:
- boja proizvoda;
- namjenu opreme;
- kvaliteta oštrenja;
- simetrija sjekutića;
- alatni materijal, vrsta zaštitnog premaza.
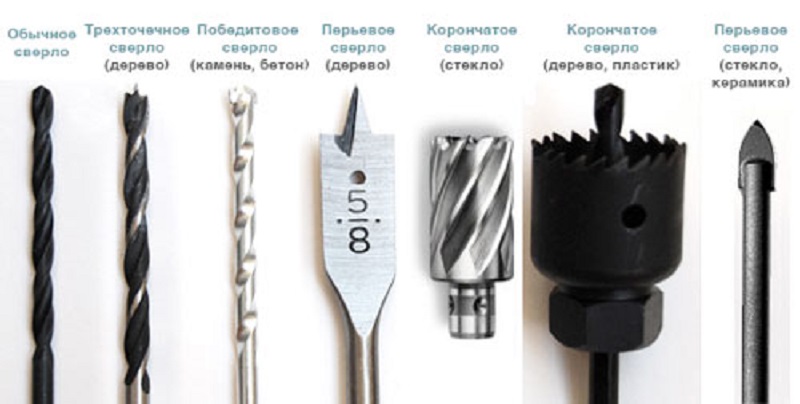
Bušilice različitih vrsta (Foto: Instagram / koleso_ast)
Prednosti i nedostatci
Prednosti:
- sposobnost izvođenja različitih tehnoloških operacija;
- čvrstoća, pouzdanost, trajnost;
- niska cijena.
Proizvođači i cijene
Proizvođači:
- Bosch;
- Haisser;
- Ruko.
Burgije s oznakom SSSR -a smatraju se najpouzdanijim i izdržljivijim. Cijena klasične bušilice s oznakom HSS je 500 rubalja.
Marka bušilice Bosch (Foto: Instagram / sergei.wood_man)
Klasifikacija bušilice
Do danas postoji više klasifikacija ovog rezanja gotovo bilo koje površine alata.

Ovisno o izvedbi radnog dijela, moguće je razlikovati: spiralne vrste svrdla za drvo, centriranje, kao i ravne, pa čak i bušilice isključivo jednostranog rezanja, koje se koriste samo za duboko bušenje.
Ako pogledate fotografiju bušilica za drvo, obraćajući pažnju upravo na dizajn repa, mogu se razlikovati sljedeće vrste:
- stožast;
- cilindričan;
- 3,4,6-strana;
- SDS bušilice.

Također, svi se alati mogu uvjetno podijeliti u nekoliko grupa, ovisno o vrsti materijala s kojim mogu rukovati. Dakle, ovo su duge bušilice za drvo, kao i bušilice za tvrdi beton, staklo, visokokvalitetni metal, kamen s keramikom, kao i univerzalni alati.

Pregled vrsta
Duge bušilice mogu se značajno razlikovati u dizajnu drške. Postoje uređaji s cilindrične i sužene drške... Prvi su tanke cilindrične metalne šipke. Na njihovu su površinu postavljena četiri utora (2 vijčana i 2 spiralna) - potrebni su za rezanje materijala i uklanjanje strugotine.










Cilindrične bušilice koriste se za bušenje čelika, drva i obojenih metala. Mogu biti ljevoruki ili desnoruki, ali prva je opcija češća. Prema GOST -u, ti se uređaji proizvode s udubljenjem za centriranje, ali neki se mogu proizvesti i bez njega.
Cilindrične bušilice ponekad se izrađuju s malim grlom radi lakšeg brušenja.Ukupna duljina ovih bušilica može biti do 320 mm.
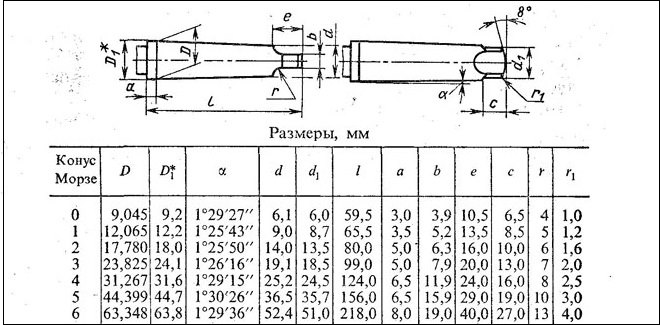
Modeli s konusnom drškom preferirani su izbor među profesionalcima. Sigurno se uklapaju u steznu glavu, pružajući najpreciznije centriranje tijekom rada.
Konusni tip drške izbjegava bušenje i nepravilnosti u materijalu pri bušenju. Gornji dio je na kraju potpuno gladak, stijenke izbušenih rupa također će biti glatke.
Uređaji konusnog tipa imaju najprikladniji dizajn, koji omogućuje, ako je potrebno, njihovu zamjenu novim modelom. Takvi se alati koriste za bušenje metala. Ali oni mogu raditi s drvetom ili plastikom.
Pomoću ovih bušilica možete napraviti rupe različitih promjera od legiranog ili ugljičnog čelika, lijevanog željeza, sinteriranih legura, obojenih metala. Pričvršćivanje same bušilice sa konusnom drškom vrši se pomoću adaptera. Uređaji ovog oblika izrađeni su sa spiralnim radnim dijelom.
Postoji nekoliko vrsta dugih bušilica za metal, koje se razlikuju po čvrstoći, dijelu za pričvršćivanje na opremu, dijelu za rezanje i radnoj površini za uklanjanje strugotina.
Zatim ćemo detaljnije razmotriti najčešće modele produženih mlaznica.
-
Verzija za metal s uzemljenjem sa suženim drškom. Ova je vrsta prikladna za rad s proizvodima od građevinskog i građevinskog metala ili lijevanog željeza. Bušilice su izrađene od HSS čelika velike brzine i imaju kut oštrenja 118º.
-
Rezači napravljeni od brzog rezanja imaju primjesu kobalta, a na vrhu su prekriveni slojem titan-nitrita. Koriste se u radu s čeličnim dijelovima najveće čvrstoće (900 N / mm²).
-
Izuzetno dugi i dugi metalni elementi. Opremljeni su cilindričnim drškama i imaju ojačanu stabljiku. Za učinkovito uklanjanje strugotina, u ovoj je verziji izrađen spiralni utor u obliku parabole. Ovu vrstu bušilice karakterizira povećana krutost.
-
Duga ili ekstra duga šiljata spiralna mlaznica. Ima konusnu dršku. Ova se opcija koristi za bušenje rupa velikih i malih promjera.
-
Bušilice za bušenje šupljih dijelova. Imaju mali rezni dio.
-
Uređaj za bušenje rupa u tvrdim legurama. Imaju kut oštrenja reznog dijela od 135 ° i dršku u obliku konusa.
Produžene bušilice mogu se podijeliti u nekoliko zasebnih skupina ovisno o građi radnih dijelova.
-
Ističu se olovke za bušenje metala. Takvi se modeli koriste za bušenje dubokih rupa velikog promjera. Opremljeni su centriranim naoštrenim vrhovima. Također izgledaju kao mala ravna oštrica.
-
-
Jezgrane bušilice su od posebne važnosti. Ovi modeli mogu biti prikladni i za stvaranje rupa velikog promjera (može biti do 150 mm). Koriste se za rad na glodalicama, strojevima za bušenje. Uređaji najprije izrezuju konturu buduće rupe, a zatim sami prave udubljenje na površini.
-
Postoje modeli s radnim dijelom u obliku konusa. Ovi se nastavci koriste za bušenje obojenih metala ili čelika. Ali obrađuju metalne limove male debljine, koja bi trebala biti manja od 10 mm. Mogu se izraditi standardno, a mogu imati i stepenasti dizajn. Potonji olakšavaju daljnju obradu metala.









Modeli sa suženim vrhom omogućuju vam uvlačenje različitih promjera. To neće zahtijevati redovitu promjenu bušilice u steznoj glavi. Ovi su alati savršeno centrirani.
Kako razumjeti označavanje
Označavanje pomaže u odabiru odgovarajućeg alata za bušenje metalnih proizvoda. Nije ga teško razumjeti.Označavanje bušilica, ovisno o njihovom radnom promjeru, sadrži sljedeće podatke o prezentiranom alatu.
- Na minijaturnim proizvodima čiji promjer ne prelazi 2 mm uopće se ne primjenjuje oznaka.
- Označavanje bušilica čiji je promjer u rasponu od 2-3 mm sadrži podatke o vrsti čelika od koje su izrađene, kao i o veličini njihovog presjeka.
- Označavanje svrdla za metal promjera 3 mm ili više sadrži sljedeće podatke: radni promjer, marka čelika, otisak logotipa proizvođača.
Dakle, slovo "P" u označavanju bušilica za metal znači da su izrađene od brzog čelika. Sastav čeličnih legura koji se koristi u proizvodnji bušilica za obradu metala može sadržavati dodatne tvari koje poboljšavaju njihove performanse. Takve tvari, osobito, mogu biti molibden, koji je označen slovom "M", i kobalt, označen u oznaci slovom "K".
Oznake bušilice nanose se na dršku proizvoda
Strani proizvođači u označavanje uključuju detaljnije informacije o prezentiranom instrumentu. Odlukom o kupnji takvih bušilica dobit ćete sljedeće podatke s njihove oznake:
- naziv zemlje porijekla;
- zaštitni znak proizvođača;
- stupanj čelične legure;
- radni promjer alata;
- razred točnosti;
- kratke preporuke o materijalima s kojima se takav alat može nositi.
Popularne marke alata stranih proizvođača
Kako bismo znali, pri odabiru bušilica inozemne proizvodnje, koje su prikladnije za rješavanje određenih tehnoloških problema, dovoljno je imati predodžbu o materijalu koji će se uz njihovu obradu obrađivati. Dakle, strani proizvođači daju sljedeće preporuke za odabir alata s određenom oznakom.
HSS-R i HSS-G
Preporučuje se bušenje alatom s takvim oznakama:
- čelični dijelovi izrađeni jednostavnim lijevanjem i brizganjem; proizvodi od ugljika i čija čvrstoća ne prelazi 900 N / mm2;
- proizvodi od metalnih legura koji sadrže aluminij, grafit, bakar, nikal, cink (bronca, mjed, bakronik itd.);
- gredice od sivog i nodularnog liva.
Geometrija bušilice HSS-R i HSS-G
HSS-G Co 5
Bušilice s ovom oznakom mogu se koristiti za obradu metala čija čvrstoća doseže 1100 N / mm2. Takvi metali, osobito, mogu biti sljedeći čelici:
- ugljični;
- nehrđajući;
- termički poboljšano;
- otporan na kiseline, toplinu i toplinu;
- legirana.
Samocentrirajuća bušilica za zemlju HSS-G 5% za bušenje tvrdih metala
HSS-G TiAN / TiN
Ako na svrdlima za metal postoji takva oznaka, to znači da se na njihov radni dio nanosi prskanje titanij-aluminij-nitridom. Takav premaz značajno povećava otpornost bušilica ne samo na koroziju, već i na habanje, što pridonosi produljenju njihova vijeka trajanja. Alati s takvim oznakama mogu se koristiti i za obradu metala i legura čvrstoće do 1100 N / mm2. Proizvođači preporučuju korištenje sljedećih vrsta bušilica za obradu:








- kovano i sivo lijevano željezo, u čijoj strukturi grafitni uključci imaju sferni oblik;
- slitine na bazi bakra (mesing, bronca, bakrorez);
- čelične gredice dobivene lijevanjem (uključujući brizganje).
Klasifikacija
Na prodaji možete pronaći različite vrste bušilica. Klasificiraju se ovisno o boji, materijalu, vrsti drške, vrsti premaza, klasi točnosti.
Po boji
Izblijedjela žuta nijansa pojavljuje se nakon odmora u proizvodnji. Dodatna obrada povećava trajnost i čvrstoću alata.
Svijetložuta oprema odlikuje se izdržljivošću i otpornošću na trošenje. Ima nisku stopu trenja. Alat ima premaz od titana, koji mu daje povećanu čvrstoću.
Crna boja označava dodatni tretman parom. To je robusna oprema s dugim vijekom trajanja. Cijena nije jako visoka.
Sijalice najniže kvalitete, koje nisu podvrgnute dodatnoj obradi, su sive boje. Takva oprema ima nisku cijenu, ali neće biti moguće uštedjeti novac jer se bušilice brzo lome.
Po materijalu
Bušilice su izrađene od različitih vrsta čelika:
- alat od ugljika;
- legirani instrumental;
- velike brzine.
Dodatno, ploče od tvrdog metala pričvršćene su na rezne dijelove.
Bušilice za čelik (Foto: Instagram / linkorspb)
Prema obliku
Pregledi:
- Stepenasta, sužena. Nazivaju ih i gimbalima. Radni dio ima stožast oblik. Dizajnirano za bušenje rupa različitih promjera u metalnim pločama debljine do 2 mm.
- Centriranje. Višenamjenske bušilice potrebne za stvaranje posebnih rupa u metalnim izratcima. Dijelovi su fiksirani u opremi za bušenje.
- Produženo. Koristi se za izradu slijepih, kroz rupe.
- Prvi. Alat sa zamjenjivim umetcima. Može se koristiti za izradu rupa velikog promjera s glatkim stijenkama.
- Okrunjen. Šuplje krunice koje na rubovima imaju mnogo oštrih zuba. Pogodno za bušenje rupa u tankim metalnim pločama promjera do 30 mm.
- S navojem. Koriste se za rezanje niti u unaprijed pripremljenim rupama.
- Visoka preciznost. Uz njihovu pomoć možete izvesti precizne tehnološke operacije.
- Ljevak. Oprema za visoko specijalizirane svrhe, koja je potrebna za bušenje oštećene opreme iz rupa.
Najčešća vrsta svrdla za metal je spiralna. Dizajnirano za bušenje rupa različitih dubina i promjera.
Konusne bušilice (Foto: Instagram / dismart_kh)
Po vrsti drški
Vrste drški:
- Stožast. Pribor je dizajniran za profesionalne bušilice velike snage ili industrijske strojeve za bušenje.
- Cilindričan. Pogodno za električne alate.
- Šesterokutna. Koristi se za stezanje steznih glava, stezaljki.
Prema vrsti pokrića
Bušilice se mogu primijeniti:
- titanijev aluminijev nitrid;
- titanov karbonitrid;
- dijamantni čips;
- keramički premaz od titanijevog nitrida;
- oksidni film.
Potonja vrsta pokrivenosti je najpristupačnija i najpouzdanija.
Bušilice od kobalta (Foto: Instagram / vmiha80)
Klasa točnosti
Klasa točnosti:
- Normalna točnost s oznakom B. Dizajnirano za bušenje rupa u smislu točnosti do stupnja 15.
- Normalna točnost s oznakom B Dizajnirano za bušenje rupa do klase točnosti 14.
- Oprema povećane točnosti s oznakom A1. Pogodno za izradu rupa s točnošću od 10 do 13 klasa točnosti.
Razlike u radu ekstra duge bušilice od konvencionalne
Iznimno dugi rezači metala podložni su većoj toplini od običnih rezača. To je zbog velike površine kontakta alata sa stijenkama kanala i slabog prijenosa topline zbog zatvorenog prostora. Stoga je potrebno organizirati prisilno hlađenje tijekom bušenja.
Produžena bušilica ima povećanu čvrstoću na savijanje, ali ako neprestano bušite, prolazeći kanal odjednom, vjerojatnost pucanja bušilice zbog metalnih strugotina nastalih u kanalu je vrlo velika









Važno je s vremena na vrijeme ukloniti ove čipove vraćanjem alata natrag.
Brzo i kontinuirano uvlačenje rezača također može uništiti alat, pa morate ići naprijed s kratkim uvlačenjem.
Izuzetno dugačku bušilicu za metal teško je raditi s konvencionalnom električnom bušilicom: nemoguće je savršeno držati alat savršeno ravno. Rupa se može pokazati lošom kvalitetom, paralelizam se neće poštivati, vjerojatnost razbijanja platforme je velika
Sve se to može izbjeći bušenjem s posebnim strojem.
Za bušenje tvrdih legura potrebno je raditi pri malim brzinama vratila.To će spriječiti pregrijavanje i oštećenje reznog ruba.
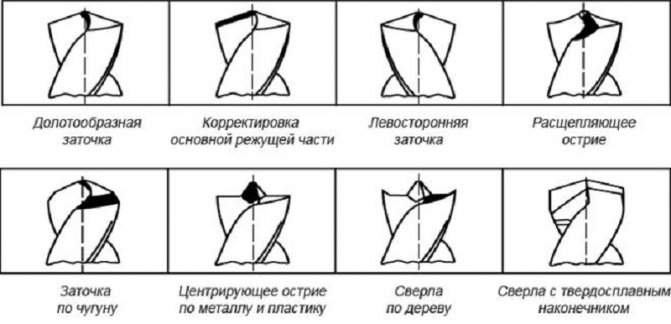
Oštrenje rezača za metal mora se izvesti na posebnoj opremi, strogo poštujući kut. Za to je bolje koristiti predložak.
Što vam boja bušilice može reći
Osim oznaka koje ukazuju na sastav čelika i nečistoće, morate razumjeti što označava boja bušilice. To će vam reći kroz koju je dodatnu obradu metal prošao i kako će to utjecati na karakteristike alata. Evo uobičajenih boja.
Čelik siva
Ovo su najjednostavnije bušilice bez dodatnog premaza. Ako se dugo ostave u vlažnom okruženju, zahrđat će. Tijekom bušenja nemojte previše pritiskati alat, jer se u protivnom može slomiti šipka.
Zlatna nijansa
Ova boja označava otvrdnutu. Obrada čini vanjski dio vrlo čvrstim, ali povećava unutarnju krhkost. Bušilice se dugo oštre, ali imaju tendenciju loma. Periodično ponovno stvrdnjavanje potrebno je kako bi im se produžio vijek trajanja.
Zlatna svijetla boja
Ove bušilice su odmah vidljive na pultu svoje jarke boje. Učinak se postiže površinskom obradom titanom. Premaz smanjuje trošenje zbog trenja i produljuje dugi vijek trajanja. Bušilice su klase visoke čvrstoće i u skladu s tim koštaju.
Crna boja
Čelik se obrađuje parom. Jeftin način povećanja vanjske čvrstoće uz izbjegavanje unutarnje krhkosti. Bušilice bolje drže oštrenje i traju duže od sivih svrdla.
Karakteristike
Tehnički parametri proizvedenih bušilica ovise o boji:
Crna - označava povećanu otpornost proizvoda na trošenje;

Bušilica sa svijetlo zlatnom nijansom znači da alat za rezanje nema povećanu krhkost; kali se tijekom proizvodnje kako bi se ublažio unutarnji stres;

Svijetlo zlatno - sposobnost smanjenja trenja tijekom rada, proizvodi se odlikuju dobrom snagom;

Siva - alat je dizajniran za kratak radni vijek, najjeftiniji, niske kvalitete.

Sjećajući se boje bušilice, pazimo na promjer radnog ruba koji određuje njegovu oznaku. Mali alati (do dva milimetra) nisu označeni
Slovo "P" - prvo slovo, znači da se u proizvodnji bušilice koristio brzi čelik.


Svi tehnički podaci o bušilici mogu se pročitati na njezinoj dršci:
- Koliki je promjer;
- Saznajte o tvrdoći čelika;
- Koji su legirajući elementi u leguri;
- Shvatite tehnologiju, proizvođača.
Kao što je spomenuto, nema oznaka na svrdlima malog promjera!

Najskuplji, izdržljivi alat je kobalt. Također, najcjenjenije su bušilice s oznakom SSSR -a.