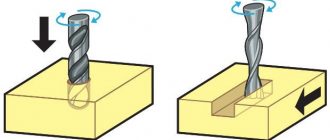
Označavanje svrdla za metal
Burgije za metal označene su njihovim promjerom, kao i mjestom izrade. Mogu se primijetiti sljedeća pravila i značajke:
- Bušilice s presjekom do 2 mm nisu označene.
- Bušilice promjera 2-3 mm - na njima ćete pronaći oznake razreda i presjeka čelika.
- Od 3 mm - nanose se podaci kao što su presjek, kvaliteta metala, uključujući dodatne tvari u leguri, otisak proizvođača.
Domaći proizvođači ograničeni su samo ovim pravilima označavanja. Odlučite li se za kupnju bušilica za metal uvoznih marki, pronaći ćete detaljnije informacije o kvalitetnim proizvodima:
- naziv zemlje proizvodnje;
- zaštitni znak tvrtke;
- stupanj čelika ili legure;
- presjek i veličina bušilice;
- preporuke za uporabu - metal koji se može obraditi jednom ili drugom bušilicom;
- razred točnosti.
Legure, označavanje, svrha bušilica za metal
Možete sami zaključiti koja vam je bušilica potrebna ako znate kakvu vrstu metala trebate bušiti. Preporuke proizvođača su sljedeće:
- HSS-R i HSS-G. Bušilice za metal s ovom oznakom namijenjene su za obradu:
- čelik - lijevan, lijevan pod pritiskom, legiran, ugljik, čvrstoće do 900 N / mm²;
- metalne legure - aluminij, bakronik, grafit, bronca, mjed;
- lijevano željezo - sivo i kovano.
- HSS-G Co 5. Ako svrdlo ima ovu oznaku, tada je indeks čvrstoće ograničen na 1100 N / mm². Prikladni su za upotrebu u čeliku:
- nehrđajući;
- ugljik;
- termički poboljšano;
- otporan na kiseline i toplinu;
- legirano;
- nije otporan na toplinu.
- HSS-G TiAN / TiN. Za izradu alata od ove vrste metala koristi se raspršivanje titan-aluminij-nitrida. Zbog toga površina postaje otporna na koroziju, savršeno reže metal i može dugo ostati u izvornom obliku. Pogodni su za obradu legura različitog podrijetla čvrstoće do 1100 N / mm². Popis preporučenih metala uključuje:
- lijevano željezo - sivo, sa sferoidnim talozima od čelika, grafita, kovano;
- legure - bakra, mesing, bronca;
- lijevani čelik, uključujući i pod tlakom.
Osim ovih vrsta čelika, za proizvodnju bušilica koriste se i drugi metali:
-
Kobalt. Zbog uključivanja ovog elementa u leguru alat stječe visoke karakteristike čvrstoće, otpornost na deformacije pod mehaničkim i toplinskim utjecajima. Stoga su čak prikladni za bušenje rupa u karbidnim metalima, žilavim legurama i obojenim metalima. Bušilice za metal od kobalta skuplje su od konvencionalnih bušilica, ali ih danas nije teško pronaći - mnogi proizvođači građevinskih alata proizvode čitavu seriju takvih modela.
- Bušilice za metal od čvrstog karbida. Ova skupina proizvoda predstavljena je u zasebnoj liniji, a sastav sirovina za izradu takvih bušilica može se razlikovati od različitih proizvođača. Glavne prednosti takvog alata su mogućnost obrade metala velike debljine, od najčvršćih i najtvrđih legura, ima vrlo oštar, jednostrani kut oštrenja, što uvelike pojednostavljuje tijek rada.
Prednosti bušilica za jezgre
Svrdla za jezgre za metal, u usporedbi s konvencionalnim bušilicama za jezgre, imaju niz prednosti.
- Dizajn prstena postavljen je na takav način da je rupa izrezana po konturi, što ne zahtijeva opremu s pogonom velike snage.
- Bušenjem prstenastog rezača mogu se stvoriti rupe s visokom unutarnjom hrapavošću površine. Klasičnim dizajnom alata to nije uvijek moguće.
- Bušilice s jezgrom ugrađuju se na razne vrste opreme. Posebno se ne koriste samo za bušenje, već i za glodalice i tokarske strojeve.
- Bušilice ovog tipa mogu se koristiti u kombinaciji s drugim alatima, odnosno mogu se koristiti za obradu s više alata.
- Područje dodira reznih rubova svrdla za jezgru s obratkom je prilično značajno.
- U jednom prolazu bušilica za jezgru omogućuje vam uklanjanje velike količine materijala obratka.
- Recikliranje obrađenog metala u strugotine zahtijeva znatno manje energije i snage korištene opreme.
- Zbog činjenice da su rezači prstena izrađeni od, bušenje uz njihovu pomoć izvodi se s visokom produktivnošću.
- Proces bušenja provodi se ne samo velikom brzinom, već i iznimnom preciznošću.
- Alat ove vrste odlikuje visoka učinkovitost i ergonomija uporabe.
- Prstenasti rezači stvaraju minimalnu količinu buke tijekom obrade.
- Visoka produktivnost korištenja takvog alata također je osigurana prisutnošću velikog broja reznih rubova na njegovom radnom dijelu.
Prstenasta bušilica omogućuje dobivanje kroz rupe u metalnim proizvodima, čiji je promjer u rasponu 12-150 mm.










Prednosti i nedostatci
Bušilice s jezgrom široko se koriste u obradi metala zbog kombinacije niza pozitivnih svojstava, među kojima se mogu izdvojiti:
- Pomoću ovog alata pomoću jednostavne opreme mogu se dobiti rupe promjera do 200 milimetara. Dok konvencionalne zavojne bušilice režu metal po cijelom presjeku rupe, krunske bušilice režu ga samo po obodu. Sukladno tome, količina metala za rezanje znatno je manja. Stoga se značajno štedi energija utrošena na rad.
- Prilikom bušenja velikih rupa konvencionalnim bušilicama potrebno je najprije izraditi probne utore malih promjera. Zatim se cijeli volumen materijala unutar buduće rupe prerađuje u strugotine. Bušilica s jezgrom završava rupu u jednoj operaciji i to mnogo brže. Stoga njihova uporaba dovodi do uštede radnog vremena i povećava produktivnost procesa.
- Konfiguracija reznog profila krunske bušilice pogoduje postizanju visokih vrijednosti hrapavosti unutarnje površine rupe. Vrlo je teško postići ovu završnu obradu površine konvencionalnim bušilicama. Za to će biti potrebno dodatno obraditi metal drugim tehnološkim operacijama mehaničke obrade.
- HSS bušilice za metalne rupe trajat će jako dugo jer se mogu više puta izoštriti. Štoviše, rezni rubovi mogu se vratiti sve dok to postupno smanjuje duljina alata. Naravno, profil rezanja zuba ima prilično složenu konfiguraciju, pa stoga pravilno oštrenje zahtijeva određenu vještinu majstora ili prisutnost crteža kojim se može voditi.
- Bušilicama za rupe možete bušiti rupe ne samo na ravnim površinama, već i u dijelovima sa složenim zakrivljenim površinama. Rad sa uvijačima u takvim slučajevima uključuje mnoge pripremne radnje i korištenje različitih trikova. S krunicama možete jednostavno bušiti cijevi. Cijevi velikog promjera koje se ne mogu ugraditi u stroj mogu se jednostavno obraditi strojevima za magnetsko bušenje s bušilicom s jezgrom ugrađenom u steznu glavu. HSS bušilice za to su dobro prilagođene.
- Zbog svog dizajna svrdla su znatno lakša od konvencionalnih alata. Ta je razlika osobito velika pri velikim promjerima. Mala težina omogućuje rad s bušilicama sa jezgrom na malim strojevima za bušenje, pa čak i na ručnim električnim alatima.
- Mnogo je lakše izvesti strojnu obradu bušilicom za metalnu jezgru nego spiralnim alatom. Ovaj alat, čak i bez pripremnih radnji, dobro je centriran i omogućuje vam da dobijete ravnomjernu rupu okomito na površinu.
- Kad se ugrađuju na alatne strojeve, posebne montažne bušilice s jezgrom mogu lako postići dobro hlađenje i podmazivanje alata. Mazivo rashladne tekućine dovodi se u zonu obrade kroz unutarnji otvor u alatu i stoga ulazi u reznu ivicu u dovoljnoj količini.
Unatoč velikom broju gore navedenih prednosti, bušilica s metalnom jezgrom ima i nekoliko značajnih nedostataka, među kojima se mogu razlikovati sljedeća dva:
- Ovim alatom mogu se dobiti samo rupe u metalu. Za izradu slijepih rupa morat ćete upotrijebiti drugačiji alat za rezanje.
- Najčešće su svrdla s jezgrom čiji je rezni dio izrađen od spojenih tvrdog metala. Takav alat ne može se izoštriti, pa stoga, nakon što su mu se svojstva rezanja pogoršala, postaje neupotrebljiv.
Osobitosti
Bušilice za alatne strojeve su rezni alati. Koriste se za bušenje novih rupa i povećanje promjera postojećih. Bušilice za alatne strojeve izrađuju se u skladu s propisima i dokumentima za određenu tehnologiju.
Ovaj alat ima niz značajki, uključujući:
- visok koeficijent čvrstoće i pouzdanosti;
- visoka razina otpora;
- otpornost na koroziju;
- izrađene su od kvalitetnih materijala, među kojima ima mnogo različitih legura i, naravno, čelika, koji se naziva "high-speed", ali nije prikladan bilo koji čelik, naime razreda P18, P9, P9K15.


Kako bi se povećao vijek trajanja bušilice, tijekom proizvodnog procesa ona se premazuje posebnim spojevima.
- Oksidni film. Ovaj premaz povećava koeficijent otpornosti proizvoda na toplinu tijekom trenja.
- Dijamantni premaz. Jedan od najtrajnijih, koristi se za obradu proizvoda namijenjenih bušenju u tvrdim i vrlo izdržljivim materijalima, poput kamena ili porculanskog kamena.
- Prevučeno titanom.


Bušilice za alatne strojeve razlikuju se ne samo po tehničkim parametrima, već i po boji, što ukazuje na način obrade proizvoda.
- Siva. Pokazuje da proizvod nije tretiran na bilo koji način. Nema dobre tehničke parametre i dug radni vijek.
- Crno. U završnoj fazi, proizvod je tretiran pregrijanom parom.
- Žuta boja. Postojao je poseban tretman čija je glavna svrha ublažavanje unutarnjeg stresa. Vrlo jak, kvalitetan i izdržljiv proizvod.
- Zlatna. Kaže da legura od koje je proizvod napravljen sadrži titan i nitrid, prošlo je nekoliko faza prerade. Ove su vježbe najjače i najstabilnije.
Značajke bušenja karbidnim zubima
Svrdla sa zubima od tvrdog metala mogu se koristiti na prijenosnim i stacionarnim strojevima. Izvrsno buše krom-nikal čelik i obični čelik. Burgije od tvrdog metala otporne su na toplinu i posebno su dizajnirane za bušenje velikom brzinom.










Kada koristite svrdla s tvrdozubnim zubima, slijedite ove smjernice:
- Ne koriste se kada je uključeno napajanje tijekom bušenja na stacionarnim strojevima.
- Ne može se koristiti s omogućenom bušilicom SDS +.
- Nemojte naginjati bit u odnosu na materijal tijekom procesa bušenja
- Uvijek koristite tekućine za rezanje
- Nosite samo zaštitne naočale
Upute za korištenje
Nacrtajte točku buduće rupe. Središnju bušilicu postavite na označeno mjesto bušenja.
Lagano pritisnite tijekom procesa bušenja dok bušilica za centriranje ne prođe. Nemojte prejako pritiskati kako biste izbjegli oštećenja (kad središnja bušilica prođe). Ne naginjite krunu
Savjet
Gurnite plastičnu ili metalnu cijev preko svrdla za centriranje; bit bi trebao biti duži od svrdla.
Kad bušilica prođe, cijev će nasloniti na površinu i zubi neće udariti u materijal.
Tada možete bušiti bez svrdla.
Prilikom bušenja lima: Ostavite slobodan prostor ispod lima tako da bit može proći ravno.
Prilikom bušenja cijevi: bušite samo dobro usidrene cijevi.
Standardne vrijednosti brzine
Za strojeve male snage sa snažnim usporavanjem vrijednosti treba povećati za oko 30% (ili smanjiti opterećenje). Ako nema stalnog kontakta zubaca krunice s materijalom koji se buši (na primjer, pri bušenju cijevi ili profiliranog lima), brzina bušenja može se povećati u odnosu na standardne vrijednosti. Nakon što svi zubi bita dodirnu ravninu bušenja, brzinu se mora ponovno smanjiti.








Ako je brzina preniska, glatkoća rotacije se smanjuje, što može dovesti do loma zuba.
Uklanjanje strugova
Uklonite trup iz rupe koju ćete izbušiti laganim podizanjem i okretanjem svrdla. Time se osigurava bolja opskrba rashladnim sredstvima za podmazivanje, što produljuje vijek trajanja alata.
To je vrlo važno pogotovo kada bušite debele materijale (do 20 mm) teškim svrdlima poput Karnash art-a. 20.1130
Upute za uporabu na ručnoj bušilici
Što je veći promjer svrdla, veća je vjerojatnost nesreće. Za ručne bušilice preporučujemo upotrebu nastavka najvećeg promjera 35 mm. Za bušenje velikih promjera koristite stacionarne strojeve.