Oštrenje bušilice za točkovno zavarivanje
U procesu zavarivanja zavarivanjem, metal se zbija, pa ga je prilično teško izbušiti. Bušilice moraju biti izrađene od čvrstog brzog čelika i imati posebno oštrenje.
Za bušenje. Ako se namjeravate kretati kroz dijelove, možete upotrijebiti uobičajenu konusnu bušilicu. Promjer je odabran 1-2 mm širi od mjesta zavarivanja.
Za bušenje jednog komada. Imaju gotovo ravno oštrenje, u sredini bušilice nalazi se izbočina - povodac. Dizajniran je za centriranje i izgleda kao mala bušilica. Povodnik može biti uzak - prikladan za rad s tankim limom, i širok - prikladan za rad s debelim metalom. Promjer se odabire prema promjeru vrha ili nešto širi.
Svrdla za jezgre. Sastoje se od reznog dijela, vođice i drške. Rezna glava može biti izrađena od mekog materijala sa slavinama od tvrdog metala. Unutarnji promjer krune trebao bi biti 1 mm širi od vrha. Osobitost rada s krunom je ta što ne buši materijal vrha, već odabire metal dijela oko nje.
Prilično je teško ponoviti oblik oštrenja u okruženju garaže.
Važno je ne pokvariti povodac niti pregrijati metal. Trebat će vam kalibrirana mašina za oštrenje i šablona
Iskusni tokar može izoštriti bušilicu na konvencionalnom stroju, ali bušilica neće imati tako dobre performanse.
Zanimljivo: Karbidni umetci - prednosti, klasifikacija
Osobitosti
Svrdlo za točkovno zavarivanje koristi se za uklanjanje trajnog zavarenog spoja. Takav rezač omogućuje vam precizno razvrtanje mjesta zavarivanja, bez nanošenja značajnih oštećenja na površini dijela takvim radnjama. Često se za bušenje koristi alat promjera 8 mm. Takav alat za bušenje možete pronaći u specijaliziranim prodajnim mjestima, ali njegova cijena može biti prilično visoka. Međutim, kupljena bušilica će vam platiti troškove, što uvelike olakšava postupak uklanjanja dijelova povezanih točkastim zavarivanjem.









Glavne prednosti rezača za uklanjanje učvršćenja točkastog zavara.
- Zavarivanje je moguće izvesti bez prethodnog stvaranja udubljenja na mjestu zavarivanja, odnosno bez probijanja. Ova je značajka bušilice prikladna jer štedi puno vremena i truda.
- S bušilicom možete dugo raditi, izvodeći uzastopno bušenje nekoliko točaka zavarivanja odjednom. Čak i kad se zagrije, bušilica ne gubi svoja svojstva.
- Vijek trajanja alata je prilično dug, budući da je ovaj proizvod izrađen od čelika visoke čvrstoće i ima mogućnost višestrukih ciklusa oštrenja.
- Nakon razvrtanja mjesta zavarivanja, demontirani dio ostaje spremljen za ponovnu uporabu. Osim toga, površina drugog obratka, na koji je pričvršćen demontirani dio, nije oštećena te se ponovno može koristiti za predviđenu namjenu.


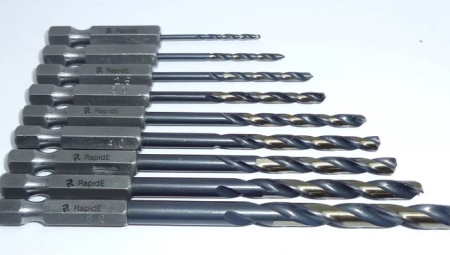
Alat za demontažu točaka zavarivanja izrađen je od legiranog čelika s dodatkom titanovog raspršivanja. Postoje 2 vrste takvih alata: s jednom radnom stranom ili dvostrani. Promjeri bušilice su različiti - mogu biti 6, 8 i 10 mm. Odabir promjera bušilice ovisi o veličini mjesta zavarivanja koje se buši. U tom slučaju, promjeru predmeta za bušenje dodaje se dodatnih 1,5 mm.
Po svojoj strukturi alat za bušenje ima 3 glavna dijela.
- Jezgreno područje.Visina ovog dijela mora biti odabrana tako da prelazi debljinu dijela za 2 mm.
- Rezanje dijela. Kako bi se ojačalo ovo područje, na metal se nanosi raspršivanje titana, što značajno jača bušilicu, produljuje njezinu otpornost na trošenje i omogućuje rad alata bez obzira na zagrijavanje.
- Područje pričvršćivanja. Ovaj dio služi za pričvršćivanje alata za bušenje na držač električne bušilice.
Po vizualnim znakovima vrlo je jednostavno razlikovati alat dizajniran za demontažu točaka zavarivanja od drugih analoga za bušenje - os alata ima suženi oblik, pod kutom od 90 °, dok je radni kraj svrdla ravan.
Kako raditi?
Na prvi pogled, jednostavna tehnologija korištenja alata za demontažu točaka zavarivanja ima nekoliko značajki. Stručnjaci se u svom radu pridržavaju sljedećih pravila.
- Za rad se koristi električna bušilica koja ima mogućnost podešavanja brzine vrtnje.
- Bušenje se ne smije izvoditi velikom brzinom jer se osovina alata može slomiti zbog velikog opterećenja.
- Za izvođenje procesa bušenja bušilica je postavljena na točku bušenja u strogo okomitom položaju. Sva odstupanja tijekom rada su neprihvatljiva jer to može oštetiti površinu obratka koji se buši.

Prije početka bušenja potrebno je pripremiti radnu površinu. Oni to rade na sljedeći način.










- Površina se čisti od prljavštine i sloja boje - to će značajno poboljšati kvalitetu rezultata rada i smanjiti vjerojatnost da će se alat odvojiti tijekom bušenja. Čišćenje se vrši brusnim papirom.
- Iako se bušilica može koristiti bez prethodnog probijanja područja bušenja, radi praktičnosti, ovaj se postupak ponekad izvodi pomoću zasebne jezgre u tu svrhu.
Prije početka rada potrebno je pregledati sva mjesta zavarivanja i odrediti koji promjer alata će se koristiti za bušenje.

Kad su pripremni radovi dovršeni, možete započeti bušenje. U tu svrhu alat za bušenje stavlja se u steznu glavu električne bušilice i, nakon što usmjeri radni dio alata do mjesta zavarivanja, čvrsto pritisnuvši bušilicu, počinje bušiti, počevši pri maloj brzini
Tijekom procesa bušenja važno je uzeti si vremena i paziti da ne bušite kroz metalni dio. Nakon završetka procesa bušenja točaka zavarenog nastavka, sljedeći korak bit će odvajanje jednog dijela od drugog.
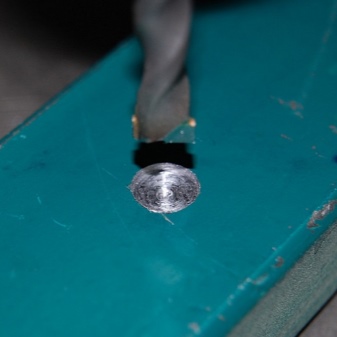
Treba imati na umu da rezač ne buši u potpunosti kroz točku zavarivanja, kao što to radi konvencionalna bušilica, njegov princip rada je drugačiji - buši u krugu u području mjesta zavarivanja i omogućuje vam odvajanje dio od baze. Nakon što se dijelovi odvoje, preostali metal zavarivanja odsiječe se brusilicom ili reznom brusnom pločom, a u nekim - osobito teškim slučajevima - dlijeto s čekićem koristi se za odvajanje dijelova
Ako je potrebno izbušiti prednji dio nastavka za zavarivanje, upotrijebite bušilicu koja ima osebujnu izbočinu u obliku konusa u obliku izljeva, s kojom se centriranje svrdla drži u željenom položaju. U ovom slučaju, oštrenje same bušilice je ravno.










Drugi učinkovit način rastavljanja mjesta zavarivanja je upotreba male krunice s izoštrenim zubima. Ovaj uređaj u svom dizajnu ima centrirajući graničnik s oprugom koji djeluje kao ograničenje. Može se podesiti pomoću posebne postavke. Tijekom rada krunica uklanja samo područje mjesta zavarivanja, a pritom ne utječe na višak dijelova metala dijela.
Drugi načini uklanjanja točkovnog zavarivanja
Postoji nekoliko načina za uklanjanje mjesta zavarivanja na teško dostupnim mjestima.Mogu se koristiti zajedno sa bušenjem, ako je doći do točke problematično.
- Sijecanje. Između dijelova ugrađeno je oštro dlijeto, točka je odrezana oštrim udarcima. Dijelovi su deformirani, pa će biti potrebno dodatno uređivanje. Postupak se može olakšati pneumatskim dlijetom ili perforatorom.
- Mljevenje. Metal točka se bira brusnim kotačem sve dok se ne pojavi jasan obris spoja. Metoda zahtijeva točnost jer postoji opasnost od oštećenja dijela.
- Rezanje. Za to je potreban stroj za rezanje plazmom. Mogu pažljivo presjeći vrhove i zavariti rupe.
Ovisno o ciljevima koji stoje pred čarobnjakom i jednostavnosti uporabe, možete primijeniti bilo koju od predloženih metoda. Svaki slučaj je jedinstven. trebali biste vjerovati svom iskustvu i intuiciji.
Prednosti bušilice za tačkasto zavarivanje
S obzirom na alternativne metode uklanjanja spojeva zavarenih spojevima, upotreba specijalizirane bušilice ima nekoliko prednosti.

- Nema potrebe za raznim pripremnim postupcima. Proces bušenja počinje odmah bez probijanja itd.
- Mogućnost brisanja nekoliko veza zaredom bez pauza.
- Ako imate opremu s kojom možete izoštriti bušilicu, njezin je vijek trajanja vrlo dug.
- Tijekom procesa bušenja drugi metalni lim nije oštećen, što omogućuje da se uklonjeni dio ubuduće koristi za njegovu glavnu namjenu.
Veliki broj različitih proizvoda, uređaja, auto dijelova itd. međusobno su povezani odvojivim metodama (vijci, matice, vijci itd.), točnije točkovnim zavarivanjem. U skladu s tim, prilično ga je problematično ukloniti bez oštećenja različitim metodama. Uz pomoć bušilice za zavarivanje, ovaj postupak je jednostavan kao i ljuštenje krušaka. Vrijedi napomenuti da je, unatoč prilično uskoj specijalizaciji bušilice, apsolutno svaka bušilica prikladna za njezinu uporabu. Međutim, najbolje je koristiti opremu koja vam omogućuje podešavanje radne snage. Naravno, proizvod neće moći obaviti sav posao za majstora, stoga, ako se dio naknadno ponovno koristi, rad zahtijeva povećanu točnost.

Kako pripremiti područje za bušenje?
Kako biste što lakše radili s karoserijom automobila, trebate ukloniti brtvenu masu, boju i sve dodatne premaze s njezine površine - to vam omogućuje da prilično dobro promatrate mjesta na kojima su izvedeni zavareni radovi. Vrijedi napomenuti da stručni radnici u radionicama koje se bave karoserijama vozila ne uklanjaju uvijek samu boju. Dovoljno im je da mrlje lagano očiste brusnim papirom ili kutnom brusilicom - to je sasvim dovoljno za dobar pregled zavarenog područja.
Proces bušenja
Odvajanje dijela tijela sastoji se od nekoliko logičkih koraka:
- Priprema. Vrijedi ukloniti sve elastične trake, lajsne, obloge. Cijeli rub spoja mora biti vidljiv. Očistimo rub brusnim papirom - tako da će sve točke biti vidljive. Ako je potrebno, uskim oštrim dlijetom uklonite brtvilo, kit ili boju.
- Točke probijanja. Oštrom jezgrom označite središte bušenja urednim potezima. Izbušene točke pomoći će zadržati središte na mjestu i spriječiti pucanje bušilice na početku.
- Bušenje. S oštrim nosom bušilica je postavljena u središte mjesta zavarivanja u predviđenom udubljenju. Potrebno je izbušiti točkasto zavarivanje pri malim brzinama, čvrsto držati bušilicu s obje ruke - dijelovi su neravni, a rubovi alata uvijek pokušavaju dodirnuti metalne izbočine.
- Odvajanje površina. U pravilu, dijelovi nakon bušenja nastavljaju prianjati na boje, brtvila ili neizbušena područja.Prženje s ravnim tankim dlijetom pomoći će odvojiti, također izrezuje neobušena područja.










Kako pripremiti mjesto za bušenje
Prilikom razmatranja takve tehnologije treba imati na umu da konačni rezultat uvelike ovisi o kvaliteti pripreme površine. Značajke ove tehnologije uključuju sljedeće točke:
- Preporuča se bušenje rupe za bušenje. Za to možete koristiti odvijač.
- Čišćenjem površine od raznih zagađivača možete značajno poboljšati kvalitetu posla.
Ako ne izvršite prethodnu pripremu površine, postoji mogućnost iskakanja šipke. Ako se promijeni kut opterećenja, šipka se može slomiti. Osim toga, s prilično velikom kontaktnom površinom, upotrijebljeni alat može se pregrijati.
Ishod
Valja napomenuti da se danas za izbušenu rupu koristi rezanje plazmom. Može se koristiti za sagorijevanje bilo koje debljine konstrukcijskog dijela od željeza.
Ovo je prilično skupa usluga, zbog čega se koristi u rijetkim i iznimno potrebnim situacijama. Mnogi obrtnici koji rade s tijelima i dalje koriste točkasto zavarivanje.
Zahvaljujući odgovarajućim vježbama, posao postaje lak, a ne skup u smislu financija, vremena i truda, isplaćuje se zbog svojih svojstava i funkcija. Osim toga, potrebno je naglasiti da takve bušilice trebaju redovito oštrenje pomoću posebnog dizajna.