Pogledi
Sam porog je podijeljen prema sljedećim čimbenicima:
- prema vrsti pogonskog mehanizma;
- metodom stezanja obratka;
- prema obliku izvršenja.


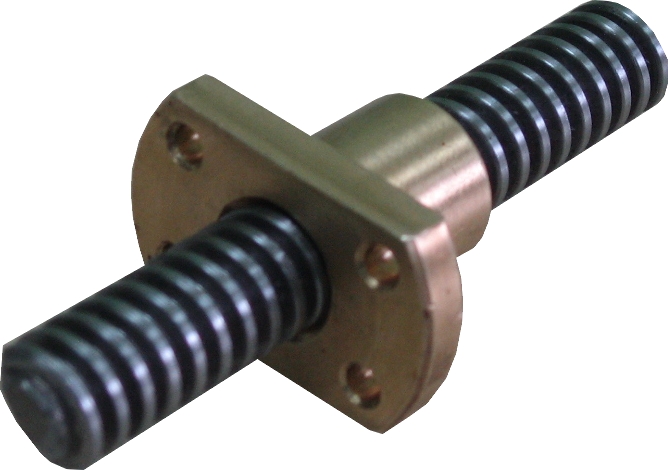
Oni su križ, globus, lopta. Međutim, bez obzira na to što se proizvode, u svakom modelu postoji par vijaka, to jest hodna matica koja se pri okretanju pričvršćuje na središnji vijak (ili klin), uslijed čega dolazi do procesa uzdužnog pomicanja pomičnog dijela od poroka se odvija. Središnja šipka s navojem tako spaja glavne dijelove uređaja.

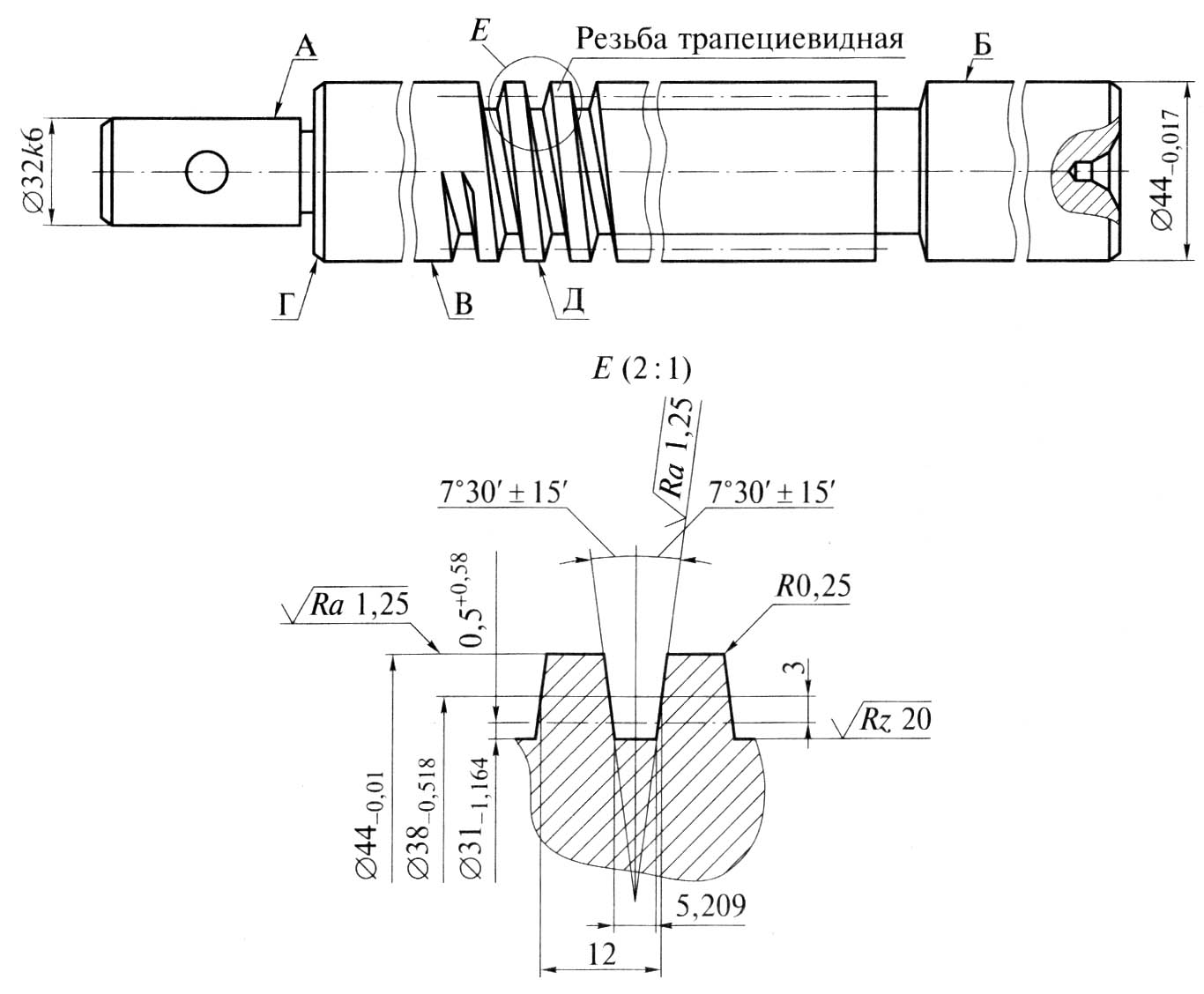
Muškarci koji su se morali baviti poslom u poroku vjerojatno su obratili pažnju na profil. Korišteni trapezni navoj ima mnoge prednosti u odnosu na metrički i imperijalni
Takva ukosnica otporna je na povećana opterećenja, habanje tijekom rada. Međutim, ništa manje strogi zahtjevi ne postavljaju se za materijal za izradu olovnog vijka.
Vijačni par proizvodi se prema prosječnoj klasi točnosti. U proizvodnji se koristi niskougljični čelik A-40G ili 45 čelik. Ove se legure lako obrađuju, što rezultira niskom hrapavošću, visokim profilom i preciznošću nagiba.


Viseći olovni vijci su:
- s mehanizmom za brzo otpuštanje;
- s dva vodiča do drvenih radnih stolova;
- s naglaskom;
- posebno - za izradu poroka u obliku slova L.


U sustavu u kojem su prisutni matica, vijak i postolje, vijak se smatra glavnom karikom. Rotira se u ležaju i ima glatki žlijeb. Takav se vijak ne pomiče, već čini rotacijski par.
U rotacijskom paru ostvaruje se transformacija rotacijskog gibanja u translacijsko. Kad se vijak okrene, klizač, koji je dio mehanizma, pomiče se prema nagibu navoja. Osim toga, postoje i druga dizajnerska rješenja, poput stega s pomičnim vijkom.



Osobitosti
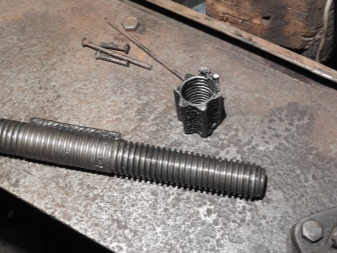
Praktično je nemoguće napraviti pouzdan, izdržljiv vijak za stege kod kuće bez sofisticirane opreme. Čak i ako imate komad izrade na rukama, trebat će vam tokarilica, alati, rezači za obradu dijelova i rezanje niti potrebnih parametara. Stoga, ako se u poroku za stolariju, bravarsku radnju, klupu iz bilo kojeg razloga pokvari olovni vijak, morat ćete tražiti zamjenu za njega ili naručiti novi od tokara.
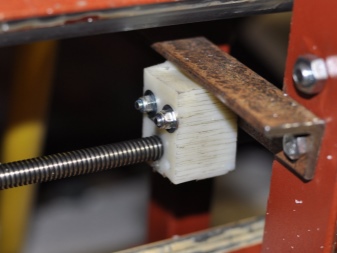
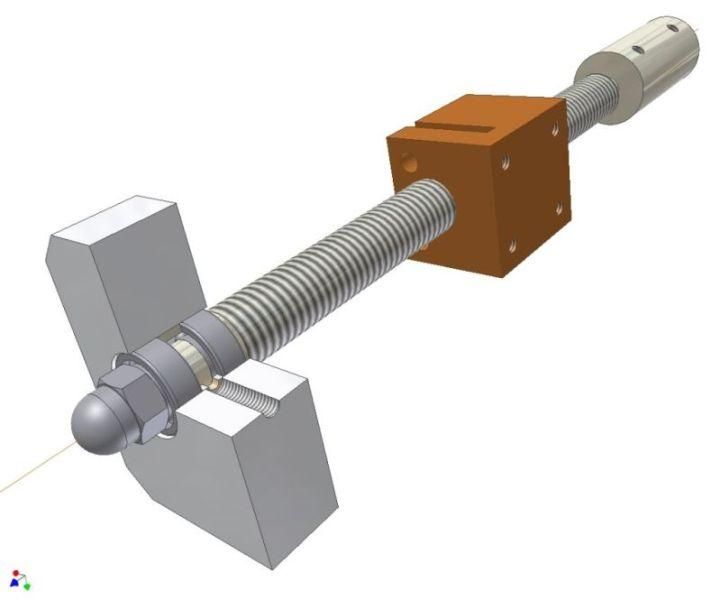
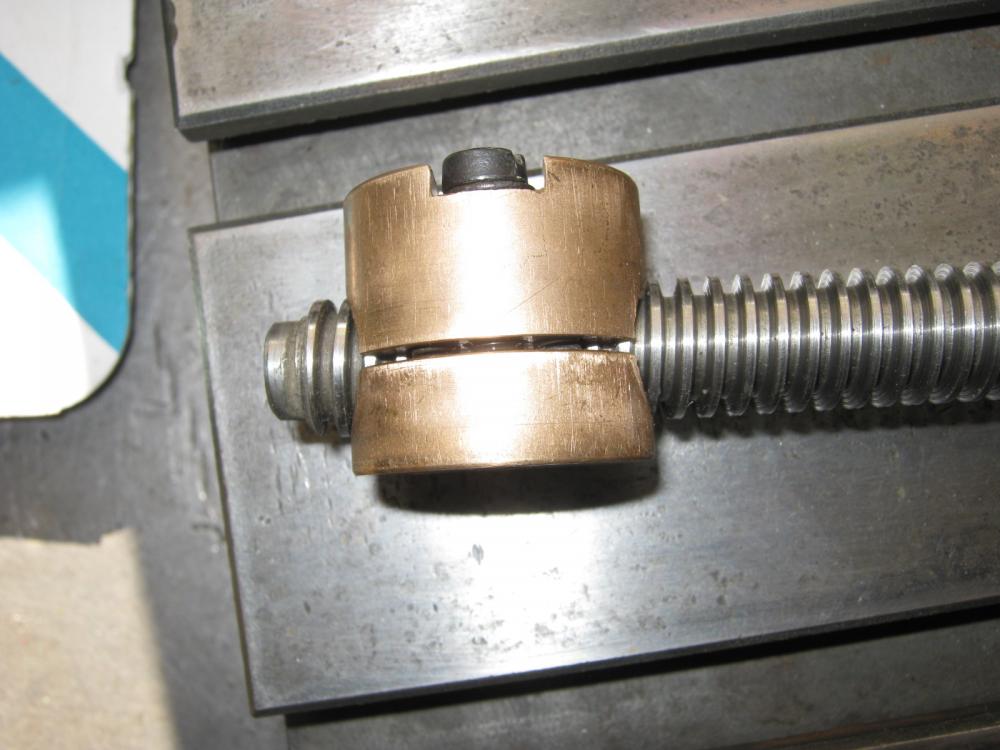
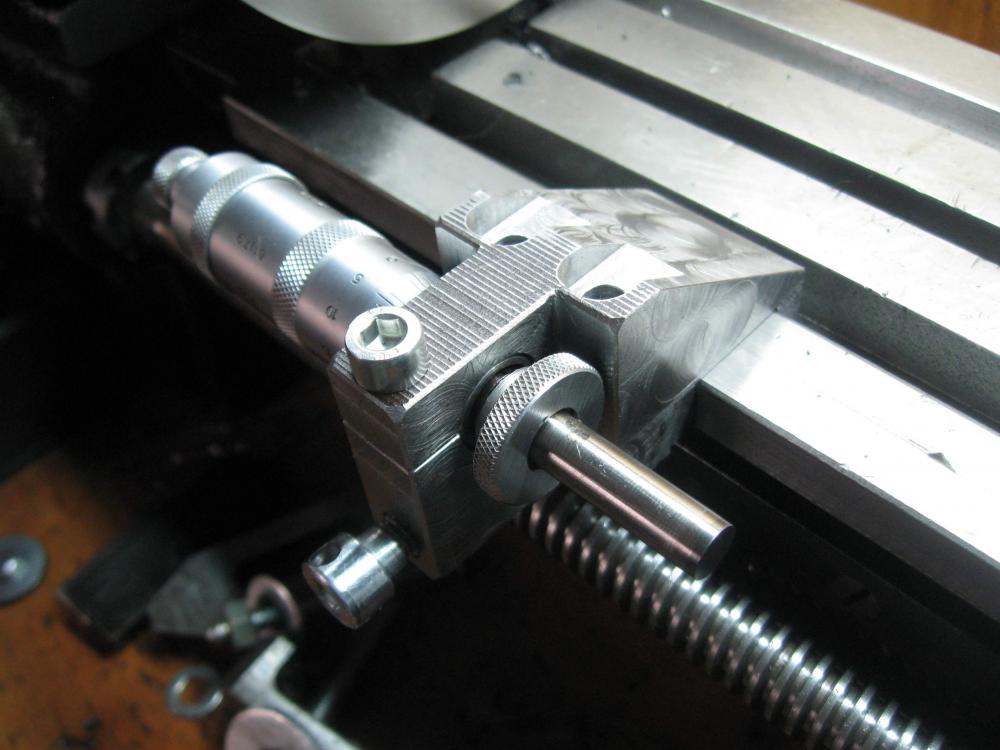
Uređaj poroka za izvođenje radova na drvu, metalu sveden je, zapravo, na dva ključna elementa - krevet, na koji je ugrađena nepomična čeljust, i pomični dio, gdje se nalazi druga stezna čeljust. Translacijsko-pravocrtno pomicanje druge komponente s zadanom točnošću osigurano je upravo zahvaljujući olovnom vijku koji ima ručku radi praktičnosti i olakšavanja primijenjene sile pri učvršćivanju obratka u čeljustima. Zbog ove značajke dizajna, dijelovi različitih veličina mogu se stegnuti između čeljusti alata.

Načini montaže
U nekim slučajevima, za učvršćivanje konstrukcije koriste se jednostavni ležajevi modela 61701 ili njihovi točni analozi. Zatezanje treba obaviti pažljivo, odabirom brtvi kako bi se izbjeglo zaglavljivanje. Automobilske sonde koriste se za izradu brtvi. Trapezni vijak pričvršćen je u nosač ležaja maticama odgovarajuće veličine. Točnije i učinkovitije rješenje je obrada krajeva.
Vrlo je teško napraviti takvu manipulaciju kugličnim vijcima - oni imaju otvrdnute površine. Uobičajeni metal običnog vijka, posebno zbog trapezoidnog oblika, obrađuje se bez problema.U teškim slučajevima koristi se teleskopska zaštita pričvršćivača podvozja. Obično se isporučuje za svaki pojedini model tokarilice zasebno. U mjenjačima posebne manšete pomažu u zaštiti olovnih vijaka.


Za izradu takvih manšeta koriste se pažljivo odabrani materijali s povećanom otpornošću na trošenje. Ako je izračun i precizna obrada olovnog vijka za potrebne dimenzije teški, morat ćete koristiti posebne gotove setove. Prilikom samostalne izrade pričvršćivača morat ćete izraditi i odgovarajuću maticu. U slučaju tokarilice potrebna je dvostruka matica jer na jednu maticu može uvelike utjecati razmak koji se pojavi tijekom proizvodnog procesa ili tijekom rada.
Rupa pri postavljanju olovnog vijka na stroj mora biti napravljena s tolerancijom za naknadno prešanje. Vratilo se može postaviti klizno
Da, u zanatskim uvjetima prilično je teško doseći takvu razinu (na primjer, h6 / L0), ali vrlo je važno


U protivnom, zbog neusklađenosti s kvalitetom, doći će do nerazumno jake reakcije i ne možete se osloniti na točnost rada stroja. Stvarni postupak utiskivanja kod kuće sasvim je moguć ako koristite malo izmijenjeni izvlakač ležaja.








Rupa bi trebala biti glatka. Površinski parametri - nisu gori od Ra 0,64. Stoga je zajamčeno da ne možete bez pomoći stručnjaka. U nekim se slučajevima dodatno koristi brtvilo za navoje kako bi se spriječilo olabavljenje.

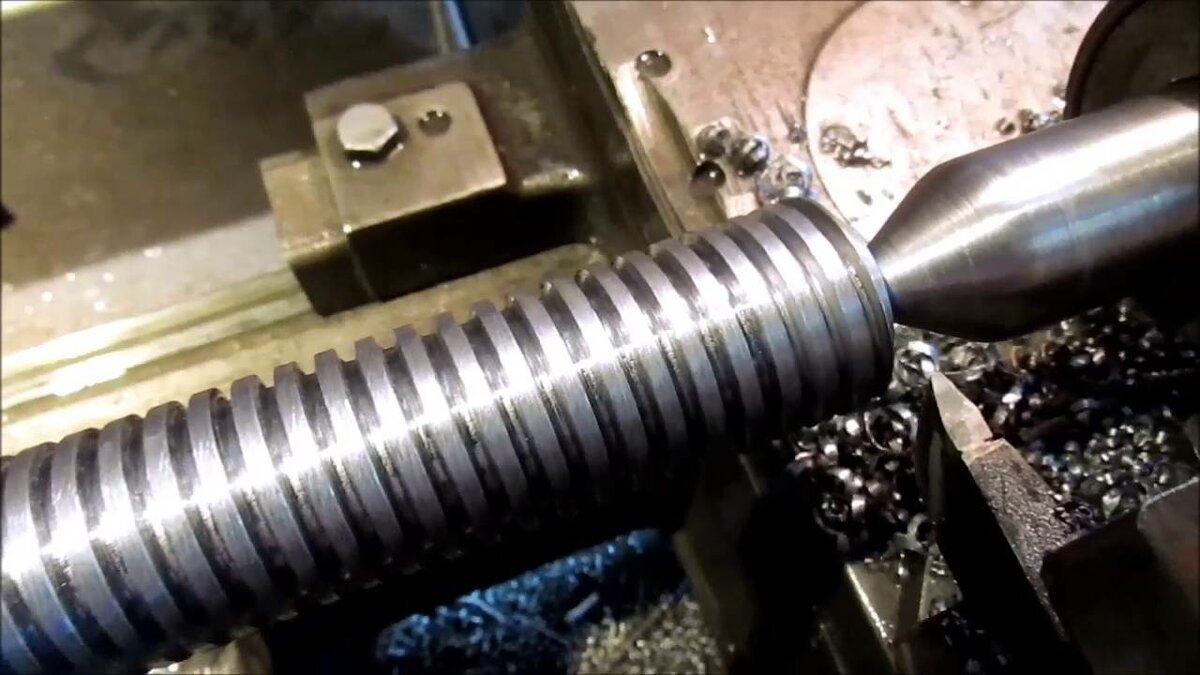
U sljedećem videu čekate vrtložno rezanje olovnog vijka tokarilice 16K20.
Vrste i karakteristike
Opis parametara vodećih vijaka prikladan je za početak s činjenicom da se oni uvijek koriste kao sastavni dio složenijeg mehaničkog lanca. Točnost kretanja pojedinih dijelova mehanizama ovisi o njihovoj kvaliteti i usklađenosti s potrebnim parametrima. Najvažniji kriterij ocjenjivanja je presjek niti. U većini slučajeva koriste se trapezoidni rezovi. Ovaj pristup omogućuje postizanje mnogo veće mehaničke čvrstoće nego u drugim slučajevima.
Ako se dodatno koristi razdjelna matica, tada će biti moguće pažljivo podesiti aksijalne zazore. Priprema i brušenje trapezoidnih niti prilično je jednostavno. Međutim, u brojnim će situacijama pravokutni konac biti privlačniji. Omogućuje vam smanjenje radijalnog otjecanja vijka, pa se i odstupanje od optimalnog puta također smanjuje.


Trapezoidni utor tipičan je za klizne zupčanike. U ovom slučaju vrlo su korisni mali kutovi profila. Najčešće se koristi srednji korak rezanja, a mali i veliki za posebne zadatke. Za relativno točne i spore mehanizme preporučuje se fini korak. Veliki - u slučajevima kada postoji značajno opterećenje.
Suvremena industrija alatnih strojeva sve više koristi "parove kotrljajućih vijaka". Posebno se mnogi od ovih dijelova koriste u softverski upravljanoj opremi. U tom slučaju vodeći vijak kombinira se s maticom. Kako bi bile jasno povezane, koriste se posebne kuglice. Par vijaka ne može sam kočiti; koristi se pri pretvaranju rotacijskog gibanja u translacijsko i pri promjeni unatrag.


U pričvršćivačima klasičnog tipa obično se koristi niti s jednim pokretanjem. Sve se sastoji od jedne spirale, razmaci između zavoja su strogo isti. Za okretanje matice dolazi do pomaka na strogo određenoj udaljenosti. Nit s više pokreta formiraju dvije ili više spirala. Princip zadržavanja iste udaljenosti i dalje se poštuje, međutim, veći je jaz između zavoja u svakoj spirali nego između zavoja iz različitih spirala.
Tehničke karakteristike opreme u koju je ugrađena ovise o materijalu i dimenzijama hardvera. Na primjer, za dizalice, ovaj pokazatelj će biti ukupna nosivost.Za proizvodnju olovnih vijaka mogu se koristiti nitrirani čelici marki:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Postoje takve dimenzije kao što su:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (i neke druge opcije).
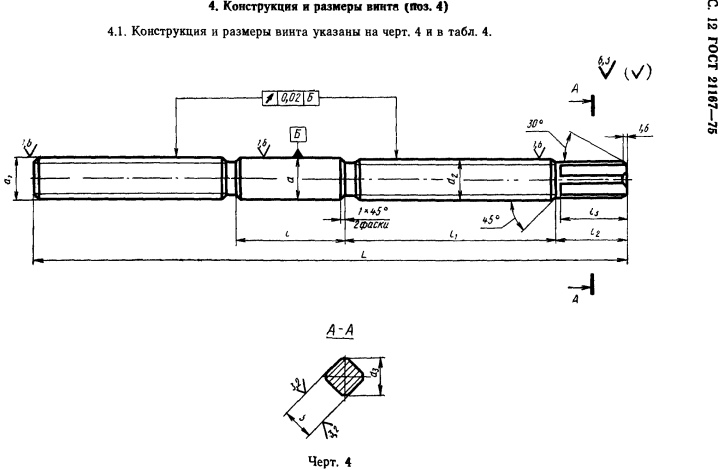
Nastavljajući razgovor o dimenzijama olovnih vijaka izraženima u mm, vrijedi istaknuti model TR30x6 (kako mu naziv govori, presjek je 30, a korak rezanja 6 mm). Ukupna duljina proizvoda je 3000 mm.







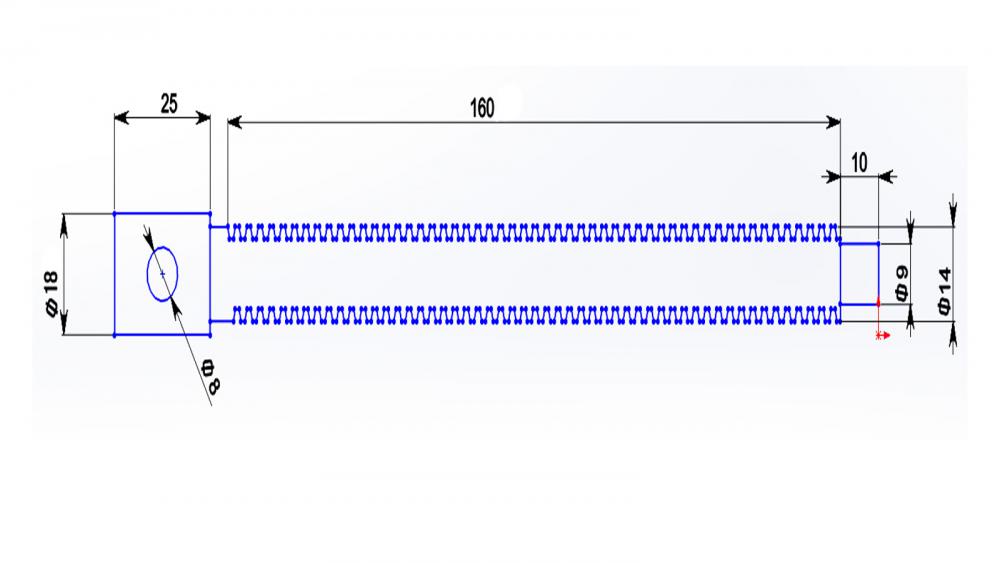
Također možete pronaći dizajne s promjerom:
- 160 mm;
- 20 mm;
- 8 mm (i neke druge vrijednosti).


Obrada vijcima
Glavni dijelovi na kojima se temelji vijak u stroju su ležajevi i obujmice. Navoj vijka smatra se pokretačkom površinom. Najveća točnost u stolnim stegama i svim drugim alatnim strojevima s takvim vijkom mora se osigurati između radne površine dijela, kao i glavne referentne površine. Tehnološka osnova za proizvodnju olovnog vijka je njegova središnja rupa. Iz tog razloga, kako bi se izbjegle deformacije, obrada svih ovih površina provodi se pomoću pomičnog stalnog naslona. Upotreba ovog dijela određuje specifičnosti obrade olovnog vijka.

Ovdje je također važno napomenuti da se vijak različite klase točnosti obrađuje na različite veličine. Dijelovi koji će pripadati razredu točnosti 0,1 i 2 obrađuju se do 5. kvalitete
Vijaci koji pripadaju 3. klasi točnosti obrađuju se do 6. kvalitete. Vijci koji pripadaju 4. kategoriji također se obrađuju do 6. kvalitete, ali u isto vrijeme imaju tolerancijsko polje za vanjski promjer.
Opis vijčane matice
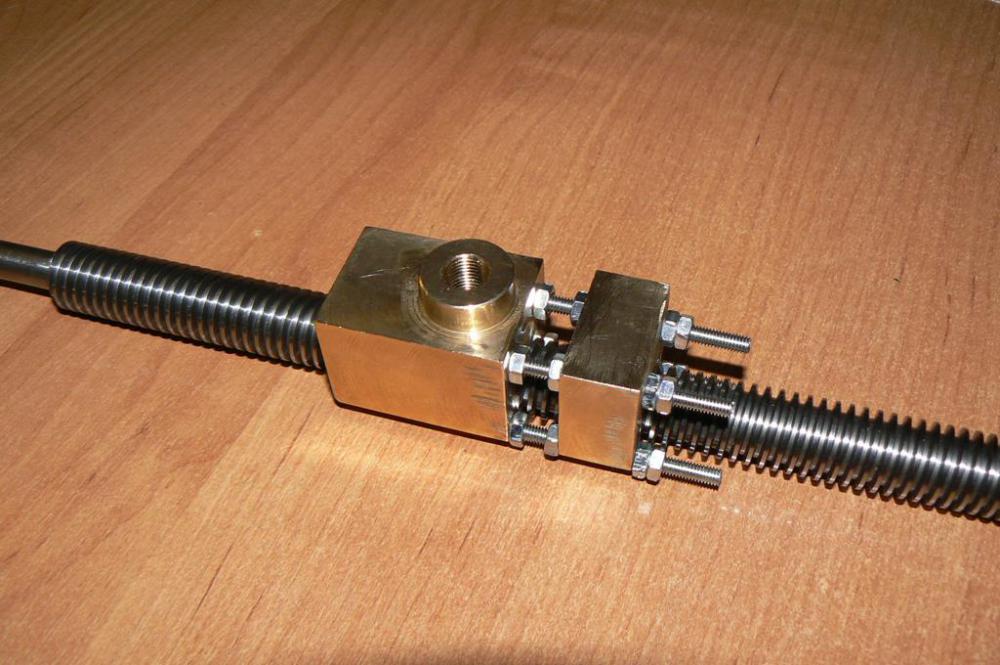
Olovna matica s vijkom dizajnirana je za pružanje točnih položaja. U nekim rijetkim slučajevima mogu se izraditi od materijala poput antifrikcijskog lijevanog željeza. Ovaj element mora osigurati stalan zahvat s zavojima vijka, a također mora djelovati i kao kompenzacijski dio. Morat ćete nadoknaditi jaz koji će neizbježno nastati kada se vijak istroši. Na primjer, matice za olovne vijke koje se koriste u tokarilicama izrađene su dvostruko. To je potrebno kako bi se uklonio jaz koji može nastati ili kao posljedica proizvodnje i montaže stroja, ili kao posljedica istrošenosti njegovih dijelova.

Posebnost vijka s dvostrukom maticom je u tome što ima fiksni i pomični dio. Pomični dio koji se nalazi s desne strane može se kretati po osi stacionarnog dijela. Taj će pokret nadoknaditi jaz. Proizvodnja matica provodi se samo za vijke nulte, prve i druge klase točnosti. Za njihovu izradu koristi se limena bronca.
Kako to učiniti?
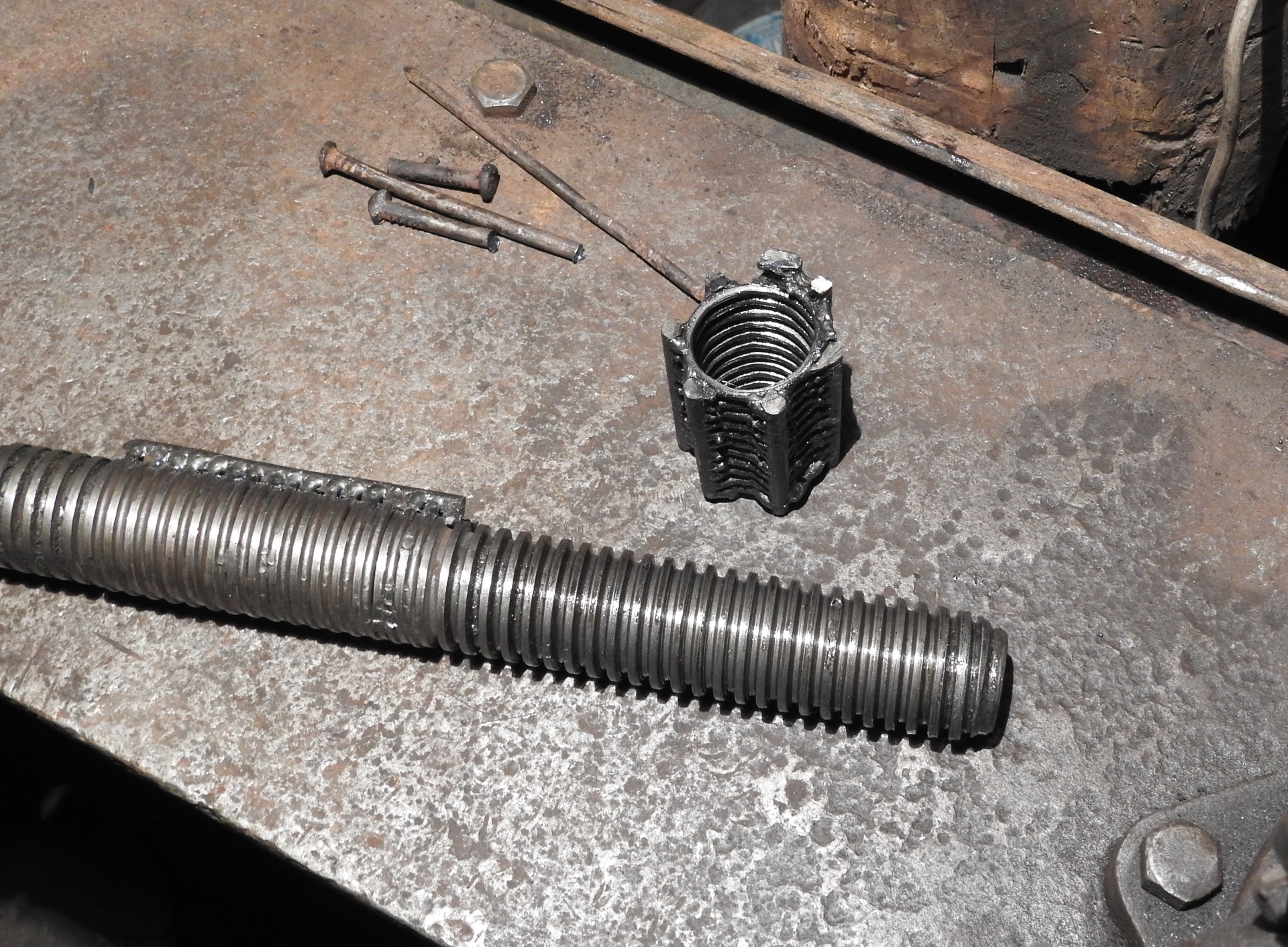
Ako nije moguće kupiti gotov proizvod, tada će bravar, stolar ili kućni majstor morati naručiti olovni vijak od rukovatelja strojeva. U drugom slučaju, kada postoji pristup tokarilici, možete sami izraditi dio. U ovom primjeru, osim stroja, trebat će vam i sljedeći materijali i alati:
- prazno (može se uzeti od čelika 45);
- rezači (bodovanje, s navojem);
- predlošci s navojem;
- čeljusti;
- brusni papir za postizanje minimalnih vrijednosti hrapavosti.


Također je potrebno pronaći crtež olovnog vijka i pažljivo pročitati tehničke parametre. Ako je vijak napravljen za određeni porok, saznajte promjer i korak navoja, kako ne biste pogriješili.








Dio se proizvodi sljedećim redoslijedom.
- Učvrstite obradak u steznu glavu tokarilice.
- Pritisnite obradak s obje strane i sameljite ga ispod vrata do potrebnih dimenzija.
- Centrirajte dio.
- Okrenite i stegnite na obrađenoj strani, stisnite u sredini;
- Izrežite na potrebnu duljinu.
- Posljednji korak je rezanje niti.

Nije teško izvesti olovni vijak s potrebnom opremom i alatom. Osnovno pravilo je znati koristiti tokarski stroj i oštriti rezače.I, naravno, morate znati raditi s čeljusti i drugim alatima za okretanje.

U nastavku pogledajte kako izraditi vijak za stege.
Za što je to potrebno?
Olovni vijak se najčešće koristi u alatnim strojevima gdje se režu niti. Njegovo okretanje se zbog matične matice pretvara u translacijsko pomicanje oslonca. Za kontrolu brzine uvijanja, odnosno intenziteta uvlačenja, koristi se posebna kutija. Za rad olovnih vijaka potrebna je posebna matica. Suvremeni dizajn jamči kretanje dijelova s preciznošću.
Što se tiče propelera za močvarna vozila, u ovom slučaju oni igraju sasvim drugu ulogu - to su lijevane veslačke konstrukcije. Ovješeni motori opremljeni su takvim proizvodima. Veliki dobavljači obično imaju značajne zalihe takvih dijelova u svojim skladištima.

Nemoguće je računati na dobivanje olovnog vijka kod kuće. Čak i ako možete kupiti jedan ili drugi model tokarilice, i dalje će vam trebati drugi alati, posebni rezači koji vam omogućuju oblikovanje niti potrebnih veličina i vrsta. Glavna uloga vijka je održavanje linearnog kretanja. Veličina dijelova ima svoja ograničenja koja su određena dizajnom poroka. No, olovni vijci mogu se koristiti i za razne vrste CNC -a. Ti detalji ponovno obavljaju najvažniju funkciju - transformaciju gibanja.
Olovni vijak u modernim strojevima može se razlikovati u različitim izvedbama. U domaćim uzorcima ponekad se koristi šipka s navojem. Savršenija opcija je "matica s vijkom". Ponekad uzimaju i trapezni vijak, ali unatoč povećanoj čvrstoći, ova vrsta ligamenta je prilično skupa, pa se stoga koristi sve rjeđe. Olovni vijak može se koristiti i kao dio mehanizma za podizanje. Također su slične komponente zajednički dijelovi:
- pogon navoja u prešanoj preši;
- preše drugih vrsta;
- hranilice raznih alata.


Od čega su izrađeni orasi i njihovo trošenje?
Najčešći materijali za proizvodnju ove vrste dijelova su brončane gvožđe, prema standardima alatnih strojeva MT 31-2. Osim ovog materijala, lijevanje od trenja može se upotrijebiti i kao zamjena za nebitne vijčane pogone.





Ovdje je važno dodati da se matica troši mnogo brže od samog olovnog vijka. Za to postoji nekoliko razloga:
- navoj matice slabo je zaštićen od bilo kakve kontaminacije, a također ga je prilično teško očistiti od ovih nepotrebnih elemenata;
- često se događa da je ovaj element u početku loše podmazan i to uvelike utječe na vijek trajanja;
- kada se matica spoji s vijkom, ispostavlja se da za drugi element svi zavoji rade istovremeno, ali za vijak samo oni koji su spojeni s maticom.
Iz tih razloga vijke s maticom morate češće provjeravati jer će se matica prilično brzo istrošiti.