Priprema drva za proizvodnju šperploče
Za proizvodnju šperploče koristi se visokokvalitetno drvo. Prisutnost značajnih nedostataka - čvorovastih, poprečnih slojeva, a osobito prisutnost pukotina različitog podrijetla uvelike umanjuju kvalitetu furnira i njegov prinos. Cjepanice koje se koriste za proizvodnju šperploče režu se na komade nazvane blokovi. Rezanje se vrši na kružnim pilama ili ručno električnim pilama. Piljenjem se uklanja dio neispravnog drveta. Duljina blokova jednaka je duljini furnira koji se dobiva. S čuraka se uklanja kora i kora. Taj se proces naziva skidanje koda.
Da bi se drvu dala mekoća, kako bi se smanjila oštećenja furnira pri rezanju, namoči se u posebne posude s vrućom vodom ili zagrije u autoklavu. Proizvodni bazeni mogu biti unutarnji i vanjski. U vanjskim bazenima churaki se kuhaju u ciklusima. U zatvorenim posudama sirovine se kontinuirano obrađuju (prolazna obrada). Također, za kuhanje drva ponekad se koriste jame za kuhanje u koje se dovodi vruća para.
Ulaganje u poslovanje sa šperpločom
Naravno, to će varirati u svakoj specifičnoj situaciji. No, pokušajmo izračunati okvirnu investiciju.
Razmotrite mogućnost organiziranja proizvodnje FC šperploče:
- Za proizvodnju kubičnih metara. potrebno nam je 1,5-1,8 kubičnih metara takvog materijala. breza.
- Troškovi sirovina bit će oko 2.000 rubalja.
- Uz minimalno zapošljavanje osoblja i opreme, naša će radionica proizvoditi 45-50 kubičnih metara. šperploča mjesec dana.
- U tom će slučaju mjesečna ulaganja biti:
Dakle, detaljno smo ispitali proizvodnju šperploče: faze proizvodnje, zahtjeve za sirovine i proizvode, a također smo sastavili približni cjenik cijene opreme.
Općenito, s prosječnim obimom proizvodnje, isplativost takvog poduzeća je najmanje 1,5 godina.
... Ne zaboravite da se sredstva za početak proizvodnje materijala mogu dobiti od zainteresiranog sponzora. Glavna stvar je pružiti mu jasan financijski plan za razvoj poduzeća, sastavljen s profesionalnim ekonomistom.
Koje vrste šperploče postoje?
Poduzetnik će morati odlučiti koju će vrstu građevinskog materijala proizvoditi:
| Graditeljstvo | Izrađen je pomoću ljepila visoke otpornosti na vodu marki FSF i FK. Može se brusiti ili nepolirati.
Građevinska šperploča proizvodi se uglavnom u velikim listovima veličine 2440 x 1220 mm, debljine 8 do 19 mm. Namijenjen je za izgradnju montažnih pločastih, okvirnih i pokretnih konstrukcija, koje se koriste u gradnji kočija i za izgradnju drvenih kuća. |
| Zrakoplovstvo | Izrađen je od visokokvalitetnog tankog furnira furnira i koristi se za proizvodnju lakih zrakoplova, glazbenih instrumenata. |
| Pečeno | Izrađuje se lijepljenjem listova oguljenog furnira breze sa međusobno okomitim smjerom vlakana u susjednim slojevima fenol-formaldehidnih smola.
Postoje različite marke, ovisno o upotrijebljenom ljepilu i načinu njegove primjene: FSB, FBS1 (vanjski slojevi impregnirani smolom topljivom u alkoholu), FBV i FBV1 (vanjski slojevi impregnirani smolom topljivom u vodi, a na unutarnje slojeve nanosi se smola topljiva u alkoholu). Proizvedeno pod visokim pritiskom, velike čvrstoće. |
Primjena šperploče

To je svestran materijal koji pronalazi primjenu kako u profesionalnom okruženju, tako i u kućanstvu. Možda se najveće količine šperploče troše u građevinarstvu i proizvodnji namještaja.Kod kuće se takvi listovi mogu koristiti u unutarnjem uređenju, unutarnjem uređenju i kućanskim potrebama. Industrijska proizvodnja šperploče s poboljšanim tehničkim i fizičkim kvalitetama omogućuje nam da ponudimo pristojne proizvode za izgradnju automobila i željezničkih vagona. Opet, popularnost ovog materijala posljedica je niske cijene i pristojnih svojstava performansi. Šperploča nije toliko jaka u usporedbi s metalom i stakloplastikom, ali je privlačnija na pozadini proizvoda za brijanje drva. Jedino ozbiljno ograničenje upotrebe takvih limova je prisutnost kemijski nesigurnih ljepljivih smjesa u strukturi. Odnosno, ne govorimo ni o čistoći okoliša.
Proizvodnja šperploče

Šperploča je visokokvalitetni građevinski materijal koji ima mnogo slojeva, naziva se i na drugi način - drveno laminirana ploča.
Šperploča je izrađena od furnira čiji broj slojeva često nije paran, odnosno iz tri ili više slojeva.
Kako bi se stvorio vrlo izdržljiv materijal, slojevi furnira međusobno se postavljaju strogo okomito, tako da se slojevi drva međusobno prianjaju što je više moguće.
Prijave:
- u građevinarstvu;
- za izolacijske proizvode u elektrotehnici;
- u raznim zrakoplovnim industrijama;
- za proizvodnju namještaja (iverica);
- u brodogradnji.
Oprema za proizvodnju šperploče
Proizvodnja sirovina, poput same šperploče, visoko je tehnološki proces. A oprema koja se koristi u takvoj proizvodnji mora biti vrlo kvalitetna i visokotehnološka. Također treba napomenuti da stručnjaci i radnici tako složene proizvodnje moraju biti kvalificirani stručnjaci.










Visokokvalitetna oprema za proizvodnju šperploče može pružiti sposobnost, proizvodnju i proizvodnju visokokvalitetnih i izdržljivih proizvoda koji zadovoljavaju potražnju potrošača na tržištu građevinskog materijala.
Govoreći točnije o potrebnoj opremi za proizvodnju, ovdje valja napomenuti da je količina opreme za proizvodnju vrlo velika i raznolika.
Potrebna oprema uključuje:
- različiti strojevi, kako za obradu furnira, tako i za završnu obradu limova od šperploče;
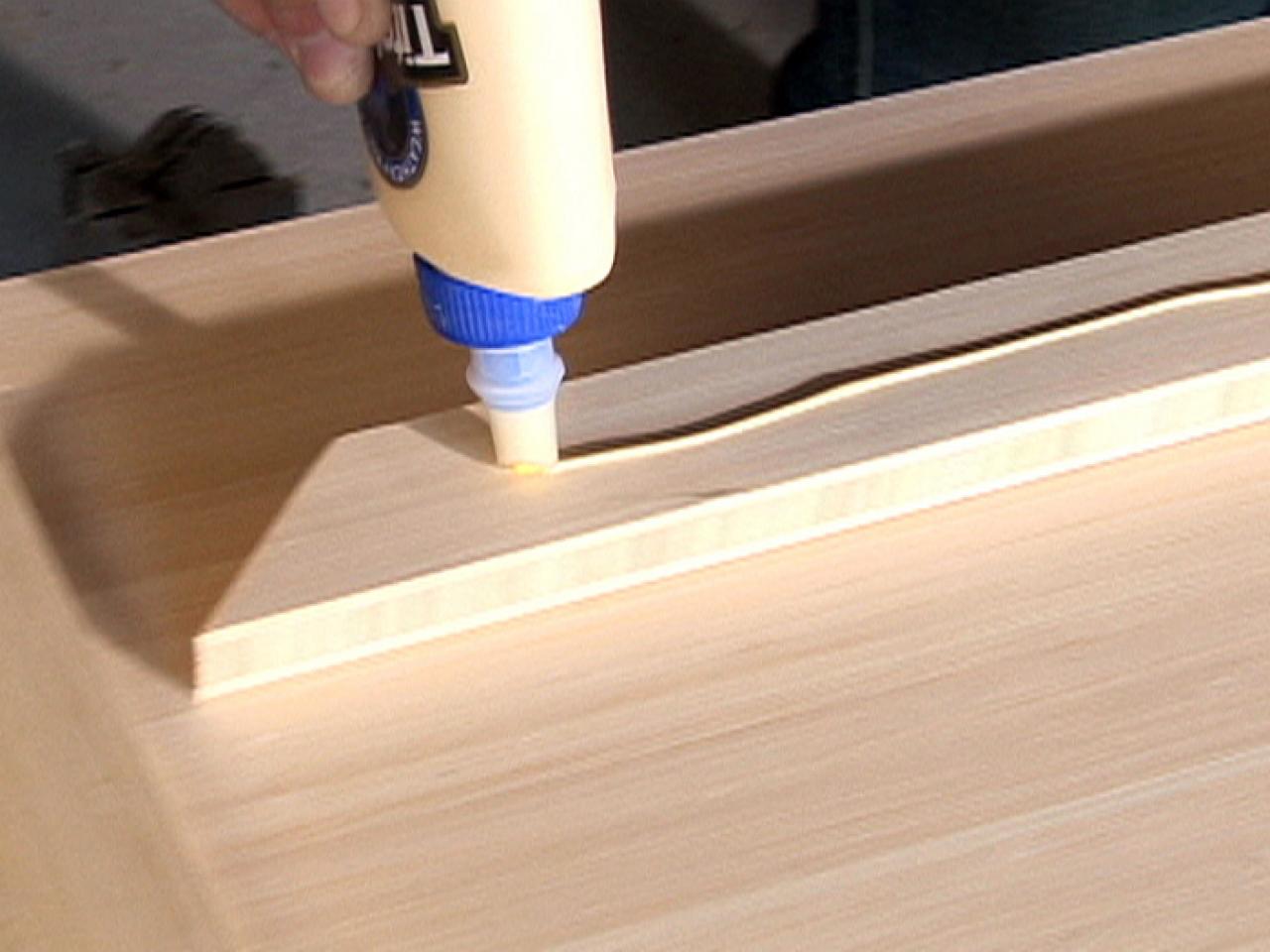
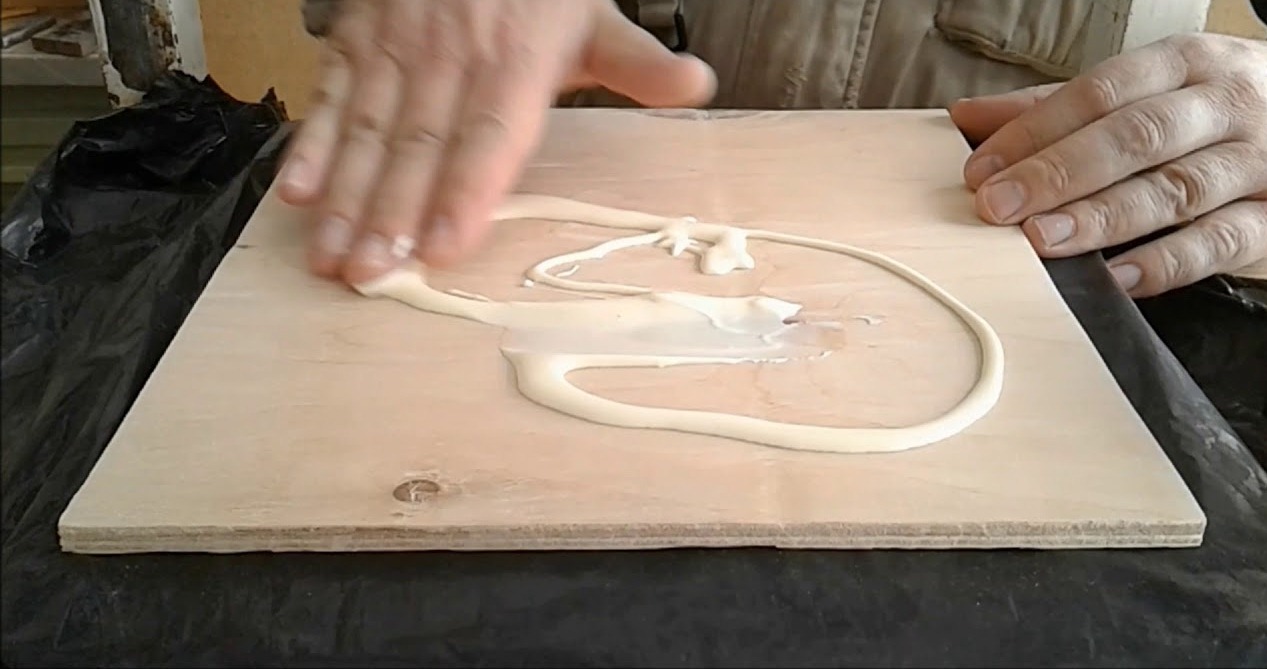
- oprema za nanošenje ljepila i lijepljenje gotovih furnirskih ploča;
- opremu za početno pjenjenje ljepljive suspenzije;
- stroj za lijepljenje;
- mehanizam za jasno i pravilno slaganje listova;
- mehanizam za dopremanje furnira i listova šperploče na liniju za preradu;
- mehanizam blizu tiska;
- strojevi za brušenje;
- stroj za drobljenje;
- stroj za otpad.
Na kraju treba reći da je čak i izrada ove opreme prilično težak proces, a proizvodnja furnira i šperploče još i više.
Tehnologija proizvodnje šperploče
U početku su dobiveni dnevnici podijeljeni u blokove. Duljina blokova obično je približno jednaka duljini budućeg furnira, s kojeg se presavijaju listovi šperploče.
Churaki se režu na posebnim strojevima i kuhaju na pari u posebnim posudama s vrućom vodom kako bi se churaksima dala elastičnost i mekoća.
Vruća voda se koristi kako bi se spriječilo da se drvo napola mrvi i raspada.
Za izradu visokokvalitetne šperploče koriste se furniri sa sadržajem vlage ne većim od 6%. Za dobivanje furnira s takvom vlagom dobro se suši u raznim posebnim uređajima, a zatim dijeli na različite sorte, prema načelu prisutnosti čvorova, procesa koji nisu uklonjeni tijekom obrade i drugih raznih nedostataka.
Za poboljšanje kvalitete proizvedenog i obrađenog furnira potrebna je normalizacija veličine furnira. Da biste to učinili, neki se listovi furnira obrađuju ručno, odnosno izrezuju različite nedostatke, čvorove, procese i zapečaćuju se mrljama furnira koje izravnavaju list te poboljšavaju njegovu kvalitetu i ocjenu. Sve se to radi pomoću različitih strojeva.
Nakon ovih manipulacija i kontrole kvalitete, furnir zahtijeva obradu i kondicioniranje, a tek nakon svega toga odlazi u radionicu koja lijepi limove stvarajući šperploču.
Zatim se gotova šperploča stavlja u vreće za pakiranje i transportira.
Nakon što je šperploča obrađena i zalijepljena na strojevima, prije pakiranja obrađena je na kružnim pilama, koje odrežu višak dijelova gotovih ploča od šperploče na jednu potrebnu veličinu.
Najbolje ocjene melju se i obrađuju na posebnoj brusilici ili drugoj dostupnoj opremi. Šperploča koja se podvrgla brušenju ima veću čvrstoću i otpornost na trošenje, a također je manje osjetljiva na različita mehanička i tehnička oštećenja. Takva gotova šperploča naziva se kalibrirana.
Nakon svih ovih tretmana i brušenja, šperploča se pakira i označava za otpremu i isporuku kupcu.
Proizvodnja šperploče u fazama
<? php if (! is_single (niz (1040, 14160))) {??> <? php} ??> Prvi korak
u proizvodnji ovo je primarna obrada drva (obično od crnogoričnog drveća), koje se mora izmjeriti i izrezati na šipke. Drvo je izloženo pari ili stavljeno u bazen s toplom vodom (oko 40 stupnjeva Celzijusa). Time se povećava plastičnost materijala.
Druga faza
- uklanjanje kore s drva. Kora je nusprodukt proizvodnog procesa, ali se obično melje i utiskuje u ivericu.
Treći korak
proizvodnja - piljenje na komade duljine 1,3 do 1,6 m. Zovu se "churakami".










Četvrta faza
proizvodnja - kružno piljenje bloka po promjeru. Kao rezultat toga, dobivamo list drva koji ima naziv "furnir". Furnir se reže na potrebnu veličinu i suši u hrpama pod utjecajem struje toplog zraka.
Postupak ljuštenja furnira breze u tvornici šperploče.
Peta faza
u proizvodnji materijala - provjera sušenja furnira. Ovo je neophodan korak jer se sirovo drvo ne može koristiti za izradu šperploče. Sirovi listići se odlažu ili šalju na ponovno sušenje toplim zrakom. Furniri se prešaju, poliraju i šalju u sljedeću fazu obrade.
Šesti korak
- drvene trake zalijepljene su u limove, koji se kasnije režu na potrebnu veličinu i laminiraju.
Završni radovi:
sortiranje, obrada rubova i pakiranje.
Popis zahtjeva koji se moraju uzeti u obzir pri proizvodnji materijala.
<?php if (! is_single (array(1040, 14160))) { ??><?php } ??>
| 1. | Za izradu vanjskih slojeva šperploče koristi se furnir od tvrdog drva: breza, joha, javor, brijest, bukva, jasika, topola, lipa. Za unutarnje slojeve, osim spomenutih, koristi se i četinarski furnir: bor, smreka, jela, ariš i cedar. |
| 2. | Ulošci od furnira trebaju pristajati uz površinu, čvrsto prianjati i odgovarati zrnu vanjskog sloja šperploče u smjeru zrna. Za stupanj II, umetci moraju odgovarati boji drveta. |
| 3. | |
| 4. | Kitovi trebaju biti usklađeni s bojom drva ove vrste, osigurati prianjanje materijala za oblaganje, ne mrviti se tijekom strojne obrade i savijanja šperploče i ne pucaju. |
| 5. | Šperploču je potrebno oblikovati u pakete mase najviše 1500 kg odvojeno prema vrstama, markama, razredima, emisijskoj klasi, vrsti površinske obrade i dimenzijama. |
| 6. | Kvaliteta i dimenzije lima od šperploče provjeravaju se slučajnim pregledom. Dopušteno je, prema dogovoru proizvođača i potrošača, izvršiti potpunu provjeru. |
| 7. | Konačna čvrstoća na smicanje duž ljepljivog sloja, krajnja čvrstoća pri statičkom savijanju vlakana vanjskih slojeva, krajnja vlačna čvrstoća duž vlakana prate se za svaki razred, debljinu i sloj šperploče najmanje jednom mjesečno.
Kontrola je dopuštena za svaku seriju dogovorom između proizvođača i potrošača. Da biste to učinili, odaberite 0,1% listova iz serije, ali ne manje od jednog lista. |
| 8. | Duljina i širina šperploče mjere se u dvije točke paralelne s rubovima na udaljenosti od najmanje 100 mm pomoću metalne trake u skladu s GOST 7502 s pogreškom od 1 mm. Aritmetička sredina rezultata dva mjerenja uzima se kao stvarna duljina (širina) lista.
Debljina se mjeri na udaljenosti od najmanje 25 mm od rubova i na sredini svake strane lima pomoću mjerača debljine prema GOST 11358 ili mikrometra prema GOST 6507 s stupnjevnom vrijednošću ne većom od 0,1 mm. |
Proizvodnja građevinskog materijala regulirana je GOST 3916.1-96
Pomozite
Ako članak pročitaju stručnjaci, od mene se može dobiti dublje znanje o proizvodnji šperploče ako zatražite savjet.
Osim toga, mogu dogovoriti nabavku opreme i prodati vašu opremu.
Često proizvođači šperploče u svojoj proizvodnji uspostavljaju vlastitu proizvodnju kuhanja od smole. To vam omogućuje smanjenje troškova smole za 3 - 6 rubalja. Napisao sam u svojoj novoj knjizi kako sve to organizirati, dao vrlo detaljne informacije o tome kako skuhati smolu i koja je oprema za to potrebna. Smola je pogodna i za šperploču i za druge ploče na bazi drveta, pa čak i za grede od piljevine. Više o knjizi pročitajte u odjeljku "KNJIGE".
Sretno i vidimo se uskoro!
Tehnologija proizvodnje šperploče
Kao što je već jasno iz gore navedenog, tehnologija proizvodnje šperploče u tvornici sastoji se od nekoliko faza. Pogledajmo pobliže kako se šperploča proizvodi u tvornici.
- Početna priprema trupaca. Sirovine se biraju za proizvodnju šperploče. Standardi odabira utvrđeni su u GOST 9462-88. Trupci isporučeni u pogon za obradu drveta skidaju se koštice, režu se na potrebnu duljinu - ovisno o navedenoj širini lima, zatim se natapaju u vrućoj vodi neko vrijeme - i hidrotermički obrađuju.
- Piling. Pripremljeni trupci izrezuju se na tanke furnirske ploče pomoću stroja za ljuštenje. Debljina furniranih ploča je 1,5-1,8 mm. Načelo rada stroja za ljuštenje identično je oštrenju olovki. Samo je oštrica u oštraču fiksirana pod kutom, a u stroju za ljuštenje - ravno. Oštrica stroja postavljena je tangencijalno na prstenove stabala trupaca. Inače, naš sunarodnjak je i izumitelj stroja za ljuštenje. Profesor Fisher izumio ga je 1819.
- Rezanje, sortiranje, popravak. Rezultirajući furnir izrezuje se na listove određene veličine. Zatim se dobiveni furnir sortira. Nisu u pitanju samo čvrste furnirske ploče. Ploče širine najmanje 490 mm prikladne su za proizvodnju. Nečvrsti komadi su zalijepljeni zajedno i rebrasti. Tako popravljeni limovi koriste se za izradu unutarnjih slojeva lima od šperploče.
- Sušenje. Razvrstani listovi suše se u posebnoj komori.
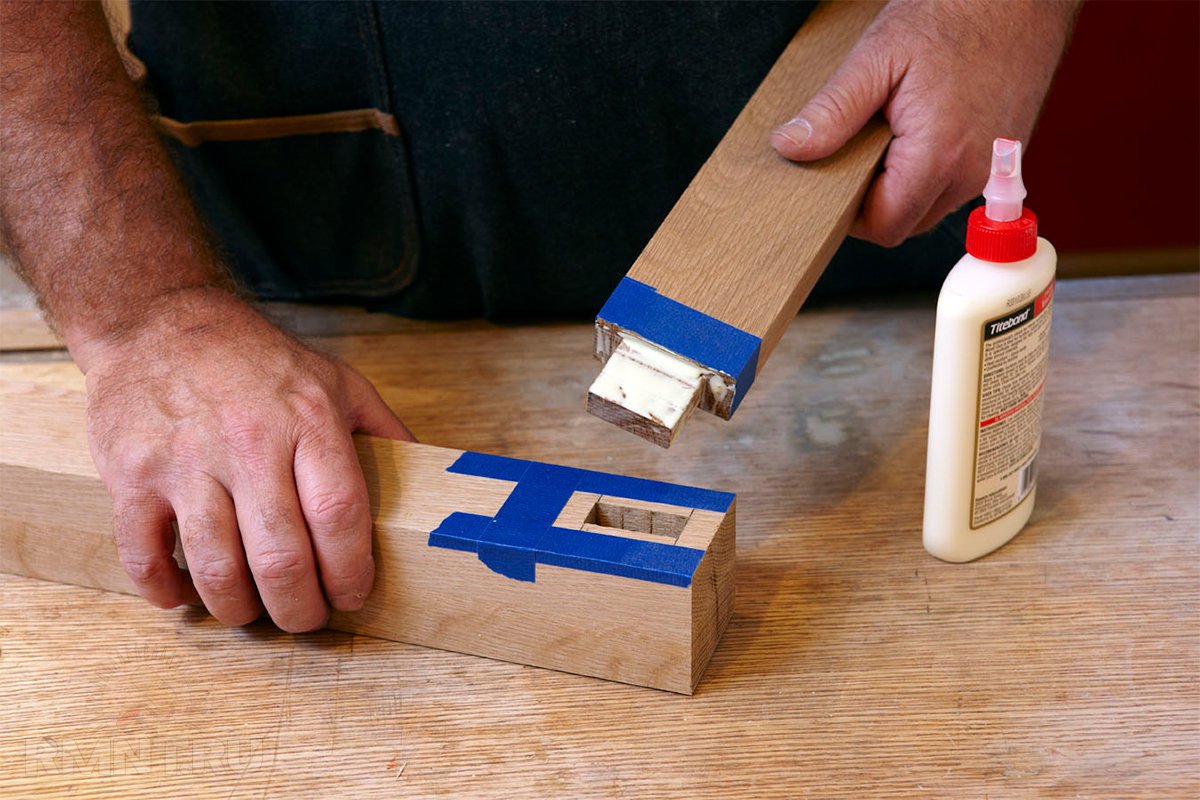
- Lijepljenje. Gotovi listovi su zalijepljeni zajedno, dok su ploče furnira postavljene tako da su drvena vlakna sljedećeg sloja okomita na drvena vlakna prethodnog. Ova metoda daje čvrstoću listu šperploče. Broj slojeva ovisi o navedenoj debljini lima. Za lijepljenje se koristi ljepljivi sastav čiji recept svaki proizvođač čuva u tajnosti. Listovi furnira s nanesenim ljepilom skupljaju se u pakete, a zatim slijedi faza hladnog prešanja. Nakon toga, listovi su još vruće prešani.
- Obrezivanje i označavanje. Gotovi listovi se režu po veličini, sortiraju i označavaju ovisno o razredu i marki.

Marke i marke šperploče
Šperploča je izrađena od mekog drveta i breze. Šperploča od breze izdržljivija je, ali i skuplja. Stoga se materijali za opću potrošnju, na primjer, u građevinarstvu, najčešće izrađuju od mekog drva.









Postoje standardi za proizvodnju pet vrsta šperploče. Ocjena E je elitna. Ne dopušta prisutnost nedostataka na prednjim površinama. Ostale ocjene - od I do IV - priznaju različite nedostatke površine lima: prisutnost čvorova, uključujući one koji su ispali, pukotine, crvotočine, iskrivljenja itd.
Ovako općenito gledano izgleda proces izrade šperploče. U videu možete saznati više o tome kako se šperploča izrađuje od breze ili drugog drveta.
Sušenje furnira
Za ovaj postupak koristi se poseban transporter, na kojem se lamele kupaju u strujama toplog zraka. Uz pomoć mjernih uređaja kao što je mjerač vlage, linijski operater kontrolira i sortira furnir. Prema tehnologiji, optimalni koeficijent vlage lamela za proizvodnju šperploče trebao bi biti 6%. Previše vlažni listovi nakon toplinske obrade ili se šalju na konačno sušenje ili se odbacuju. Budući da lamele imaju vrlo nježnu finu strukturu, mehanički nedostaci nisu rijetkost. No, u prisutnosti manjih oštećenja, furnir se ne odbacuje. U ovoj je fazi moguće popraviti ploče od šperploče pomoću umjetnih umetaka ulomaka novog furnira, koji se odabire prema teksturi, sadržaju vlage i veličini. Lamele koje su uspješno prošle ovu fazu provjeravaju se skenerom i šalju na svakodnevno skladištenje.

Iz dubine povijesti
Kao što se to često događa s poviješću, nakon dulje uporabe ona se prepisuje, a sada više ne možete vidjeti detalje, a vidljive su samo vrlo konveksne činjenice.
Naziv "šperploča" dolazi od nizozemske riječi "fineer", što znači tanak list drveta, furnir. No, tanki drveni limovi, zalijepljeni u jedan troslojni ili više slojeva, nazivali su se arborit.
Tanki drveni listovi - furnir - poznati su jako dugo. Najstariji proizvod, s premazom od furnira, znanstvenici smatraju lijesom koji se nalazi u jednoj od faraonovih grobnica. Škrinja je izrađena od cedrovine, a s prednje strane prekrivena je tankim pločama od ebanovine. To je učinjeno, najvjerojatnije, kako bi se smanjili troškovi proizvoda - u Egiptu njegove šume, blago rečeno, nisu bile dovoljne, a drvo se uvozilo izdaleka.

Masovna proizvodnja furniranog namještaja započela je u Francuskoj u 16. stoljeću. Ova imitacija vrijednih vrsta drva u proizvodnji namještaja učinila je predmete namještaja pristupačnijim masovnim potrošačima. Upravo iz stolarske tehnologije furniranja potječe žargonski naziv za korištenje plus fonograma od strane nekih izvođača: "pjevati šperploči" - oponašati masovnom potrošaču vrijednu izvedbu uživo s unaprijed snimljenim fonogramom.
No, natrag na materijal zalijepljen od nekoliko listova šperploče - arborit. Ogneslav Stepanovich izumio je ovu tehnologiju 1881. godine. Kostovič. Kostovich je razvio novi materijal za proizvodnju dijelova za zračni brod Rossiya. Od arborita nije napravljen samo okvir zračnog broda, već i dijelovi motora, uključujući osovinu mjenjača, koja je imala duljinu od trideset metara.

Ljepljenje lamela
Kao ljepilo koriste se posebni sastavi, ponekad s jedinstvenim receptima. Svaka biljka nastoji razviti vlastite metode izrade ljepljive smjese koja će odvojiti šperploču od gomile konkurenata. Na primjer, neki spojevi koji su već unutar strukture pružaju učinak laminiranja fenol-formaldehidnim smolama. No češće se prakticira proizvodnja laminirane šperploče s primjenom filma od smole od papira, što materijal čini čvršćim i otpornijim na upijanje vlage.
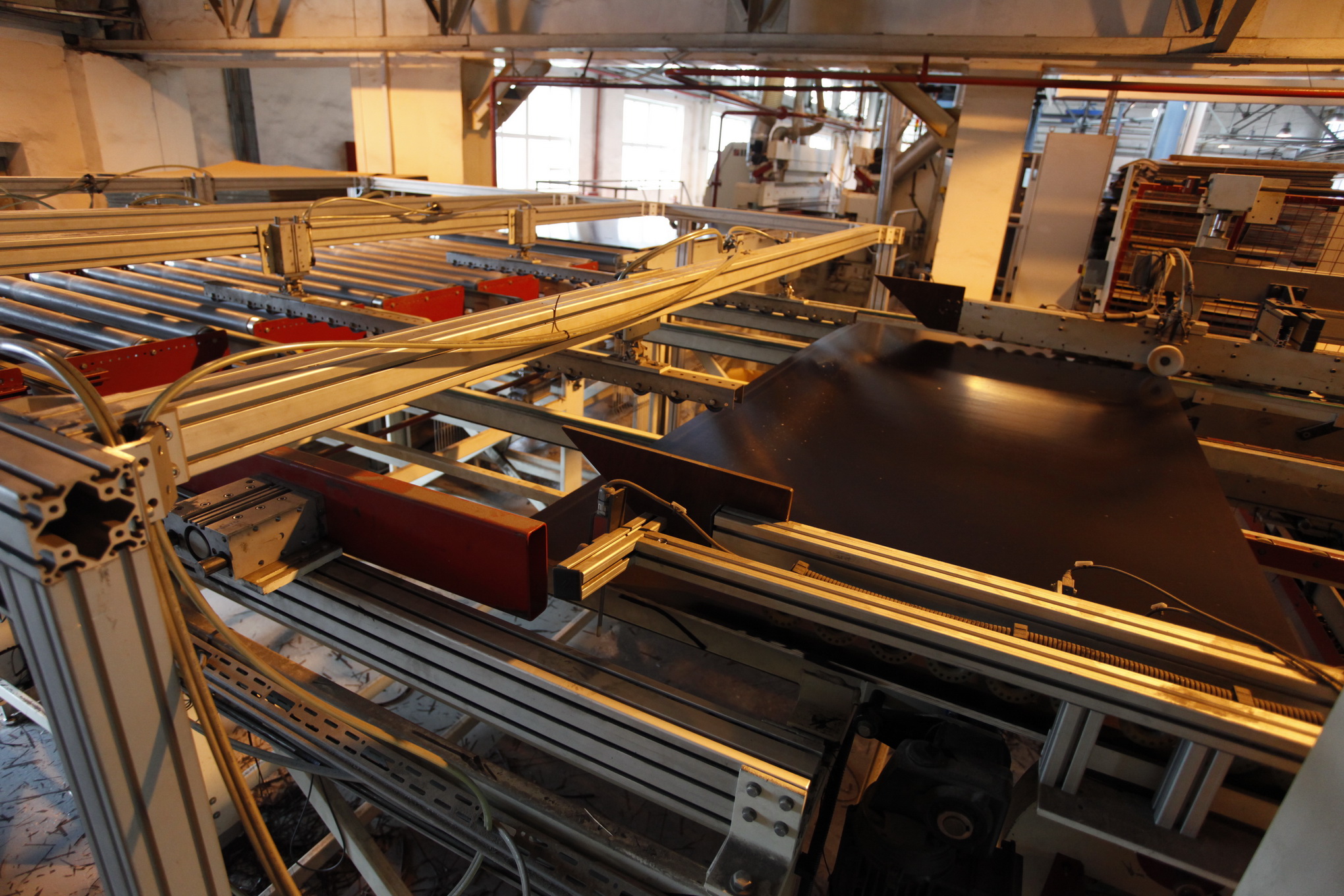
Vezivo se nanosi na posebne strojeve pomoću valovitih cilindričnih bubnjeva. Lamele obrađene ljepilom šalju se u komplet, gdje se formiraju paketi furnira. Ovdje se listovi hladno prešaju, što je pripremna faza prije konačnog lijepljenja. Listovi su međusobno spljošteni. Glavni postupak lijepljenja koristi hidrauličnu vruću prešu, opremljenu mehaničkim opterećenjem. Gotovi listovi šperploče čuvaju se 24 sata u radionici.

Oprema za proizvodnju šperploče
<? php if (! is_single (array (1040, 14160))) {??> <? php} ??> Oprema za proizvodnju šperploče nije jeftina.
U to se možete uvjeriti proučavanjem tablice cijena za glavne komponente proizvodne linije:
| № | Naziv opreme | Slika | Opis opreme | Približni trošak, rub. |
|---|---|---|---|---|
| Ukupno: | 3.540.000 rubalja | |||
| 1. | Stroj za ljuštenje | Oprema se koristi za uklanjanje prvog sloja furnira.
Prisutnost debarkera osigurava visoku kvalitetu početne obrade bloka. Dobar glodalica daje obratku pravilan oblik. Fleksibilno valovito crijevo omogućuje bezbrižno odlaganje otpada tijekom rada. |
Od 170.000 | |
| 2. | Razdjelni stroj | Ova se oprema koristi za podjelu trake furnira na zasebne daske ili listove potrebne širine. Širina lista se postavlja posebnim elektroničkim uređajem.
Ovu opremu potrebno je koristiti na istoj liniji sa strojem za furniranje. Širina obrađenog furnira može biti do 1600 milimetara. |
Od 1 120 000 | |
| 3. | Stroj za umjeravanje | Oprema se proizvodi na strojevima tipa nadvožnjaka. Prisutnost brzog pogona omogućuje vam kontrolu brzine stroja.
Pogodnost pri radu na stroju daje se zbog mogućnosti automatskog upravljanja stolom. Zahvaljujući ovoj jedinici, površina ploče je kalibrirana. |
Od 650.000 | |
| 4. | Preša za šperploču | Baza opreme izrađena je od lijevanog čelika ili zavarena od greda odgovarajućeg profila. Od jednog do osam hidrauličnih cilindara promjera 200-650 mm ugrađeno je u bazu u različitim prešama.
Grijaće ploče izrađene su debljine 38-50 mm za proizvodnju šperploče. |
Od 1.600.000 |









Za rad na opremi morate zaposliti nekoliko majstora, kao i tehnologa koji će nadzirati proces. Ne zaboravite na računovođu - bez njega će biti izuzetno teško održavati.
Tehnologija proizvodnje šperploče. Koje su faze procesa?
Potrebna oprema. Korištenje šperploče.
Opća tehnologija proizvodnje

Šperploča je vrsta neujednačenog drvenog materijala. Furnir od tankih limova koristi se samo kao podloga koja se postavlja pod visokim pritiskom preše. Zapravo, cijeli se proces može podijeliti u tri glavne faze - priprema drva, obrada i lijepljenje. Također, u različitim industrijama mogu se uključiti dodatne faze koje poboljšavaju ili mijenjaju određene kvalitete slijepih ili gotovih proizvoda. Na primjer, suvremene tehnologije za proizvodnju šperploče omogućuju opetovanu impregnaciju strukture furnira kako bi joj se dale vatrootporne i otporne na mraz.
To je osobito važno ako će se šperploča ubuduće koristiti u izgradnji krova. Nakon proizvodnje ovog materijala ostaje i mnogo otpada (uglavnom nakon ljuštenja) koji se može potrošiti u procesu proizvodnje iverice.
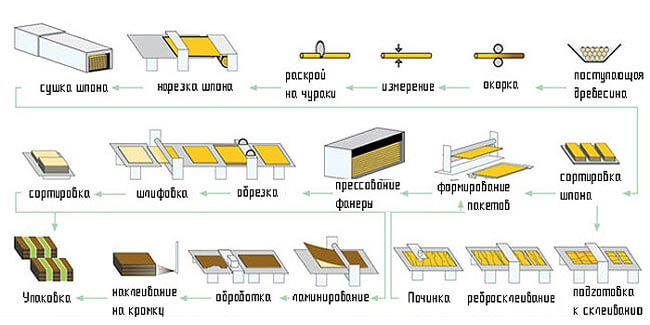
Faze proizvodnje i tehnološki proces proizvodnje šperploče
Uz manje nadogradnje vezane za opremu i komponente za lijepljenje, sam tehnološki i proizvodni proces i postupak dobivanja šperploče kao gotovog proizvoda ostao je praktički nepromijenjen od 19. stoljeća, kada je razvijen.

Faze koje prethode prijemu gotovih proizvoda:
- Zapisivanje (početni zapis potrebnih parametara);
- Predtretman - uklanjanje kore, izraslina i čvorova, davanje trupcu zaobljenog oblika i obrada drva parom u vrućoj vodi radi smanjenja unutarnjeg naprezanja debla;
- Ljuštenje furnira - dobivanje tanke (od 0,5 do 3 milimetra) i duge trake;
- Ivice, popravak i sušenje furnira;
- Sastavljanje višeslojnog furnira s nanošenjem ljepila na ravninu obratka.Listovi su položeni na takav način da su vlakna svakog sljedećeg lista nakon prvog sloja okomita na njega;
- Postupak prešanja, sušenja u komorama i završna obrada šperploča - obrada.
Proizvodnju šperploče obložene FSF filmom možete detaljnije pogledati u videu:
Tehnološke karakteristike i vrste limova šperploče
Tehnologija proizvodnje šperploče nudi nekoliko vrsta i razreda gotovih proizvoda, koji se razlikuju po vrsti obrade, otpornosti na vlagu i ocjenama. Prema vodoodbojnim karakteristikama, to su:
- FC - šperploča, niske otpornosti na vlagu i preporučuje se za unutarnje građevinske radove i uređenje;
- FSF - šperploča u kojoj su za lijepljenje furnira korišteni spojevi na bazi fenola i formaldehida. Ima najbolju otpornost na vlagu u usporedbi s FC -om i može se koristiti za vanjske radove. No, zbog svojih kemijskih komponenti u ljepljivom sastavu, nije namijenjen prostorijama sa stalnom prisutnošću ljudi u njima.
- FB - specijalizirana šperploča za klimu i prostorije s vrlo visokim sadržajem vlage (tropska klima, bazeni, kupke itd.);
- FOF - list šperploče laminiran s 1 ili 2 strane posebnim papirom ili filmom.
Po kvaliteti obrađene površine:
- uzemljenje s jedne strane (w1).
- s 2 strane (w2).
- šperploča s neobrađenim površinama (nsh).
Broj ocjena definiran je s 4 kategorije ovisno o nedostacima lima (čvorovi, proizvodni nedostaci).
Proizvodnja šperploče
Tehnologija proizvodnje šperploče počinje prihvaćanjem oblovine. Na mjestu prijema prati se kvaliteta ulaznih sirovina, prati se usklađenost količina koje je prijavio dobavljač, te se prati ispravno skladištenje i skladištenje drva.






Ulazna sirovina se skida i sortira. Što je drvo mekše i manje zagađeno, alat će dulje raditi i za skidanje kore i za ljuštenje. Posebnost sirovina za šperploču od breze je prvo GTO (hidrotermalna obrada drva), a zatim iskopavanje, dok se mekani četinjači skidaju bez prethodne pripreme. Kora odvojena tijekom procesa skidanja kore može se koristiti za potrebe proizvodnje, na primjer, u kotlovnicama. Pametni Japanci smislili su vlastiti način recikliranja kore, više pročitajte ovdje.
Sljedeća operacija nakon sortiranja je rezanje na blokove iz kojih će se dobiti furnir. U procesu ove operacije, bičevi se mogu izrezati iz biča, na primjer, mali polmetarski dio truleži ili dio na kojem se nalazi veliki čvor.

Nadalje, furnir se ljušti s blokova. Kao što je gore spomenuto, mekani četinjači dopušteni su za ovu operaciju bez parenja, tvrđa drva moraju se pariti. Nakon ljuštenja furnir se mora osušiti, a zatim sortirati.
Dio furnira odlazi u formiranje paketa šperploče, dio za popravke, gdje se lijepi u rub, iz furnira se izrezuju čvorovi i nanose zakrpe - ta se operacija naziva popravkom.

Dobivamo furnir!
U procesu ljuštenja furnira stvaraju se nedostaci, evo glavnih:
- Neravnomjerna debljina furnira po duljini furnira.
- Nejednaka debljina po širini furnira.
- Dlakavi, površina furnira mahovina.
- Hrapavost furnira.
- Pukotine.
- Slab, smrvljen furnir.
- Površina valovitog furnira.
- Ogrebotine i rizici na furniru.
- Zakrivljenost rubova trake furnira.

Sušenje, sortiranje, spajanje i popravak furnira ...
Nakon što se furnir popravi, također se šalje u formiranje paketa. Formirani paketi se prešaju. Prešanje šperploče, za razliku od iverice, može se organizirati i na urea-formaldehidu (više o smoli ovdje) i na fenol-formaldehidnoj smoli. Temperatura prešanja šperploče je od 130 do 170 stupnjeva Celzijusa.

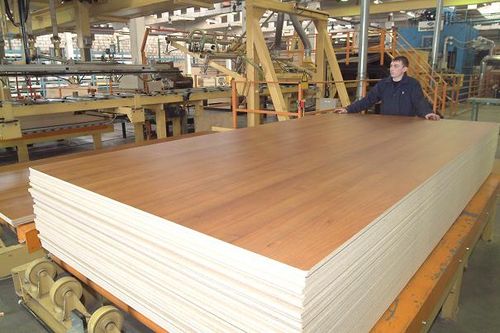
Prešana šperploča se reže na veličinu i brusi.Zatim, ovisno o funkcijama koje će šperploča obavljati, može se laminirati.