AC ili DC
AC i DC zavarivanje ima svoje posebne karakteristike.
Glavne prednosti konstantnog napona: ušteda u potrošni materijal za zavarivanje zbog niskog prskanja; udobnost i lakoća rada; visokokvalitetni šav; visoke performanse zavarivanja; nedostatak neprovjerenih područja. Nedostatak je visoka cijena opreme sposobne isporučiti istosmjernu struju. Više detalja ovdje.
Glavne prednosti izmjenične struje su: lakoća i pristupačna cijena opreme koja radi u pauzama; jednostavnost zavarivanja; jamstvo kvalitete veze. Glavni nedostaci: manja stabilnost luka; velika količina prskanja doprinosi značajnoj potrošnji materijala. Pojedinosti ovdje.

Čelik otporan na koroziju može se zavariti na različite načine. Međutim, najčešće se za zavarivanje nehrđajućeg čelika koriste dvije metode spajanja:
- Ručno zavarivanje s obloženim elektrodama.
- Zavarivanje volframove elektrode zaštićeno plinom.
Ovisno o načinu zavarivanja, koristi se druga vrsta napona, pa se u skladu s tim koriste i elektrode prikladne za izmjeničnu ili istosmjernu struju.
Elektrode istosmjerne struje od nehrđajućeg čelika
Za početak, majstor mora odlučiti koje se elektrode mogu koristiti za kuhanje nehrđajućeg čelika. Pokriveni potrošni materijal osigurava optimalnu kvalitetu spoja bez ikakvih problema. Ručno zavarivanje provodi se, u pravilu, s konstantnim naponom obrnutog polariteta. Stoga se koriste sljedeće marke nerđajućih elektroda: TsL-11 jedna je od najpopularnijih marki među zavarivačima; koristi se na čelicima s visokim udjelom kroma i nikla. Zavar zavaren pomoću ovih potrošnih materijala ima nekoliko prednosti: čvrstoća; plastika; točnost; dovoljno visoka razina udarne čvrstoće; bez prskanja.
TsL-11 jedna je od najpopularnijih marki među zavarivačima; koristi se na čelicima s visokim udjelom kroma i nikla. Zavar zavaren pomoću ovih potrošnih materijala ima nekoliko prednosti: čvrstoća; plastika; točnost; dovoljno visoka razina udarne čvrstoće; bez prskanja.
Elektrode OZL -8 dizajnirane su za zavarivanje konstrukcija koje će raditi na visokim temperaturama - do 1000 ° C. Istodobno, prednosti ove marke po mnogo čemu su slične TsL-11.
NZh-13 uspješno se koriste za zavarivanje dijelova od prehrambenog čelika. Potrošni materijal ove marke savršeno zavaruje legure koje sadrže krom, nikal i molibden. Glavna karakteristika takvih elektroda je stvaranje tankog sloja kore od troske, koja se spontano odvaja.

NII-48G elektrode.
Ispod je popis nekoliko popularnijih elektroda od nehrđajućeg čelika:
ZIO-8 namijenjeni su čelicima otpornim na koroziju otpornim na toplinu.
Elektrode NII-48G koriste se za rad s kritičnim strukturama.
OZL-17U prikladni su za nehrđajući čelik koji radi u okruženjima gdje su prisutne sumporne ili fosforne kiseline.
U odgovarajućem odjeljku prikazani su ostatak marki elektroda za zavarivanje nehrđajućeg čelika.
AC elektrode za nehrđajući čelik
Nemaju svi izvođači opremu s konstantnim naponom. Zbog toga se postavlja pitanje: je li moguće kuhati nehrđajući čelik s izmjeničnom strujom?
Postoje takve elektrode, na primjer, to su marke OZL-14, LEZ-8, TsT-50, EA-400, OZL-14A, N-48, ANV-36 i druge.
Zavarivanje volframovim elektrodama (na slici) u plinskom okruženju također se može izvesti izmjeničnom strujom izravnog polariteta. Ova metoda povezivanja koristi se u sljedećim slučajevima:
- zavarivanje proizvoda sa tankim stijenkama;
- povećani zahtjevi za zavarivanje.
Ove će informacije izvođaču bilo koje razine pomoći u određivanju koje elektrode za zavarivanje nehrđajućeg čelika izmjeničnom strujom treba koristiti u rješavanju specifičnih problema.
Kao zaključak, valja napomenuti da su elektrode za nehrđajući čelik izmjenične struje manje tražene. Ova je činjenica posljedica manje popularnosti izmjeničnog napona u usporedbi s istosmjernim naponom.
Konstanta ima širok raspon prednosti te je profesionalci koriste mnogo češće.
Potrebna oprema za zavarivanje i plinske smjese
Najčešće metode za zavarivanje legura aluminija, bakra, lijevanog željeza i nehrđajućeg čelika su argon-lučne (TIG) i poluautomatske (MIG) metode. Obje metode dopuštaju uporabu zaštitnog okruženja za inertni plin, što povećava čvrstoću šava. Razlika je u tome što shema TIG zavarivanja uključuje ručno uvođenje žice u luk, a rad se izvodi vatrostalnom volframovom elektrodom. MIG metodom, žica za zavarivanje poluautomatskih strojeva mehanički se dovodi u zonu taline, koja služi kao elektroda.

Valja napomenuti da su poluautomatski uređaji skuplji, ali pružaju višu razinu udobnosti i kvalitete rada. Ugrađeni električni krug omogućuje vam pokretanje regulatora brzine uvlačenja žice poluautomatskog stroja za zavarivanje, što omogućuje rad različitim brzinama. Za zavarivanje ovom metodom morate odabrati skup opreme koja možda nije uključena u isporuku pretvarača i djelomično se kupuje zasebno. Sadrži sljedeće komponente:
- Aparati tipa MIG / MAG s pretvaračem s priključnom jedinicom plinskog crijeva, priključkom tipa Euro i krugom za napajanje žice za zavarivanje;
- plamenik s vrhovima za različite promjere žice, mlaznicom za dovod plina i gumbom za upravljanje;
- Europsko crijevo za dovod mješavine plina i prolaz žice;
- plinske boce za smjesu, opremljene manometrima i reduktorom;
- crijevo za dovod plina iz cilindara u pretvarač, kao i sami plinovi i zavojnica s odgovarajućom žicom.
Aparat za zavarivanje u pravilu ima ugrađeni krug za odgađanje mehanizma pomicanja žičane elektrode u odnosu na dovod zaštitnog plina u zonu šava, što sprječava oksidaciju obratka.
Što se tiče sastava plina, argon se obično koristi u čistom obliku ili u smjesi s helijem, ugljičnim dioksidom ili aktivnim spojevima. Kako bi se smanjili troškovi, pomiješa se skupi inertni plin u omjeru 75% -80% argona s 20% -25% ugljičnog dioksida. Također je moguće kombinirati helij s argonom u različitim omjerima te je dopušteno kuhati neke materijale koristeći samo ugljikov dioksid, ali se kvaliteta zavara pogoršava.
U teškim slučajevima, pri odabiru plinske smjese potrebno je konzultirati se sa stručnjakom i proučiti referentne materijale jer sastav metala ili legure može zahtijevati dvosmisleno rješenje.

Zavarivanje nehrđajućih dijelova poluautomatskim uređajem
Zavarivanje nehrđajućih metala zahtijeva poseban pristup čistoći rubova koji se spajaju i njihovoj pripremi za rad. Pri radu s debelim metalom potrebno je ukloniti rubove pod kutom od 45 ° do 60 °, a fuge očistiti kutnom brusilicom. Osim toga, uz pomoć otapala potrebno je odmastiti mjesto zavarivanja, a dijelovi se moraju učvrstiti s razmakom od 1,5 mm kako bi se osigurao što potpuniji prodor kroz cijelu debljinu metala. Tada je potrebno prilagoditi dovod inertnog plina ili plinske smjese, uzimajući u obzir debljinu izratka.
Unaprijed postavljene postavke poluautomatskog uređaja temelje se na sljedećim omjerima, i to:
- s debljinom metala manjom od 1 mm, koristite žicu od 0,6-0,8 mm sa brzinom dodavanja 150 m / h i protokom plina 6-7 l / min;
- metal debljine 1,5 mm zavaren je žicom promjera 0,8-1 mm pri brzini od 150 do 200 m / h i dovodom zaštitnog plina 6-8 l / min;
- nehrđajući čelik 2 mm povezan je s proizvodima promjera 1-1,2 mm, brzine 200-250 m / h, protoka plina od 7 do 9 l / min;
- za nehrđajući čelik 3 mm, koristite žicu od 1,2-1,4 mm, pri brzini od 250-300 m / h i s dovodom plina od 9 do 11 l / min;
- za dijelove debljine veće od 4 mm potrebna je žica od 1,4-1,6 mm pri kretanju iznad 300 m / h, a plin se dovodi protokom većim od 11 l / min.
Napon luka ovisi o njegovoj duljini i postavlja se od 19 V do 30 V uz eksperimentalni odabir, kao i izbočenje elektrode. Na brojnim vrhunskim MIG / MAG pretvaračima postoji način podešavanja induktivnosti koji određuje dubinu prodiranja i širinu zavara.
Unaprijed postavljene postavke su savjetodavne prirode i odabiru se pojedinačno ovisno o sastavu metala, vrsti žice, plinskoj smjesi i brzini zavarivanja.
Nakon odabira žice za zavarivanje poluautomatskim uređajem nanesenim na materijal izratka potrebno je bubanj postaviti na osovinu i umetnuti žicu u uvlakač. Zatim prilagodite brzinu kretanja, koja je obično povezana s jakošću struje zavarivanja, što je veća brzina, veća je primijenjena vrijednost. Posljednja faza pripreme za rad je podešavanje parametara plinske smjese, podešavanje napona i induktivnosti.
Važno je slijediti upute za uporabu poluautomatskog pretvarača i pridržavati se sigurnosnih pravila za zavarivanje.
Nijanse primjene
Danas su razvijene mnoge metode zavarivanja koje rade na temelju različitih principa. Ali teško je reći da je jedan način bolje reći. Svaki od njih ima prednosti i nedostatke. No ponekad se pokaže da ima smisla koristiti samo jednu, specifičnu vrstu zavarivanja. Jedna od ovih vrsta je zavarivanje žicom u prahu ili punjenom jezgrom.

Postupak nanošenja žice za punjenje
Zapravo, ova žica je cijev s fluksom i metalnim prahom unutar nje.
Za materijal ove klase postoje takvi zahtjevi, na primjer, njegova upotreba ne bi trebala stvarati probleme tijekom paljenja i praćenja luka. Žica bi se trebala ravnomjerno rastopiti bez stvaranja puno iskre oko zavarivačkog bazena. Dobivena troska ravnomjerno se raspoređuje po cijeloj površini šava i kako se hladi, treba je lako odvojiti.
Šav mora ispunjavati sve zahtjeve regulatornih dokumenata i na njemu ne smije biti nedostataka - podrezivanja, nedostatka prodora, pora i pukotina. Ova svojstva određuju mogućnost korištenja žice s punjenjem za rad. U međuvremenu, za utvrđivanje nekih svojstava žice za zavarivanje, potrebno je izvesti eksperimentalno zavarivanje. Da biste to učinili, morate uzeti valjak i zavariti ga na metalnu ploču. Zavarivanje treba izvesti ravnomjerno, u najnižem položaju radnog alata. Prosječni načini rada prihvaćeni su kao načini zavarivanja zavarenog metala. Nakon provedbe takvih pokusa postat će jasno kada i pod kojim uvjetima ima smisla koristiti takvu žicu.

Shema zavarivanja pri korištenju žice za punjenje
Elektrode za zavarivanje nehrđajućeg čelika 12X18H10T
12H18N10T je austenitni nehrđajući čelik. Ova vrsta nehrđajućeg čelika najčešća je, koristi se u mnogim industrijama: prehrambenoj, kemijskoj i farmaceutskoj. Često se od ove vrste čelika proizvode zavareni uređaji i posude, cijevi za cjevovode.

TsL-9 elektrode u pakiranju.
Slijede informacije pomoću kojih možete odrediti kojim elektrodama ćete kuhati nehrđajući čelik 12x18n10t.
Najpopularnija marka je TsL-9. Zavarivanje se može izvesti u svim prostornim položajima.
Elektrode OK 61.30 imaju nekoliko prednosti: dobro formiranje zavara; jednostavno paljenje; samostalno odvajanje troske.
Potrošni materijal za zavarivanje NZh-13 koristi se u slučajevima kada se naneseni metal nameću visoki zahtjevi otpornosti na ICC.
OZL -14 - potrošni materijal koji se koristi kada se za metal zavara ne postavljaju strogi zahtjevi prema IWC -u.
Sorte žice za nehrđajući čelik 12x18n10t
Za zavarivanje dijelova od nehrđajućeg čelika potrebno je koristiti argonsko zavarivanje i dodatak od istog materijala. Može imati različita svojstva, što može biti prikladno za druge slučajeve. Dugi proizvodi se proizvode od čelika 12 × 18N10T. Materijal za punjenje ovog razreda mora zadovoljavati zahtjeve GOST 18143-72.
Žica za zavarivanje našla je svoju primjenu u strojogradnji i prehrambenoj industriji, na gradilištima itd. Ima ne samo visoku otpornost na koroziju, već i otpornost na utjecaje kemijski agresivnog okruženja. Sadrži dovoljnu količinu kroma koji ga štiti od hrđe.
Za zavarivanje se koriste proizvodi izrađeni tehnologijom hladnog izvlačenja. Ima prilično nisku cijenu, a istodobno takva obrada zadržava sva svoja svojstva. Ova žica osigurava kvalitetu šava pri obradi bilo kojeg materijala.
Nehrđajuća žica 12X18H10T
Dakle, vodoopskrbni sustavi često se sastavljaju od cjevovodnih armatura izrađenih od ove vrste čelika. Prilikom sastavljanja i popravljanja, uporaba aditiva za zavarivanje razreda 12X18H10T smatra se optimalnom.
Ova vrsta čelika dostupna je u nekoliko verzija. Za njegovu proizvodnju koriste se tehnologije toplog ili hladnog valjanja. Omogućuju dobivanje proizvoda promjera 0,2 do 6 mm. Kada koristite žicu ove marke, morate imati na umu da ona može promijeniti neke svoje parametre na temelju promjera.
Zavarivanje dijelova od nehrđajućeg čelika složen je tehnološki proces i ako prekršite njegova pravila, rezultat može biti veliki broj nekvalitetnih proizvoda. Kako bi se to izbjeglo, potrebno je napraviti pravi izbor materijala od žice. Žica izrađena od čelika 12X18H10T je specifičan proizvod i možda neće biti prikladna za većinu vrsta legiranog čelika. Glavno pravilo za odabir materijala za zavarivanje je identitet kemijskog sastava. Žica izrađena od ove žice dobra je jer industrija proizvodi širok raspon i u pravilu nema problema s izborom. Usput, pri zavarivanju može biti potrebno predgrijavanje i glatko hlađenje. Zagrijavanje se vrši pomoću plinskog plamenika.
Žica za punjenje i njene značajke
Žica je metalni proizvod koji ima mali presjek. Štoviše, toliko je mala da je po veličini neusporediva s duljinom. Za proizvodnju žice koriste se različite vrste metala - obojeni, obojeni i nehrđajući.

Punjena žica sa punjenjem
Posebna klasa proizvoda je zavarivanje. Koristi se za automatsko i poluautomatsko zavarivanje. Koristi se za izradu elektroda, šipki i drugih proizvoda koji se koriste za ručno i automatsko zavarivanje dijelova.
Zapravo, zamjenjuje elektrode koje se koriste pri zavarivanju. Preko njega se električna energija dovodi u zonu zavarivanja, što je potrebno za paljenje i održavanje luka. Osim toga, žica sudjeluje u stvaranju zavara i osigurava njihove fizičke i mehaničke parametre.
Za proizvodnju žice za zavarivanje koriste se različite vrste metala. U tom slučaju može se promijeniti opseg uporabe gotove žice. Na primjer, aluminij se može koristiti u proizvodnji žice za zavarivanje. Može se koristiti za rad sa slitinama na bazi magnezija, aluminija i brojnim drugim. Ako je žica izrađena od nehrđajućeg čelika, tada se koristi pri zavarivanju dijelova od čelika otpornih na koroziju.
U gradnji brodova najčešće se koristi žica s punjenjem. Osim toga, postoji i bakrena žica. Njegova uporaba podrazumijeva dobivanje kvalitetnih šavova.Ne tako davno, žica je korištena bez ikakvog premaza.

Bakarna žica za punjenje
Prilikom odabira žice za zavarivanje uvijek se morate sjetiti da na tržištu postoji nekoliko vrsta sličnih proizvoda. Oni se međusobno razlikuju ne samo po kemijskom sastavu, već i po strukturi, u količini legirajućih komponenti.
Žica se mora odabrati na temelju oznaka nanesenih na njezinu površinu ili pakiranje. Oznake govore potrošaču o fizičkim i tehničkim parametrima žice i opsegu njezine primjene.
Na primjer, u GOST 2246-70, ovo je dokument koji standardizira tehničke specifikacije čelične žice za zavarivanje. Dakle, kaže se da je za proizvodnju ovog materijala za zavarivanje dopušteno koristiti niskougljični čelik (Sv-08AA, Sv-08GA) legiran (Sv-08KhN2GMYu, Sv-08KhN2G2SMYU) i visokolegirane legure (Sv-10Kh16N25AM6, Sv-09Kh16N25M6AF).
Osim toga, žica za zavarivanje podijeljena je na onu koja se koristi za izvođenje zavarivanja i onu iz koje se proizvode elektrode. Može se proizvesti sa ili bez bakrene obloge. O svim suptilnostima u pogledu promjera, stupnja čelične legure, prisutnosti premaza treba raspravljati prilikom naručivanja.
Prednosti
Žice za punjenje mogu se klasificirati kao samozaštitne i plinski zaštićene. Zaštitu žice mogu osigurati razne vrste plinova. Korištenje žice za zavarivanje omogućuje dobivanje:
- Zbog velikog toplinskog toka, elektroda tvori usko područje toplinskog djelovanja na metal.
- Nužan učinak na metal formiranog zavara promjenom sastava plina i stupca žice.
- Visoka produktivnost rada tijekom zavarivanja.
Samozaštićena fluksirana žica
Korištenje žice za zavarivanje pruža velike mogućnosti za mehanizaciju rada.
Jedna od očitih prednosti je ta što se zbog uporabe žice za elektrolučno zavarivanje smanjuje glavno i pomoćno vrijeme za izvođenje radova, što rezultira smanjenjem režijskih troškova i smanjenjem troškova gotovih proizvoda.

Dodatna žica s poliranom površinom
Postoje dvije vrste žice za punjenje - polirane i bakrene. I stanje površine žice ima značajan utjecaj na kvalitetu luka, rezultirajući šav, broj kapi rastaljenog metala i, naravno, na pouzdanost opreme za zavarivanje.
Kemijski sastav žice za zavarivanje za nehrđajući čelik 12X18H10T
Svojstva proizvoda određena su njegovim sastavom. Ova marka uključuje sljedeće kemijske elemente:
| Kemijski element | Sadržaj u sastavu,% |
| Ugljik | 0,11 |
| Silicij | 0,8 |
| Mangan | 2 |
| Nikla | 10 |
| Krom | 18 |
| Titan | 1 |
| Željezo | Temelj |
Nomenklatura
Žica za zavarivanje od nehrđajućeg čelika 12X18H10T ima prilično širok raspon i dostupna je u sljedećim promjerima:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Specifikacije marke
Žica za zavarivanje nehrđajućeg čelika 12X18H10T može promijeniti svoja svojstva, ovisno o promjeru. To su manja odstupanja koja ipak treba uzeti u obzir pri odabiru materijala za rad. Tablica karakteristika izgleda ovako:
|
Vrsta žice |
Promjer materijala za punjenje, mm | Vruće valjani | Hladno valjani | ||
|
Privremena vlačna čvrstoća, N / mm2 |
Produženje,% s duljinom uzorka 0,1 m. |
||||
| 1 razred | 2. razred | ||||
|
12X18H10T |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
Karakteristike izbora
Zavarivanje proizvoda od nehrđajućeg čelika vrlo je težak proces koji može dovesti do velikog otpada. Da bi se to izbjeglo, potrebno je vrlo precizno odabrati sastav materijala. Zavarivačka žica za zavarivanje čelika 12X18H10T je specifičan proizvod koji nije prikladan za sve vrste legiranog čelika. Uostalom, glavno pravilo odabira je identitet skladbe. Najprikladnija opcija ovdje bi bila zavarivanje cijevi od nehrđajućeg čelika iste kvalitete.Vrijedi napomenuti da se pri odabiru materijala za punjenje u proizvodnji, gdje se još uvijek mogu mijenjati sve komponente, sve radi radi praktičnosti, budući da možete promijeniti sastav osnovnog metala tako da ga je prikladno spojiti s ovom žicom, i praktički nema problema s odabirom drugih materijala za zavarivanje. ... U privatnoj sferi situacija izgleda nešto drugačije, budući da se tamo materijali koriste uglavnom za popravke i potreban je točan izbor. Proučivši sastav osnovnog metala i žice za punjenje, možete točno odrediti izbor.
Marka žice prikladna je jer ima široku paletu proizvoda. Nema problema s odabirom potrebne debljine. Čak i u onim trenucima gdje nije dopušten veliki raspršivanje i pogreška, kada su u pitanju male veličine, ovdje je korak promjera 0,1-0,2 mm. Sve to omogućuje dobivanje visokokvalitetnog zavarivačkog spoja bez problema sa sagorijevanjem kroz osnovni metal. Naravno, nemaju svi priliku imati cijeli red, stoga se pri odabiru vrijedi voditi tako da se debljina osnovnog metala podudara s veličinom promjera žice.
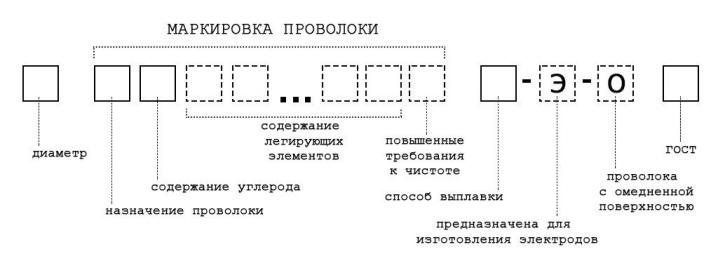
Dekodiranje
Označavanje žicom sadrži podatke o onim elementima koji određuju osnovna svojstva materijala i njihov sadržaj se pokazao odlučujućim. U ovom slučaju situacija je sljedeća:
- 12 - sadržaj ugljika je 0,12%;
- X18 - sadržaj kroma je 18%;
- N10 - sadržaj nikla je 10%;
- T - sadržaj titana je oko 1%.
Značajke zavarivanja
Kako bi veza bila što kvalitetnija, a tijekom samog procesa postojao je minimalan broj problema, trebate se pridržavati točnih načina povezivanja:
|
Debljina žice, mm |
Vrsta |
Snaga struje, A |
| Ručno zavarivanje | ||
| 1 2 3 | Metal sa prirubnicom |
35-60 65-120 100-140 |
| 1 2 3 | Položaj metalnog kundaka |
40-70 75-120 120-160 |
| Automatsko zavarivanje | ||
| 1 2,5 4 | Položaj stražnjice |
60-120 110-200 130-250 |
| 1 2 4 | Položaj stražnjice s dodatkom |
80-140 140-240 200-280 |
Zavarivanje čelika razreda 12X18H10T
Elektrode
Elektrode 12x18n10t često su šipke izrađene od visokolegiranog metala s osnovnim premazom, koji također sadrži legirajuće komponente. Sastav takvih elektroda na mnogo je načina sličan sastavu samog nehrđajućeg čelika. Stoga su šavovi dovoljno kvalitetni i izdržljivi. Ali to nije glavna prednost.
Ispravan izbor elektroda ne samo da se može nadopuniti, već i neznatno promijeniti kemijski sastav nataloženog metala. Ne zaboravite da se elektroda pri taljenju miješa s osnovnim metalom u zavarenom bazenu, pa je moguće promijeniti sastav zavara.

Stoga se elektrode za zavarivanje nehrđajućeg čelika moraju odabrati s posebnom pažnjom. Doista, uz njihovu pomoć možete značajno promijeniti radne karakteristike zavara
Tokovi
Nekoliko riječi o fluksima. Također se koriste u zavarivanju nehrđajućeg čelika. Najčešće korišteni fluksi fluorida. Treba ih koristiti u kombinaciji s žicama za punjenje od visokolegiranih legura. Po našem mišljenju, najoptimalniji fluks za zavarivanje čelika tipa 12x18n10t je ANF-5. Ne samo da dobro štiti vareni bazen od oksidacije, već i legira zavareni metal. Budući da sadrži i titan.
ANF-5 fluks sprječava stvaranje pora u šavu, što se često nalazi zbog velike količine vodika. Također se mogu koristiti fluksi na bazi oksida umjesto fluorida.
Načini rada
Sada kada ste odabrali elektrode i fluks, vrijeme je da razmislite o načinu zavarivanja.
Glavna stvar na koju treba obratiti pozornost je količina unesene topline. Ulaz topline je brzina kojom se struja prenosi iz zavarivačkog luka na metal.
U slučaju zavarivanja od nehrđajućeg čelika, unos topline trebao bi biti nizak.
Također se preporučuje oblikovanje tankih šavova s malim presjekom. To se može postići upotrebom žice za punjenje malog promjera, do 3 mm. Imajte na umu da nehrđajući čelik ima smanjenu električnu vodljivost.Kako vam ova značajka ne bi postala glavobolja, smanjite štapić iz elektrode za jedan i pol do dva puta u usporedbi s isticanjem za zavarivanje ugljičnog čelika.
Tehnologije
Prijeđimo na najzanimljivije - tehnologije. Kod zavarivanja nehrđajućeg čelika možete primijeniti tehnologiju poluautomatskog zavarivanja u oklopljenoj atmosferi, tehnologiju zavarivačkog zavarivanja, zavarivanje nepotrošnom elektrodom i zavarivanje štapnim elektrodama. V. kao zaštitni plin najčešće koriste argon, mješavinu argona s ugljikovim dioksidom, a ponekad i helij. Pogledajmo pobliže dvije tehnologije zavarivanja: argonsko zavarivanje i zavarivanje elektrodama koje se ne troše.
Zavarivanje argonskim lukom pomoću potrošnih i nekorištenih elektroda najčešće se koristi u profesionalnoj proizvodnji. Da biste to učinili, preporučujemo postavljanje obrnutog polariteta i vrenje istosmjernom strujom. Kao zaštita, kako nije teško pogoditi, koristi se plin argon. Možete koristiti ili čisti argon ili njegovu mješavinu s ugljikovim dioksidom ili kisikom. Korištenje smjesa stabilizirat će sagorijevanje luka, pojednostaviti stvaranje zavara i smanjiti vjerojatnost stvaranja pora.

Odlučite li se koristiti tehnologiju potrošnih elektroda, postavite polaritet na istosmjerni i zavarite istosmjernom strujom. Koristite volframove elektrode. Korištenje izmjenične struje je moguće, ali nije uvijek preporučljivo. Ako metal sadrži veliku količinu aluminija (što je rijetko), tada možete upotrijebiti "promjenu".
Dodajmo i par riječi o zavarivanju štapićem. Ova se metoda smatra neprofesionalnom i koristi se samo kod kuće ili u malim poduzećima gdje kvaliteta rada nije važna. Ova metoda je dobra ako ste garažni zavarivač i ne želite trošiti novac na dodatnu opremu. Samo trebate imati jednostavan pretvarač i pokupiti elektrode. No, ako se prijavljujete za pristojnu kvalitetu šavova, preporučujemo da se ipak odlučite za zavarivanje u okruženju zaštićenog plina. A za takav rad potreban vam je poluautomatski uređaj, plinski cilindar i žica za zavarivanje ili elektrode. Ovo je minimalni set za manje ili više visokokvalitetno zavarivanje u radionici ili čak u garaži.
Značajke marke
Prije nego prijeđemo na detaljan opis zavarivanja, upoznajte se sa nekim značajkama nehrđajućeg čelika 12x18n10t.

Glavna stvar koju morate znati je da je nehrđajući čelik iznimno sklon intergranularnoj koroziji. Iako je ukupna otpornost na koroziju prilično visoka. No, postoji jedna dobra vijest. Međukristalna korozija nastaje samo kad je metal kalciniran u peći. Temperatura od 500 stupnjeva dovoljna je za promjenu strukture nehrđajućeg čelika i povećanje vjerojatnosti korozije.
Proizvođači su toga svjesni, pa dodaju legirajuće elemente nehrđajućem čeliku. U slučaju naše marke 12x18n10t, ovo je titan. O tome svjedoči slovo "T" na kraju oznake. Prije zavarivanja saznajte točne oznake čelika i provjerite sadrži li legirajuće elemente. Osim titana, koristi se i niobij, u označavanju je označen slovom "B".
Savjeti za upotrebu
Kako bi dobili dobru vezu, mnogi zavarivači koriste poluautomatske strojeve pri radu s nehrđajućom žicom. Ova oprema štiti šavove od vanjskih utjecaja, automatski dovodi žicu za punjenje do mjesta zavarivanja, prisilno se hladi i može se koristiti na teško dostupnim mjestima.
Prije nego što obavite posao, vrijedi obaviti pripremnu fazu, odnosno izvršiti niz aktivnosti.
- Uklonite onečišćenje s obrađene površine.
- Odmastite zavar na izratcima.
- Uklonite višak vlage s površina zagrijavajući ih na 100 stupnjeva.

Kako biste postigli malu prijelaznu debljinu šava između dijelova koje ćete zavariti, možete upotrijebiti nekoliko metoda zavarivanja:
- metoda kratkog luka;
- inkjet prijenos;
- univerzalna impulsna metoda.

Da bi se postigao visokokvalitetni rezultat rada s dodatkom od nehrđajućeg čelika, zavarivač će morati ispuniti sljedeće zahtjeve:
- postavite plamenik pod negativni kut;
- zabijte glavu na udaljenosti od 1,2 cm od metalne površine;
- taljenje žice treba raditi u malim obrocima; ovdje se ne smiju koristiti velike kapi.

Zavarivanje nehrđajuće žice važan je atribut, bez kojeg je teško zamisliti postupak zavarivanja. Potrošači mogu kupiti ovaj proizvod u kolutu, kolutu ili kolutu. Ova univerzalna vrsta sirovine ima visoka tehnološka svojstva pa se stoga koristi u mnogim industrijama i građevinarstvu.
Za savjete o odabiru žice za zavarivanje pogledajte sljedeći video.
Dekodiranje oznaka
Žica za zavarivanje od nehrđajućeg čelika označena je na isti način kao i legirana. Jedina razlika može se nazvati prisutnost kroma i nikla u velikim količinama u nehrđajućem čeliku. Čvrsta nehrđajuća žica označena je prema GOST 2246-70.
Oznaka može sadržavati sljedeća slova:
- A - žica sadrži standardnu količinu fosfora i sumpora;
- AA - gore navedene tvari sadržane su u smanjenoj količini;
- Š - proizvod je proizveden pretapanjem elektroslaga;
- E - žica se koristi za pripremu elektroda;
- O - na površini proizvoda nalazi se bakrena prevlaka, pa se žica koristi u slučaju kritičnih veza stabilnim lukom.
Prema standardima GOST -a, označavanje čelične žice može sadržavati sljedeće oznake:
- X - hladno valjani proizvod;
- T - termički obrađen;
- P - povećana točnost proizvodnje;
- TS je metal svijetle boje, u kojem nema oksida.


Ovisno o promjeru, 100 m žice od nehrđajućeg čelika za zavarivanje ima sljedeće težine:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.

Vrste žica za zavarivanje poluautomatskih uređaja
U normalnim uvjetima koristi se nešto više od desetak vrsta žice za zavarivanje, od više od sedamdeset proizvedenih vrsta. To je zbog industrijske specifičnosti korištenja većine vrsta aparata za zavarivanje i visokih troškova nekih od njih. Najpopularnije vrste su proizvodi promjera od 0,6 mm do 2 mm, težine od 1 kg do 5 kg. Proizvodi se dijele na punu žicu i cjevastu žicu s punilima za punjenje, koji imaju različite namjene. Što se tiče kemijskog sastava, to može biti aluminij, pocinčan, dopiran titanom i legiran.
Posebno pažljivo odabrana žica za zavarivanje poluautomatskog nehrđajućeg čelika jer bi po sastavu trebala biti što je moguće bliže materijalu koji se zavaruje. Trenutni parametri su također važni, jer pregrijavanje pri zavarivanju nehrđajućeg čelika dovodi do gubitka fizičkih svojstava ovog materijala.
Prilikom spajanja različitih vrsta nehrđajućeg čelika potrebno je odabrati sljedeće vrste nehrđajuće žice za zavarivanje:
- za krom-nikl čelike 12X18H9T i 08X18H10T, koristite razrede SV-06X19H9T, SV-01X18H10 ili analog OK Autrod 347 Si u argonu;
- čelični tipovi 03X17H14M2 i 08X18H10T zavareni su pomoću razreda SV-01X18H10, SV-06X19H9T i OK Autrod 308LSi u inertnom plinu;
- nehrđajući čelik sastava krom-nikal-molibden zavaren je žicom SV-06Kh20N11M3TB, SV-08Kh19N10M3B i OK Autrod 318 u atmosferi argona.
Ove vrste žica odgovaraju razredima nehrđajućeg čelika i pružaju visoku vlačnu čvrstoću, istezanje, žilavost i svojstva tečenja, čineći spoj čvrstim i elastičnim nakon hlađenja i uklanjanja troske. Prilikom rada s visokofrekventnim pretvaračem ili istosmjernom strujom, metal u zavarenoj kupelji se ne pregrijava, što znači da se ne narušava otpornost na koroziju na spoju dijelova.
Parametri i sastav žice regulirani su GOST-om 18143-72, koji određuje kriterije ocjenjivanja kvalitete i način proizvodnje.
Također, za spajanje nehrđajućih materijala i različitih čelika koristi se žica od punjenja s rutilom. Koristi se za zavarivanje teško zavarljivih, ugljično-manganskih i nehrđajućih čelika u plinskoj smjesi od 80% argona i 20% ugljičnog dioksida. Proizvodi u prahu omogućuju rad u bilo kojem položaju i dopirani su molibdenom koji šavu daje visoka fizikalna i kemijska svojstva.
Za čelik razreda E 2209 koristi se OK Tubrod 14.27, za nehrđajući čelik 317 i 317L koristi se OK Tubrod 14.25, a za razred 309 OK Tubrod 14.22. Za zavarivanje drugih metala možete koristiti samozaštitne praškaste proizvode s fluksom (na primjer, SV-000009283), za koje nije potrebno okruženje s inertnim plinom.

Koje elektrode za kuhanje 1 mm nehrđajući čelik.
 Zavarivanje tankog metala težak je proces ne samo za početnike, već i za iskusne zavarivače. Ovaj proces ima nekoliko komplikacija:
Zavarivanje tankog metala težak je proces ne samo za početnike, već i za iskusne zavarivače. Ovaj proces ima nekoliko komplikacija:
- snažno zagrijavanje proizvoda može dovesti do izgaranja i stvaranja rupe;
- visoka temperatura zagrijavanja također može dovesti do promjene geometrije tankih limova;
- kratki luk, uz pomoć kojeg se ostvaruje veza, gasi se s laganim odvajanjem.
Ovi problemi mogu značajno zakomplicirati radove zavarivanja.
Stoga je, kako bi se izbjegle takve poteškoće, vrlo važno znati koje su elektrode potrebne za zavarivanje tankog nehrđajućeg čelika.
OK 63.34 namijenjeni su za zavarivanje tankog metala. Također, marka je savršena za proizvode s debelim stijenkama. Elektrode karakterizira poboljšano odvajanje troske.
OK 63.20 (na slici) posebno su traženi za spajanje cijevi i tankog metala. Postupak zavarivanja odvija se tijekom kratkotrajnog paljenja i gašenja luka.