Vrste profesionalne opreme
Najjednostavniji tip profesionalne opreme na kojoj se izvodi savijanje žice su strojevi s jednom rukom. U međuvremenu, takvi uređaji mogu proizvoditi samo proizvode jednostavnog geometrijskog oblika, čija duljina čišćenja ne prelazi 1000 mm.
Složeniji proizvodi s duljinom čišćenja većim od 1000 mm omogućuju izradu dvostruke konzolne opreme na kojoj se obradak istovremeno deformira s oba kraja. Ovaj stroj može proizvoditi proizvode s mnogo složenih zavoja.
Najsofisticiraniji proizvodi od žice omogućuju vam izradu 3D strojeva na kojima se savijanje može izvesti istovremeno u tri dimenzije. Takve jedinstvene funkcije strojeva ove kategorije obdarene su rotacijskom savitljivom rukom, čije se kretanje kontrolira elektroničkim automatiziranim sustavom. Unatoč svim prednostima obrade na takvoj opremi, ona je prilično skupa, pa se ti strojevi koriste u iznimnim slučajevima.
3 Oprema za izvlačenje žice i video njezin rad
Sve tehnološke operacije izvlačenja izvode se na posebnim mlinovima opremljenim vučnim ušicom kroz koju se žica provlači. Promjer potonjeg uvijek je veći od promjera matrice. Ovisno o dizajnu vučnog mehanizma, mlinovi koji nas zanimaju podijeljeni su u dvije vrste:
- jedinice u kojima je metal namotan na bubanj;
- strojevi s kretanjem metala u pravoj liniji.
Drugi mlinovi namijenjeni su proizvodnji proizvoda koji se ne moraju sastaviti u zavojnice (cijevi, šipke). No, na bubnjevima se proizvode upravo žice i metalne i bakrene cijevi malih presjeka. Štoviše, takvi su mlinovi s bubnjevima različitih vrsta:
- višestruka (neke funkcije bez klizanja, druge s klizanjem);
- pojedinačni unos;
- višestruko, primjenom načela protunapetosti obratka.
Najjednostavniji jednokratni stroj za izvlačenje žice uključuje izvođenje tehnološke operacije u jednom prolazu. No, više mlinova koristi 2-3 prolaza, isti crtež u njima izvodi se kontinuirano. Kalibracijske radnje suvremenih velikih poduzeća u pravilu imaju jedan i pol do dva desetaka jedinica i mlinova različitih kapaciteta za proizvodnju bakra i drugih proizvoda od žice.
Matrice za izvlačenje žice opisanih mlinova obično se izrađuju kermet tehnologijom od karbida bora, termokorunduma, molibdena, titana, mikrolita, tantala, vanadija, volframa. Ove legure odlikuju izvrsna otpornost na habanje i povećana tvrdoća, kao i niska žilavost.
Visoka pouzdanost matrice također je osigurana činjenicom da je postavljena u vrlo snažan i viskozan čelični kavez, koji ne tlači matricu, a također smanjuje vlačna naprezanja u vrijeme operacije izvlačenja. Vrijedi posebno spomenuti da su u slučajevima kada je vrlo tanka žičana šipka izrađena od čelika (do 0,2 milimetra), matrice izrađene od tehničkih dijamanata.

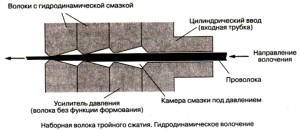
U posljednje vrijeme postoji tendencija korištenja montažnih matrica za izvlačenje. Omogućuju proizvodnju žice u uvjetima velikog trenja (hidrodinamičko). Štoviše, sastavljena matrica jamči smanjenje potrošnje električne energije za izvođenje tehnoloških operacija, dok povećava produktivnost mlinova za 20-30 posto.
1 Izvlačenje žice - bit i tehnologija operacije
Crtanje se shvaća kao postupak koji se sastoji u činjenici da se radni komad na posebnoj opremi povlači kroz sužavajući otvor. Izvorni obradak može biti bakar, čelik, aluminij. Alat u kojem je izrađena rupa naziva se matrica, a sama rupa o čijoj konfiguraciji ovisi oblik profila koji se izrađuje naziva se matrica.
Tehnika izvlačenja, u usporedbi s valjanjem, osigurava nekoliko puta veću čistoću i točnost površine žice, kao i raznih profila, šipki, cijevi. Osim toga, povučeni metal karakterizira promjena (na bolje) mehaničkih parametara, što je posljedica jačanja (uklanjanja stvrdnjavanja) gotovih proizvoda. Crtež se aktivno koristi u proizvodnji oblikovanih vrlo točnih profila različitih promjera cijevi, žice s presjekom od 1-2 mikrona do 10 (a ponekad i više) milimetara.

Vrijedi napomenuti činjenicu da suvremena tehnologija izvlačenja žice jamči izvrsne performanse opreme koja se koristi za proizvodnju žice. Matrice sada funkcioniraju bez grešaka pri velikim brzinama rada (do 60 metara u sekundi) pri velikim vrijednostima smanjenja izvornog materijala (na primjer, bakrene gredice, čelik itd.).
Postupak crtanja uključuje nekoliko faza, koje su navedene u nastavku:
- jetkanje sirovine u otopini sumporne kiseline zagrijanoj na oko 50 stupnjeva (radnja je neophodna kako bi se produžio vijek trajanja matrice uklanjanjem kamenca s obradaka);
- žarenje metala (prethodno), izvedeno radi povećanja plastičnih svojstava metala i osiguravanja njegove sitnozrnate strukture;
- neutraliziranje agresivne otopine za kiseljenje i čišćenje obradaka;
- korištenje čekića ili kovačkih valjaka za izoštravanje krajeva izvornih metalnih sirovina (aluminij, bakar, čelične gredice);
- izravno postupak crtanja;
- izvođenje žarenja.
Osim toga, gotova žica podvrgava se raznim postupcima obrade (rezanje proizvoda na dijelove potrebne duljine, ravnanje, uklanjanje krajeva itd.).
Kako ispraviti bez stroja?
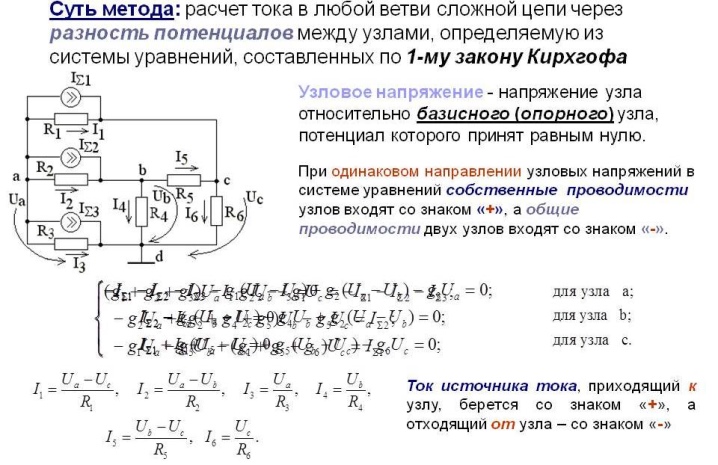
Kod kuće se žica ispravlja za uzemljenje, zaštitu od groma i neke druge poslove. Malo je vjerojatno da ćete u svakodnevnom životu pronaći visokokvalitetni stroj za valjke koji može poravnati žicu s promjerom poprečnog presjeka većim od 2 mm-to je skupo, a sam proces prilično naporan. Kupnja posebne opreme također nema smisla ako je potreba za odmotavanjem šipke jednokratna. Stoga, kako biste izravnali metalnu žicu iz zavojnice ili zavojnice, možete koristiti metodu nodalnog napona. U tu svrhu potrebno je izvršiti određeni slijed radnji.
Jedan kraj šipke čvrsto je pričvršćen za nešto glomazno, teško i čvrsto. Na primjer, omotani su oko stupa za napajanje ili snažnog stabla čiji je promjer debla najmanje 25 cm.
Nakon toga se žica ručno odmotava uz tlo, pri tome se maksimalno rastežući. Na drugom kraju tako odmotane žice stvara se petlja koja se učvršćuje u uređaju koji se može povući velikim naporom - to jest, ovaj uređaj mora se pomaknuti na određenu udaljenost.


Da bi se popravio rezultirajući pravocrtni oblik, žica se mora ostaviti u ovom napetom stanju kratko vrijeme - od 10 minuta do pola sata.
Za takav rad možete koristiti razne uređaje - to izravno ovisi o parametrima poprečnog presjeka šipke. Dakle, za proizvod promjera manjeg od 2 mm bit će više nego dovoljno starog čelika, kao i udruženi fizički napori nekoliko snažnih muškaraca. I u ovom slučaju možete koristiti mehaničko vitlo.No, šipke promjera 5 mm i više zahtijevati će mnogo značajnije napore - za to koriste dinamičku silu traktora, kamiona ili priključka osobnog automobila.

Skrećemo vam pažnju da će za ravnanje žice promjera većeg od 5 mm, ako je izrađena od legiranog čelika, biti potrebno ne samo zatezanje stanja žice, već i naknadno rastezanje. Mora se provoditi dok šipka ne pukne.
Obično dolazi do prekida na mjestu pričvršćivanja na jednom od krajeva žice - u ovom trenutku najbolje je biti što dalje od rastegnute žice.

Tehnologija
Odjeljak 33. Ispravljanje lima i žice
Ispravljanje je radnja spljoštenja metalnog lima ili žice na ploči za ravnanje udarcem čekićem (drvenim čekićem) ili čekićem od mekog obojenog metala ili korištenjem drvenog bloka (slika 122).
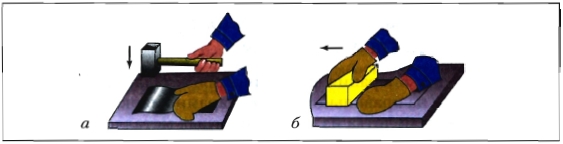
Riža. 122. Uređivanje lima: a - čekićem; b - drveni blok
List se stavlja na štednjak i lijevom rukom drži u rukavici, a desnom rukom udara čekićem ili čekićem.
Ako na listu postoje ispupčena područja, tada se postavljaju izbočenjem prema gore i udaraju čekićem od ruba do središta izbočine. Istodobno se list okreće.
Tanki mekani listovi obično se ravnaju drvenim batom ili se glačaju i spljoštavaju drvenim blokovima.
Meka tanka žica može se ispraviti rastezanjem između nekoliko čavala zabijenih u ploču ili šipki stegnutih u poroku, kao i oko cilindričnog trna (slike 123, a, 6, c).
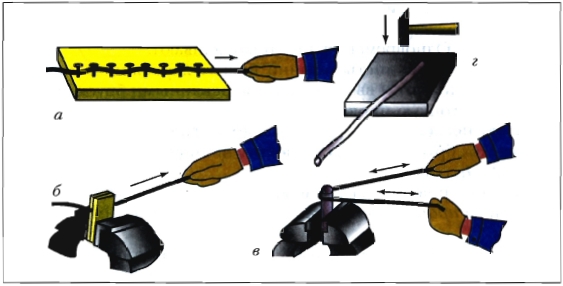
Riža. 123. Ispravljanje žice: a - povlačenjem između čavala zabijenih u ploču; b - istezanje između šipki u poroku; c - povlačenjem oko cilindra; d - čekićem na ravnoj (ispravnoj) ploči
Debela žica se ispravlja udaranjem čekićem ili čekićem o običnu ploču (slika 123, d) ili stiskanjem kliještima.
Kvaliteta ravnanja provjerava se primjenom ruba ravnala na površinu lima ili žice ili na ispravnu ploču - prema veličini praznina S (praznine) (slika 124).
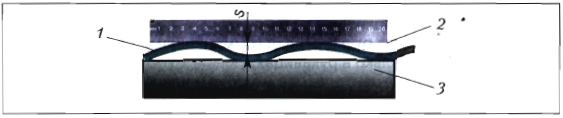
Riža. 124. Provjera kvalitete ravnanja: 1 - list ili žica; 2 - rub ravnala; 3 - ispravna ploča; S - veličina praznine (zazor)
Pravila sigurnog rada
- Pazite na ručne rezove s oštrih rubova limova i žica.
- Zaštitite oči od ozljeda oštrim krajevima žice.
- Radite samo u rukavicama.
- Zaštitite prste od udaranja čekićem ili čekićem.
Praktični rad broj 35
Ispravljanje lima i žice
Radni nalog
- Pripremite svoje radno područje i alate za ispravljanje radnih komada izrađenih od tankih limova i žica.
- Poravnajte praznine metalnih limova i žice.
- Provjerite kvalitetu uređivanja.
Kontrolna pitanja
- Što se naziva ispravljanje lima i žice? Od kojih metala se izravnavaju obratci?
- Koji se alati i čvora koriste za odijevanje?
- Mogu li se listovi izravnati između rola?
- Koja je tehnologija ravnanja tankih mekih limova?
- Zašto se žica ispravlja kada se vuče između šipki, čavala ili oko trna?
Kako poravnati žicu vlastitim rukama
Ako se žica valjana u uloške može smatrati uvjetno ravnom, onda da bi postala ravna, samo se moramo riješiti zakrivljenosti velikog radijusa. Ali kako izravnati žicu u obliku zgužvanih ostataka i loše uskladištenog otpada? Oni ne predstavljaju samo zavoje, već razne cik -cakove koji se nalaze u različitim smjerovima od osi. U ovom slučaju, ravnanje žice uz pravilan pristup stanju idealne ravne šipke sasvim je ostvarivo. Postoje neki od najučinkovitijih načina poravnavanja žice. Ovisno o izboru, oni će imati malo drugačije rezultate u pogledu kvalitete.
Dakle, od jednostavnog do složenog:
- Savijače na žici možete ukloniti pričvršćivanjem oba kraja u ruke i početi se truditi s naporom kroz cijev ili kvaku.
-
Ispravljanje žice dobro se ispostavlja ako su njeni ispravljeni dijelovi postavljeni na ravnu površinu radnog stola. Pokrivajući ga drvenim blokom, počnite ga valjati po njemu kako bi se pritom mogao slobodno kretati. Samo nekoliko ovih role daje prilično dobre rezultate.
- Da biste izravnali meku bakrenu žicu, pričvrstite je jednim krajem u visini. Objesite ne jako težak teret na drugi, tako da ga ne može rastrgati. Okretanjem utega u smjeru kazaljke na satu i unatrag nekoliko okreta oko svoje osi može se postići idealan rezultat.
- Žica će se ispraviti na sličan način. Ako je jedan njegov kraj pričvršćen u porok, a drugi stegnut u steznu glavu odvijača ili električne bušilice. Postupak ravnanja odvijat će se polaganim okretanjem držeći žicu pod jakim zatezanjem. Samo nekoliko zavoja bit će dovoljno za potpuno ravnanje.
- Također, za izravnavanje malih komada žice do 30 centimetara bit će potreban odvijač ili električna bušilica. Da bismo to učinili, u drvenom bloku napravimo rupu matrice promjera nešto većeg od rupe za žicu i kroz nju provučemo jedan kraj šipke. Ovaj kraj učvršćujemo u steznu glavu i počinjemo se polako okretati, povlačeći žicu kroz rupu.
- Da biste poravnali žicu ne baš velikog promjera, možete vlastitim rukama napraviti prilično jednostavan i jeftin uređaj.
Da bismo to učinili, potrebna nam je masivna drvena ploča dimenzija 500 x 120 x 50 mm. U nju zabijamo 5-7 čavala promjera 3-5 mm u ravnoj liniji s uvlačenjem po promjeru žice. Udaljenost između čavala izravno ovisi o promjeru žice i njenoj elastičnosti. Što su ti pokazatelji veći, veći su razmaci između metalnih šipki. Postupak ravnanja žice sastojat će se u jednostavnom povlačenju između čavala duž linije označavanja. Radi jasnoće, shematska fotografija će vam pomoći.
Ako znate svoj izvorni način kako poravnati žicu vlastitim rukama, podijelite je s nama u bloku komentara.
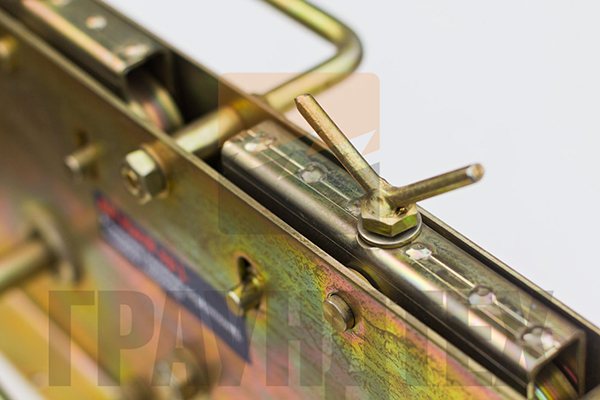
Naša proizvodnja

Uređaj za poravnavanje čelične žice promjera 6-10 mm i trake 20x3 30-4 mm s ručnim pogonom. Služi za ravnanje pocinčane čelične žice promjera 6-10 mm, kao i pocinčane čelične trake dimenzija 20x3 mm, 30x4 mm. Okrugli i ravni vodiči isporučuju se u zavojnicama od 40-50 kg.

Kako bi se izvršila visokokvalitetna ugradnja zračne terminalne „mreže“ od čelične žice na ravni krov, potrebno je žicu položiti u držače i čvorove povezati pomoću stezaljki. Žica se polaže u ćelije veličine 6x6 m, 10x10, 12x12 m. Kako bi se ravnomjerno položio vodič "mreže", mora se izravnati iz uvijenog stanja. Pocinčana čelična žica od 8 i 10 mm teško se ručno ispravlja, osobito čelik promjera 10 mm, a u ispravljenom stanju bit će nepravilnosti zbog neravnomjernog ravnanja.
Za polaganje vodiča sa gromobrana na krovu, dimnjacima i drugim konstrukcijama zgrada i građevina, postavljanje vodiča u držače, potrebno ga je položiti što ravnomjernije bez savijanja. Razlog tome je estetski izgled, kao i nepravilnosti zbog kojih se žica može odvojiti od držača ili se može oštetiti samo pričvršćivanje držača.

Radi lakšeg postavljanja, naša tvrtka nudi ovaj uređaj za ravnanje vodiča s devet valjaka, koji će vam omogućiti uštedu vremena na postavljanju "mreža" za zaštitu od munje, kao i montiranje vodiča što je prije moguće bez straha od demontaže neravnih dijelova žice i ogoliti.

Dizajn stroja za ravnanje žice omogućuje vam ugradnju na visini od 0,5 m od krova ili poda na bilo koju konstrukciju od drveta ili metala, podešavanje pritiska valjaka na vodiču i postizanje ravnomjernosti žice ili čelika traka.
Na primjer:
- ugradnja na drvene palete - 5 minuta;
- uvrtanje vijaka u drvo - 2 minute;
- postavljanje potisnih valjaka za vodič od 5 do 15 minuta;
- odmotavanje standardne zavojnice 115 m 5-7 minuta
- rezanje na potrebne duljine od 5 do 20 minuta

Ukupno, u prosjeku, do 1 sata, možete odmotati i pripremiti pocinčanu čeličnu žicu promjera 8 mm za ugradnju. Za zgradu s ravnim krovom dimenzija 50x20 m i visinom od 10 m mogu biti potrebna približno 3 zavojnice žice, što znači da u 3 sata možete pripremiti vodič za polaganje na krov i spuštene vodiče, a da pritom ne potrošite dan na njemu.
Metode savijanja metalne žice
Postoji nekoliko glavnih načina da se metalnoj žici da potreban oblik gotovog proizvoda, pa se može razlikovati: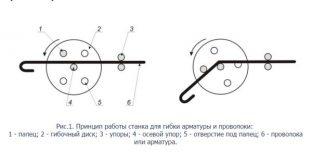
- ručna metoda savijanja žice pomoću posebnih alata i jednostavnih uređaja. Koristi se za žicu promjera do 3 mm u proizvodnji jednostavnih proizvoda u pomoćnoj proizvodnji ili kućanstvu. U pravilu ne zahtijeva praktički nikakva financijska ulaganja i posebno znanje;
- ručna metoda izrade nakita od žice promjera do 2 mm. Zahtijeva posebne alate i uređaje, kao i određena znanja i vještine za rad s plemenitim metalima;
- žica za savijanje iz zavojnice, temeljena na posebnom uređaju zvanom odmotač;
- savijanje žice s metalne šipke;
- savijanje valjanjem žice;
- savijanje metalne žice guranjem.
Strojevi za savijanje žice
- Stroj za savijanje žice koji izrađuje dijelove izravno iz zavojnice. To je najproduktivnija i najekonomičnija opcija za masovnu proizvodnju žičanih proizvoda. To se događa zbog činjenice da je zavojnica s žicom ugrađena u poseban uređaj - odvijač, iz kojeg metalni konac ulazi u ispravan blok. Tamo je izložen djelovanju valjkastog ili ravnog mehanizma, zbog čega na izlazu poprima oblik ravne i ravne šipke. Nakon toga žica ulazi u blok za savijanje stroja, gdje joj se uz pomoć mehaničkih uređaja daje potreban oblik gotovog proizvoda. Na kraju procesa, gotovi dio se reže mehaničkim škarama. Obično takav stroj za savijanje žice može proizvesti jednu vrstu gotovog proizvoda, koji je određen unaprijed određenim mehaničkim uređajima i ograničen je manipulacijom hranilice. Stoga oblici proizvoda proizvedenih na takvim strojevima nisu jako složene konfiguracije, budući da je broj operacija savijanja ograničen na pet.
- Stroj za savijanje žice za savijanje žice s metalne šipke tehnološki je naprednija metoda koja ima niz prednosti u odnosu na rad iz zavojnice. To je osobito potrebno kada je gotovom proizvodu potrebna dodatna obrada. To može biti kuckanje ili probijanje, što se može učiniti samo prije nego što proizvod završi. Nedostaci takvog stroja su njegova potreba za dodatnim složenim mehanizmom za unos obradaka i relativno niska ukupna produktivnost.
- Stroj za savijanje žice uglavnom se koristi za izradu raznih dijelova okruglog oblika i raznih vrsta okruglih opruga. Na primjer, takav stroj za savijanje žice valjanjem radi zbog činjenice da se žica dovodi kroz vodeće valjke do osovine zadanog radijusa, gdje se zbog svog rotacijskog kretanja savija oko prsta unaprijed određen broj puta . U tom slučaju žica se uvija duž unaprijed određenog radijusa, koji ima klin za savijanje i valjke za valjanje. Zbog položaja valjaka u odnosu na središnju osovinu, moguće je postaviti i regulirati kut savijanja ili nagib opruge. Stroj za savijanje žice valjanjem, poput drugih sličnih mehaničkih uređaja, može proizvesti samo jednu vrstu proizvoda po operaciji.Za promjenu asortimana proizvoda potrebna je zamjena uređaja za savijanje i puštanje u rad.
- Stroj za savijanje žice za savijanje metalne žice metodom guranja. Za određene dijelove žice, tijekom njihove proizvodnje, potrebno im je dati složene oblike određenih geometrijskih oblika, kao što su promjenjivi radijusi, nepravilni lukovi, spiralni izgled i slično. Utjecati to nije jako učinkovito, a ponekad je jednostavno nemoguće čak i tehnološki. Stoga je jedini mogući način uporaba metode guranja žice. Načelo rada sastoji se u translacijskom kretanju metalne žice kroz trovaljnu jedinicu za oblikovanje valjaka ili poseban uređaj za namotavanje opruga, u kojem se zbog položaja valjaka valjaka oblikuje gotov proizvod. Kao rezultat toga, možete dobiti bilo koju zakrivljenost ili glatku promjenu veličine radijusa. Glavna razlika između uhodavanja i drugih metoda savijanja je složeniji raspored opreme koji zahtijeva posebno znanje tijekom podešavanja i održavanja.
- Strojevi za ravnanje koriste se kao dodatni uređaj u tehnološkim linijama za proizvodnju različitih metalnih žičanih mreža za ravnanje i oblikovanje žice. Ovdje se koriste dvije tehnologije: rotirajuće ravnanje s okvirom i ravnanje dvoslojnim blokom za ravnanje. Blok s dvije ravnine ne vozi baš savršeno, ali ne uvija žicu u isto vrijeme. No, rotirajući redovni okvir ima složeniji dizajn, ali ga mnogi proizvođači alatnih strojeva i dalje preferiraju od klasičnog pravilnog dizajna blokova.
2 Neke važne značajke postupka
Tehnologija crtanja, prema stručnjacima, ima samo jedan značajan nedostatak. Sastoji se od malog indeksa deformacije žice. To je zbog činjenice da je stupanj deformacije ograničen čvrstoćom izlaznog kraja obratka na koji se primjenjuje odgovarajuća sila deformacije.
Polazni materijal za opisani tehnološki postupak je kontinuirano lijevano, prešano i valjano slijepo obrađeno od obojenih metala, legiranih i ugljičnih čelika. Kvalitetno izvlačenje osigurano je kada početna sirovina ima određenu mikrostrukturu (na primjer, sorbitol, ako govorimo o žičanoj šipki od čeličnog materijala).

U prošlosti je čelična žica obično bila patentirana. Ova je operacija uključivala prvo zagrijavanje metala na temperaturu austenitizacije, a zatim njegovo izlaganje otopini soli ili olova (ovo izlaganje izvedeno je na temperaturi od oko 500 stupnjeva Celzijusa).

Tehnologija proizvodnje čelika i proizvoda od bakra danas ne podrazumijeva provedbu tako složenih radnji. Zajamčeno će se postići željena struktura pri napuštanju opreme za valjanje. Ako pogledate video kako funkcionira moderni brzi stroj za neprekidno izvlačenje žice, možete vidjeti da je opremljen kompleksom kombiniranog hlađenja proizvoda (zrak plus voda). Taj sustav omogućuje dobivanje potrebne mikrostrukture žičane šipke.
Industrijske metode
U proizvodnji se za ravnanje gotovo svih vrsta metalne žice koriste specijalizirani strojevi za pravilno rezanje. Proces se temelji na dvije glavne metode, a to su:
- ravnanje valjanjem kroz sustav od 5-6 parova valjaka koji su poredani uzastopno u različitim ravninama tako da je svaki sljedeći par okomit na susjedni;
- ravnanje povlačenjem kroz nekoliko posebno izrađenih matrica.
U pravilu, takvi strojevi nužno imaju poseban uređaj za automatsko odmotavanje žice od zavojnica ili kalema.
Za rad s elastičnim žicama i šipkama od legiranog čelika, proizvodna tehnologija predviđa zagrijavanje i kaljenje čelične konstrukcije obratka pomoću plinskih plamenika ili visokofrekventnih indukcijskih grijača.
Kako radi industrijski stroj za ravnanje i rezanje možete vidjeti u videu:
Korisni video
Pogledajte video u kojem osoba pokazuje kako sastaviti jednostavnu armirajuću konstrukciju savijača za savijanje šipki i kvadrata:
U drugom videu pregled mehanizma za savijanje žice i kukica za uvijanje:
Zaključak
Što se koristi za savijanje žice detaljno je opisano u članku. Za rad s ovim materijalom možete koristiti i jednostavne alate i složene instalacije koje vam omogućuju izvođenje velikog broja operacija u minuti.
S ograničenim proračunom možete napraviti vlastiti mehanički uređaj koji po kvaliteti neće biti lošiji od tvorničkih proizvoda.
Ponuda strojeva za savijanje armature, žice, lima i cijevi. Na našim stranicama predstavljene su ne samo tehničke specifikacije, već i videozapisi strojeva za savijanje i fotografije gotovih proizvoda, što će vam omogućiti bolje razumijevanje proizvodnog procesa. Ako na web mjestu niste pronašli potrebnu opremu, pošaljite tehničke specifikacije na mail, mi ćemo odabrati stroj za vaše zadatke.
Kako poravnati žicu bez stroja

Stoga, kako biste poravnali metalnu žicu s zavojnice, vrijedi koristiti najčešći način istezanja sile, za to je potrebno voditi se sljedećim redoslijedom:
- Prvo, jedan kraj žice mora biti čvrsto učvršćen u nešto masivno i čvrsto. Da biste to učinili, možete njegov kraj omotati oko baze nosača dalekovoda ili čvrstog stabla s promjerom debla od najmanje 25 centimetara.
- Zatim ručno odmotavamo zaljev uz tlo i, ako je moguće, rastežemo ga što je više moguće.
- Na drugom kraju odmotane žice napravimo petlju i učvrstimo je u uređaju sposobnom povući je s naporom, odnosno pomaknuti određenu udaljenost.
- Stvarni postupak ravnanja sastoji se u polaganim rastezanjem metalne žice uz veliki napor sve dok se ne pretvori u savršenu žicu. Da biste popravili pravocrtni oblik, možete ga ostaviti u ovom napetom stanju kratko vrijeme, oko 5 do 30 minuta.
Kao uređaj za zatezanje može se koristiti dovoljno širok raspon uređaja, ovisno o veličini promjera metalne žice. Dakle, za žicu promjera 2-3 mm, čelični otpad može biti dovoljan uz napor dva snažna čovjeka ili upotrebom ručnog mehaničkog vitla. No, ispravljanje žice za promjer od 5 mm i više zahtijevat će mnogo značajnih napora, a za to ćete morati koristiti ili vučnu kuku osobnog automobila ili dinamičku silu traktora ili kamiona.