Profesionalni aparati za zavarivanje
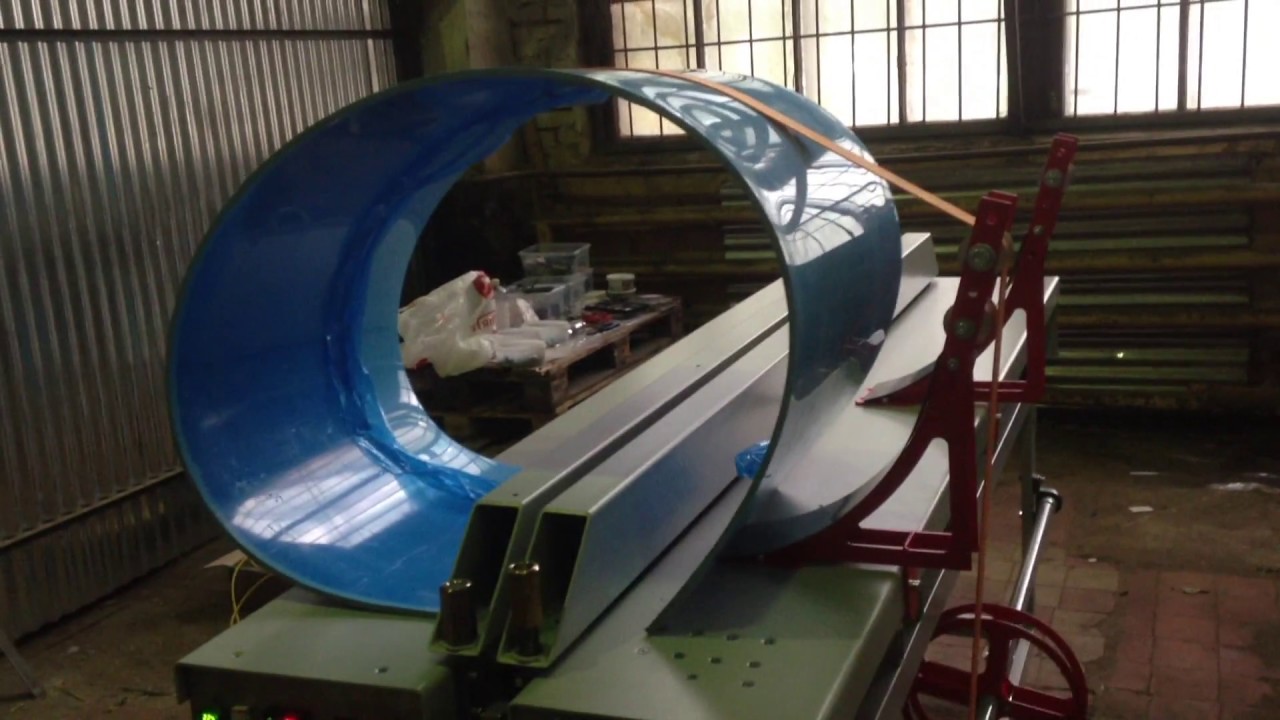
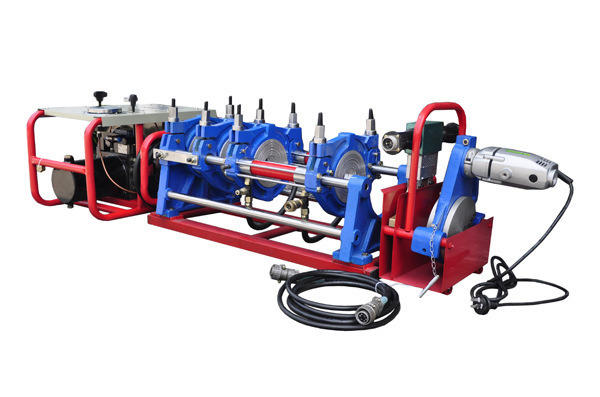
Za velike radove (na primjer, za stvaranje obloga za velike staklenike ili za komercijalne aktivnosti), preporučuje se uporaba profesionalnih polietilenskih aparata za zavarivanje. Prednosti ovih uređaja su u tome što omogućuju fleksibilno podešavanje parametara tlaka, temperature, brzine kretanja po šavu. Ako radite s istom serijom polietilena, nakon što postavite potrebne vrijednosti, možete zavarivati velikom brzinom.
Brtveni uređaji često imaju pogonske i zatezne valjke koji omogućuju povlačenje spoja filma istom brzinom, što povoljno utječe na konačnu kvalitetu šava.

Industrijski uređaji dostupni su u različitim vrstama. Mogu biti kontaktno grijanje ili grijanje toplim zrakom.
Operacije s velikim površinama materijala isplative su pri odabiru spoja zavarivanjem, jer nema potrebe za ljepilom ili ljepljivom trakom. Produktivnost i točnost rada značajno su povećani. Nisko talište i savitljivost materijala omogućuju spajanje zavarivanjem kod kuće. Dobivena čvrstoća spoja uglavnom ovisi o temperaturi i čistoći površina koje se spajaju.
Parametri zavarivanja za proizvode od polietilena i polipropilena
Indeks protoka taljenja materijala (MFR)
Zavarivanje polietilena velike gustoće (PE-HD, HDPE)
Proizvodi od polietilena visoke gustoće za taljenje skupine s indeksom 005 (MFR 190/5: 0,4-0,7 g / 10 min.), Grupe 010 (MFR 190/5: 0,7-1,3 g / 10 min.) Ili skupine 003 ( MFR 190/5: 0,3 g / 10 min. I 005 (MFR 190/5: 0,4-0,7 g / 10 min.) Prikladni su za zajedničko zavarivanje. To potvrđuje DVS 2207 dio 1 (DVS - Njemačko udruženje za zavarivanje) i dokumentirano od strane DVGW (Njemačko udruženje za plin i vodu).
Zavarivanje polipropilena: polipropilenski homopolimer (PP tip 1, PP-H) i polipropilenski blok kopolimer (PP tip 2, PP-C, PP-R)
Zavarljivost polipropilena navedena je u skupini indeksa taljenja 006 (MFR 190/5: 0,4-0,8 g / 10 min). To potvrđuje DVS 2207 dio 11.
Temperatura procesa zavarivanja polipropilena i polietilena
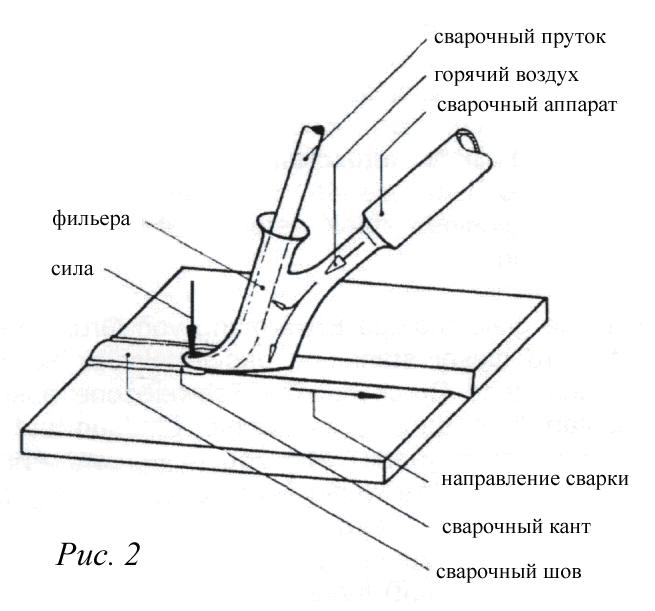
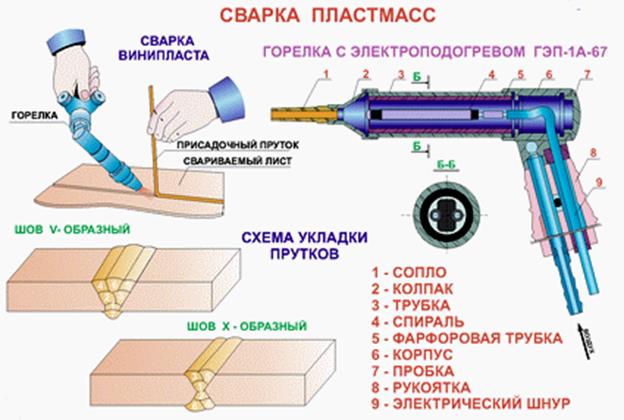
Zavarivanje vrućim plinom
| Zrak, l / min. | Temperatura na mlaznici ˚ S | Brzina plina cm / min | ||||
| Promjer mlaznice, mm | Promjer mlaznice velike brzine | |||||
| 3 | 4 | 3 | 4 | |||
| Zavarivanje polietilena | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | cca 10 cca 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Zavarivanje polipropilena | 60-7060-7060-70 | 280-320280-320280-320 | cca 10 cca 10 cca 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Zavarivanje ručnim ekstruderom
| Temperatura ekstrudata izmjerena na izlazu iz mlaznice, º C | Temperatura zraka izmjerena na mlaznici toplog zraka, ºC | Količina zraka, litara / min. | |
| PE čvrsti PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Utjecaj vlage
Proizvodi za zavarivanje (limovi, ploče) i šipka za zavarivanje izrađeni od polietilena i polipropilena mogu upijati vlagu pod određenim uvjetima. Kao rezultat studija brojnih proizvođača, otkriveno je da polietilenske i polipropilenske šipke za zavarivanje izrađene od polietilena i polipropilena upijaju vlagu ovisno o materijalu i okolišu. Kod ekstruzijskog zavarivanja vlaga se može pojaviti u obliku udubljenja u šavu ili grubih površina šava. Taj se fenomen pojačava povećanjem debljine šava.
Kako bi se spriječile takve neželjene posljedice, razvijene su sljedeće preporuke:
- Ugradnja separatora vlage i ulja u sustav za dovod zraka,
- Izbjegavanje značajnih temperaturnih razlika između zavarenih dijelova (vlaga kondenzata),
- Čuvanje zavarivačke šipke, ako je moguće, na suhom mjestu,
- Sušenje šipke za zavarivanje na 80 ° C najmanje 12 sati,
- Zavarivanje širokih šavova (> 18 mm) u nekoliko prolaza.
Ovisno o vrsti zagrijavanja polipropilena i polietilena, razlikuju se sljedeće vrste zavarivanja:
- Zavarivanje termoplastike toplim zrakom (sušilo za kosu)
- Zavarivanje termoplastike ekstruderom
- Zavarivanje termoplastike s grijaćim elementom
- Visokofrekventno zavarivanje termoplastike
- Lasersko zavarivanje termoplastike
Zavarivanje šipkom
Na primjer, pri polaganju PVC linoleuma potrebno je zavarivanje pomoću šipke za punjenje. Linoleum je unaprijed pripremljen. Trebao bi čvrsto stajati na podu.









Svi spojevi moraju biti ugrađeni bez praznina. Kvalitetan šav bez uporabe posebne opreme vrlo je težak. Običan fen za kosu to ne može učiniti zbog značajne debljine linoleuma.
Zahtijeva posebne alate i opremu. Prije zavarivanja šipkom potrebno je pripremiti rubove, rastopljena šipka osigurat će njihovu pouzdanu vezu. Formirani čvorići uklanjaju se posebnim nožem.
Zavarivanje lemilicom
Obično električno lemilo prikladno je i za pričvršćivanje filma u domaćem okruženju. Najbolje je da na ubod stavite učenički ili posterski vrh, izrađen od metala. Ako je polimer izgorio, vrh se lagano pomakne s vrha uređaja - to smanjuje područje prijenosa topline.
Lemljenje je pouzdanije ako na lemilicu pričvrstite posebne valjke. Na vrhu se ubod brusi do kraja, u sredini kraja izrezuje se utor za koji se koristi pila za pile. Trebat će vam bakreni disk promjera 1 cm (oni koji su ozbiljno zabrinuti oko izrade takvog uređaja mogu ga sami izrezati).
Izbušite rupu promjera oko 5 mm za pričvršćivanje osovine, umetnite disk u napravljeni utor i učvrstite ga. Trebao bi se slobodno okretati. Kako bi zavar bio ujednačen, slijedite ravni rub. Aparat se mora dovesti do mjesta gdje šav završava bez kidanja, pritiskom. Češće se ovaj pristup koristi za brtvljenje vrećica. Da biste dobili lijep šav, vježbajte malo na nepotrebnim komadima.
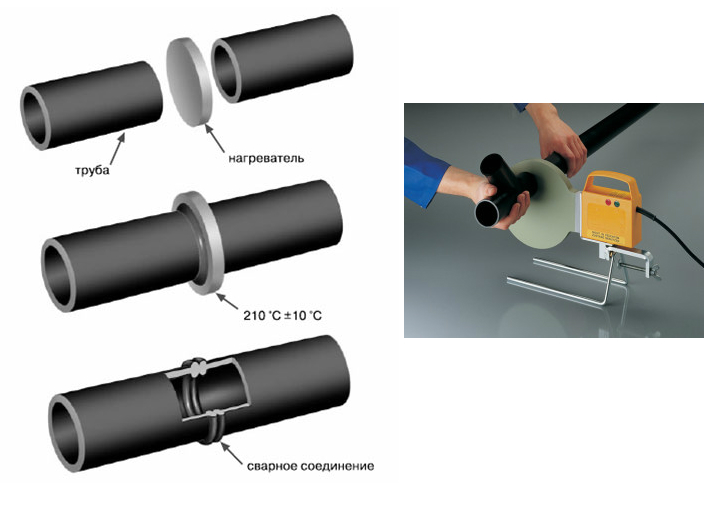
Zavarivanje polietilena grijaćim elementom (zavarivanje stražnjicom)
Zavarivanje polietilena grijaćim elementom (koje se naziva i sučeono zavarivanje) koristi se za zavarivanje ploča, blokova i drugih profila poluproizvoda. Ova vrsta zavarivanja izuzetno se široko koristi za zavarivanje cjevovoda od termoplastike. Za razliku od prethodne dvije metode zavarivanja, ova metoda ne zahtijeva uporabu punila.
Za zavarivanje grijaćim elementom tzv. aparati za sučeono zavarivanje čiji je princip rada (zagrijavanje grijaćim elementom različitih oblika) isti, a međusobno se razlikuju samo po vrsti pogona (ručni, mehanički, pneumatski itd.), koji prenosi smicanje sila na elemente za zavarivanje. Osim toga, strojevi za sučeono zavarivanje mogu se razlikovati po kompletnom setu posebne opreme i svim vrstama mogućnosti - na primjer, za zavarivanje limova pod kutom, za presavijanje limova za zavarivanje.
Neke vrste strojeva za zavarivanje, osim HDPE -a, mogu zavariti i HMPE i UHMWPE.
Prilikom zavarivanja polietilena s kraja na kraj, potrebna toplina dolazi izravno iz grijaćeg elementa u zonu zavarivanja površina koje se spajaju. Na taj način postiže se povoljnija raspodjela topline, tako da niti jedna zona materijala nije toplije opterećena od druge. Osim toga, površine za spajanje grijaćeg elementa moraju biti čiste i potpuno susjedne. Ova vrsta zavarivanja pokazuje malo unutarnjeg naprezanja i može se opteretiti na isti način kao i izvorni materijal.
Primjena lemilice za zavarivanje filma
Spajanje polietilenskih listova pomoću uobičajenog lemilice (40-60 W) omogućuje vam da dobijete jak šav, dok su potrebne manje izmjene alata. Korištenje lemilice bez posebnih savjeta neće dati visokokvalitetni rezultat. Spoj će biti neravan, moguće je stvaranje mjesta rasipanja materijala.
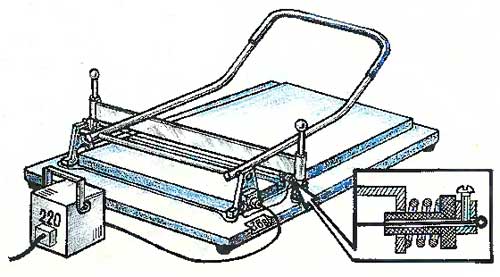
Shema zavarivanja filma.
Za postizanje dobrih rezultata i zavarivanje spojeva značajne duljine bit će potrebna uporaba dodatnih uređaja. Postoji nekoliko mogućnosti za oplemenjivanje lemilice.
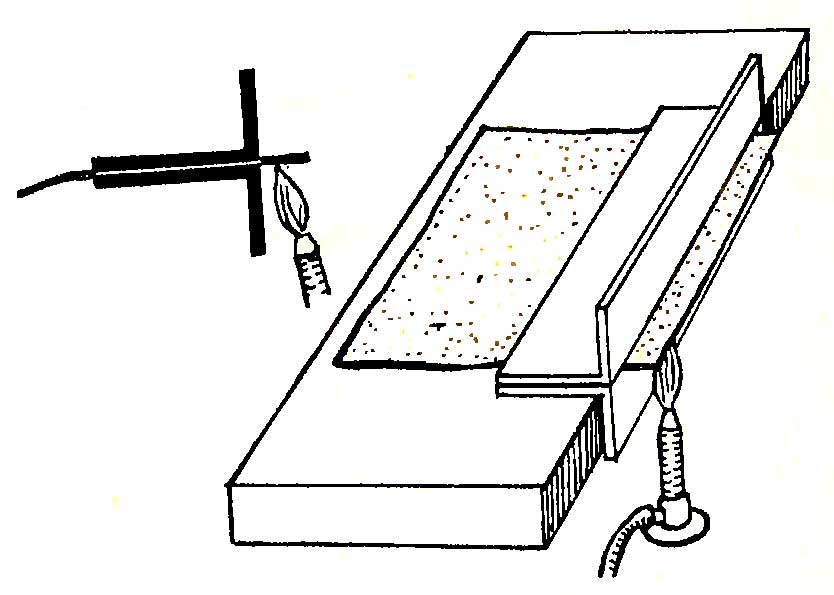





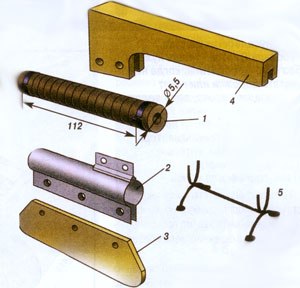
Uzima se obično lemilo, zatim se vrh vrha uklanja s njega. Pomoću nožne pile stvara se rez. Nakon toga u rez se umetne ploča od bakra ili aluminija, koja se učvrsti zakovicom. Površina ploče obrađena je, rubovi su zaobljeni turpijom. Zavarivanje se vrši laganim pritiskom lemilice pod kutom od 45 ° i ravnomjernim pomicanjem.
Temperatura i tlak odabiru se empirijski. Prilikom stvaranja spoja preporuča se staviti ravnu drvenu ili tektolitnu podlogu ispod donjeg sloja filma, a lemilicu centrirati na ravnu šipku. U nekim će slučajevima tanki papir ometati ploču i film. To je istina ako se zavaruje tanki film. Nakon stvaranja šava, papir se pažljivo odvaja.
Približni uzorak mlaznice prikazan je na slici 1 (1 - ploča; 2 - lemilica i njezina šipka).
Dijagram ultrazvučnog zavarivanja.
Moguće je ugraditi disk u zasebnu cijev s vrhom, a on se, pak, stavlja na vrh lemilice. Komadići filma zavareni su valjanjem zagrijanog lemilice na potrebnu udaljenost. Količina pritiska regulira se ovisno o zavarivanju šava. Ova metoda omogućuje vam obavljanje značajne količine posla.
Lemljenje filmova vlastitim rukama
Polietilenski cjevovodi ugrađuju se na dva načina: pomoću okova i prirubnica ili nekoliko vrsta zavarivanja.
Za spajanje su potrebni posebni okovi (spojnice i utičnice) i bez njih. Za cijevi s debljinom stijenke manje od 4,5 (promjeri 50-110 mm) koristi se zavarivanje pomoću armature, za veće cijevi s debljom stijenkom prihvatljivo je sučeono zavarivanje i ekstruder.
Difuzija
Metoda difuzije sastoji se u zagrijavanju krajeva do stanja viskoznog strujanja. Pripremljeni krajevi praznina spojeni su i blago stisnuti. Pod utjecajem tlaka, pokretne molekule polimera prelaze u dijelove koji se spajaju, miješaju se, ohlađene, učvršćuju na novom mjestu, tvore nove kemijske veze i osiguravaju pouzdano prianjanje cijevi jedna za drugu.
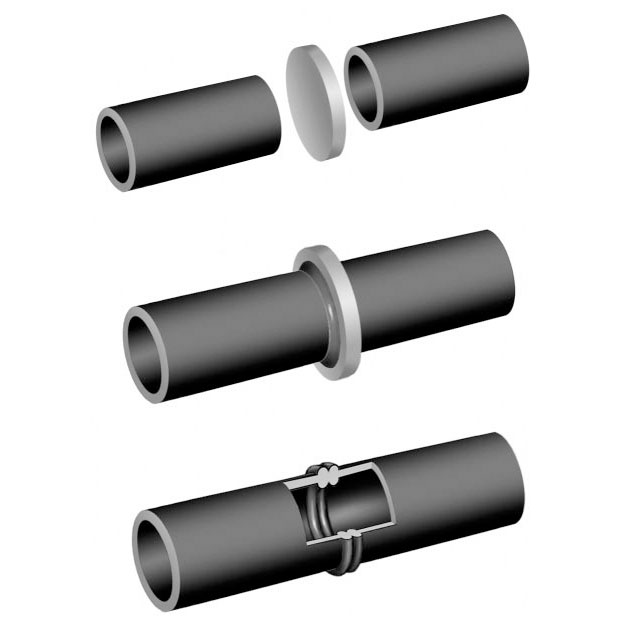
Bell metoda
Nije najtipičniji način. Postoje dvije varijante izvedbe: uz pomoć utičnih cijevi i spojnica. Sama metoda nalikuje zavarivanju polipropilenskih cjevovoda: utičnica ili spojnice i obratci zagrijavaju se pomoću lemilice s posebnom mlaznicom.
Zatim se radni komad umetne u nastavak druge cijevi ili čahure, učvrsti, pritisne i drži. Vrijeme zavarivanja je 20 sekundi. Ako se koriste spojnice, druga cijev se lemi u spojnicu na isti način. Cijena spojnica je niska, proizvodi s utičnicom rijetko se nalaze u trgovinama.
Priključak je pouzdan i izdržljiv, mogu se zavariti mali promjeri.
Zavarivanje stražnjicom
Prije izvođenja radova polietilensku cijev prerežite strogo okomito i pažljivo očistite krajeve. Zatim se cijev fiksira u aparatu za zavarivanje i pažljivo centrira.
Ohladite spoj, a zatim izvadite stroj. Djelo ima svoje suptilnosti, zahtijeva dvoje ljudi.









Zavarivanje ekstruderom
Ekstrudiranje - zavarivanje malim aparatom iz kojeg se istiskuje rastaljeni polietilen pod pritiskom. Sirovine u obliku šipki ili peleta ubacuju se u ekstruder.
Ekstrudiranje se koristi na tlačnim vodovima debljine stijenke veće od 6 mm, ali se također može koristiti i za krpanje cijevi bez tlaka za kanalizaciju s tanjom stijenkom. Spoj se zagrijava strujom vrućeg zraka.
Krajeve je poželjno poskočiti.
Instrumenti i uređaji
Lemljenje željeza
Ovo je prilično jednostavan način povezivanja dijelova platna, jer pegle za kućanstvo postoje u gotovo svakom domu.
Za povezivanje polietilena na ovaj način morate postaviti drveni blok na stol. Na ovakvom stalku nalaze se rubovi spojenih platna.
Trebali bi stršati iz rubova šipke za dvadeset milimetara. Odozgo je polietilen prekriven listom vatrostalnog materijala (celofan, fluoroplastični film).
Formiranje šava može se ubrzati naknadnim hlađenjem. Da biste to učinili, nakon izlaganja visokim temperaturama, spoj se tretira mokrom krpom.

Željezo se naginje za pet stupnjeva pri prelasku preko spoja. Morate ga polako pomicati, duž zgloba. Nakon što nije dovoljno za stvaranje čvrstog šava, postupak se mora ponoviti otprilike četiri do pet puta.
Također, za rad s glačalom koriste se posebni vrhovi za lemljenje, koji su učvršćeni na vrhu uređaja. Imaju ravnu rebrastu podlogu.
Lemljenje lemilicom
Kućno lemilica snage 40-60W koristi se za zavarivanje dva lista filma. Međutim, ovom aparatu je potrebno neko poboljšanje za obavljanje ovog posla.
Za rad s polietilenskim materijalom, vrh vrha se uklanja s lemilice. Nakon toga stvara se rez, u koji je umetnuta ploča od aluminija ili bakra. Ploča je fiksirana zakovicom, obrađena i zaobljena turpijom.
Utjecaj na spoj platna vrši se pod kutom od četrdeset pet stupnjeva. Lemilica je pritisnuta na površinu, a zatim se polako pomiče duž spoja. Pokret bi trebao biti ujednačen, bez trzanja i zaustavljanja.
Kotač je disk promjera osam do deset milimetara. Materijal diska može biti aluminij ili bakar.








Možete ga sami napraviti. Metalni kotač postavljen je u rez, u kojem je osovinom fiksiran. Način spajanja s kotačem temelji se na zagrijavanju s daljnjim kotrljanjem po spoju.
Posebna oprema
Prilikom odabira opreme potrebno je predviđanje
Važno je uzeti u obzir složenost posla. Za podnošenje velikih količina filmova koristi se industrijska oprema.
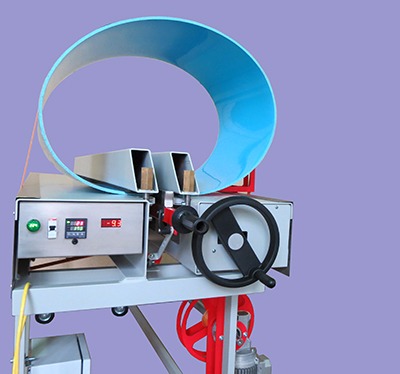
Za povezivanje polietilena koriste se posebni uređaji. Njihova cijena je različita. Vrijedno je spomenuti proračunski model PP-40.
Omogućuje vam ravnomjeran i snažan šav na bilo kojoj konturi: ravnoj ili složenoj. PP-40 ima oblik lemilice, ali ima drugačiji vrh.
Također koriste posebne mlaznice za električne glačala. Izrađene su od lima poput aluminija. Baza mlaznica je ravna i rebrasta. Takva površina čvrsto fiksira spoj filma tijekom zavarivanja.
Rubovi filma učvršćeni su rebrima. Nakon toga tračnica se pomiče duž presjeka za zavarivanje. Time se stvara dvostruki šav.
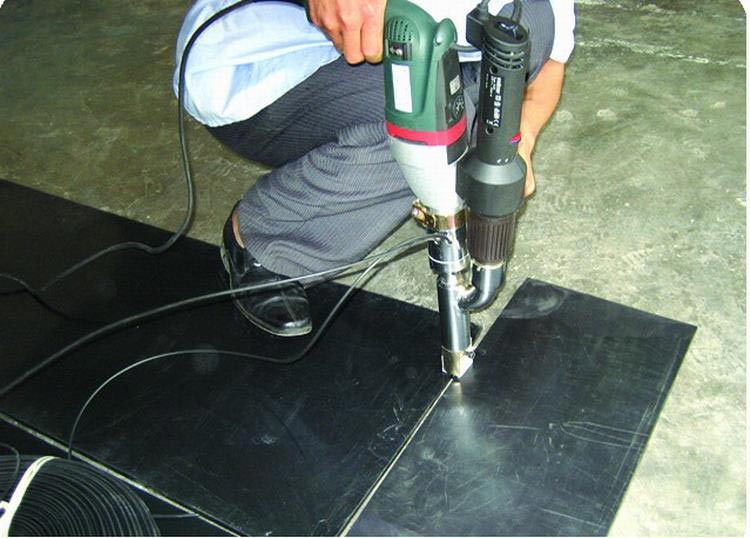
Veliki poslovi zahtijevaju ozbiljnije alate. Za stvaranje spoja velike površine filma potrebna vam je posebna oprema za zavarivanje.
Takva je oprema opremljena postavkama za razinu tlaka, temperaturu, brzinu kretanja grijanog elementa po površini polietilena. U opcijama kućanstva za stvaranje filmskih šavova nema takvih funkcija.
Osim gumba za podešavanje, strojevi za lemljenje opremljeni su valjkastim mehanizmima. To su pogonski i zatezni elementi koji stabiliziraju brzinu unaprijed zavarenih folija.
Time se poboljšava kvaliteta polietilenskog lemljenja, povećava čvrstoća spoja.
Postoje uređaji koji koriste različite metode zagrijavanja: zrak i kontakt. Zagrijavanje zraka nastaje izlaganjem materijala vrućem zraku. S kontaktom je uključen grijaći element u dodiru s materijalom.






Korištenje pegle kao grijača za zavarivanje
Sljedeća popularna metoda je otopiti film i stvoriti šav pomoću željeza. Prednost ove metode je što se veliki dijelovi filma mogu zapečatiti na ovaj način, stvarajući željenu širinu šava. Budući da svako željezo ima toplinski relej i mogućnost podešavanja temperature, neće biti teško odabrati potrebni toplinski način rada za polietilen različitih debljina.
Postupak zavarivanja najbolje je izvesti na glatkoj drvenoj površini.Komadi (listovi) filma preklapaju se, čija se širina odabire pojedinačno, zatim se gornji sloj prekriva papirom ili fluoroplastičnom folijom, nakon čega se glačalo pritisne i drži duž linije zavarivanja. Sila stezanja, brzina i temperatura odabiru se empirijski.
Dodatak je izrađen od mesinga, bakra ili aluminija.
Zaključak
Zavarivanje polietilenskog filma sasvim je izvedivo kod kuće. Za to se koriste jednostavni kućanski aparati poput pegle ili lemilice. Lemilica će, međutim, zahtijevati neke izmjene.
Za veće poslove vrijedi koristiti posebnu opremu. Ima popis postavki koje poboljšavaju kvalitetu i brzinu stvaranja šavova.
To će pomoći zaštitnoj odjeći koja ne ostavlja otvorenu kožu, rukavicama. Naočale i maska za zaštitu lica i očiju također su poželjne.
U nedostatku razumijevanja nijansi tehnologija i minimalnog iskustva u zavarivanju polietilena, morate se obratiti profesionalcima.