Kako omjer vode i cementa utječe na karakteristike pločica, način vizualnog pregleda
SerdocFORUMHOUSE član
Postoje mnoge nijanse za vibro prešane i vibro lijevane pločice: ako se tijekom proizvodnje vibrokastriranih pločica prekorači volumen vode, pločica će se srušiti ako se poštuju svi drugi standardi. Za proizvodnju vibropresovanog potreban je kruti DSP, a višak vode dovodi do zalijepljenja u preši, a sušavija smjesa dovodi do uništenja. Pločica izrađena od suhe mješavine vrlo snažno upija vodu i dugo se suši, a uz najveću moguću količinu vode, na rubu lijepljenja, malo upija i brzo se suši poput prirodnog kamena. Ta su dva faktora vrlo važna, a također utječu na vijek trajanja i izgled, što je proizvođačima dobro poznato.
Elena Maslova
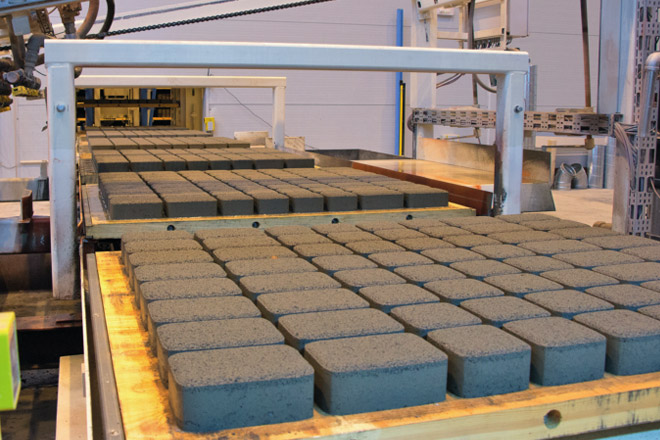
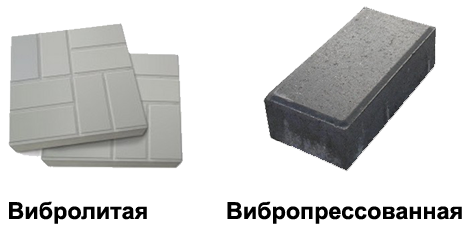
To je doista tako. Za bilo koji način proizvodnje ploče za popločavanje potrebno je pravilno odabrati omjer vode i cementa. Međutim, u slučaju vibrokompresije, ova je nijansa ograničena, proizvodni proces je automatiziran, svaka mješalica opremljena je senzorima vlažnosti, doziranje potrošnje vode regulirano je higrometrom. U slučaju vibrokompresije potrebno je dobiti maksimalni mogući sadržaj vlage u betonskoj smjesi, koji se vizualno procjenjuje prema kriteriju nastanka „ogrebotina“, „broševa“ duž bočnih površina proizvoda.

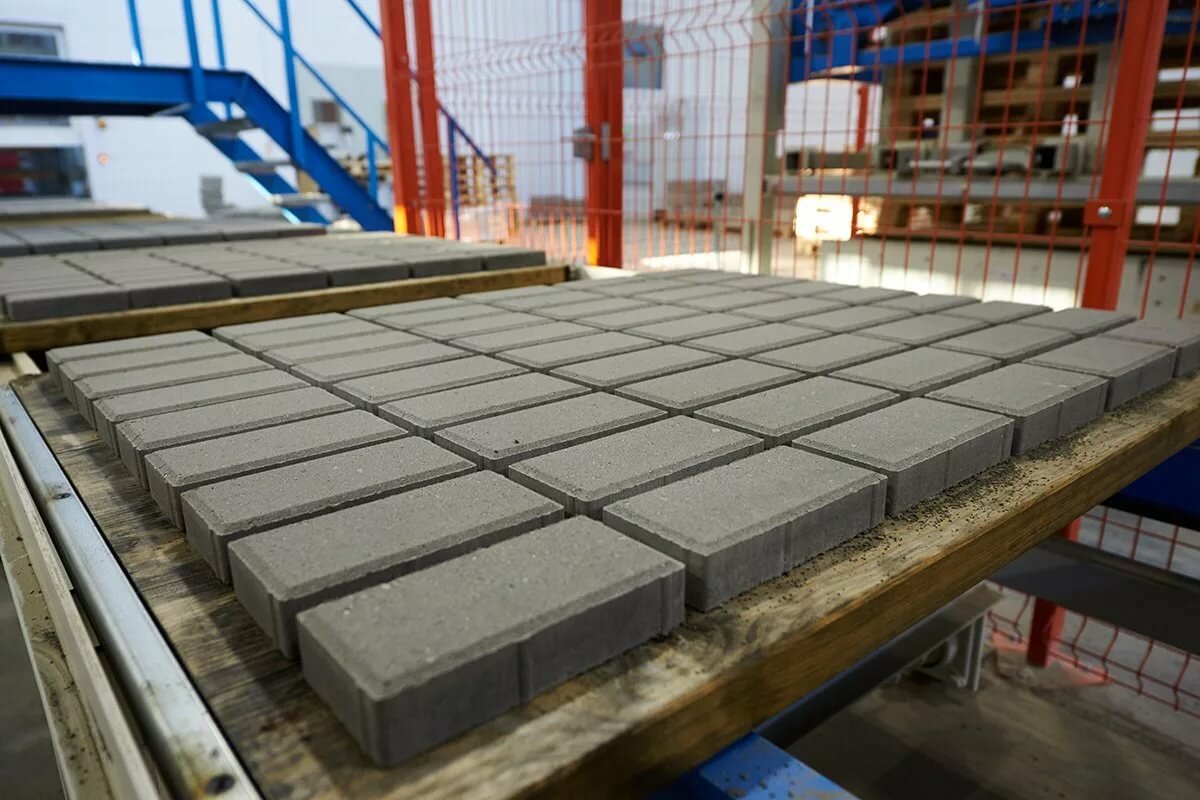
Na fotografiji s lijeve strane - pločice s optimalnom vlagom, s desne strane - od suhe mješavine
Vibro prešane ili vibrirane ploče za popločavanje - koju odabrati?

Prilikom odabira opločnika potrošač prije svega obraća pozornost na radne karakteristike, izgled popločavanja, konačni trošak po četvornom metru kolnika. Ispostavilo se da su vibropresovane pločice ispred vibrokastriranih pločica u svakom pogledu, osim po cijeni
Pokazalo se da su vibropresovane pločice ispred vibrokastriranih pločica u svakom pogledu, osim po cijeni.
- Tehničke karakteristike (otpornost na mraz, čvrstoća, ukupni vijek trajanja) vibropresovanih pločica znatno su veće od onih sličnog modela izrađenih ručno.
- Karakteristike performansi (otpornost na habanje, trajnost, otpornost na habanje) prešanih pločica mnogo su veće od onih od lijevanih pločica, što omogućuje uporabu vibropresovanog kamena za popločavanje čak i za projektiranje cesta za laka vozila.
- Hrapavost vanjske površine značajna je prednost vibro prešanih pločica sa stajališta sigurnosti pješaka po kiši i zimi.

Statistika popravaka kolnika pokazuje da će cesti od vibropresovanih pločica biti potrebna prva popravka najmanje 25 godina, dok je za lijevano razdoblje remonta 5-10 godina. Istodobno će samo 20-30% prešanih elemenata ceste zahtijevati zamjenu, dok za lijevane proizvode ta brojka doseže 70-80%.
Ako smatramo da je trošak kolnika glavni kriterij za odabir vrste pločica, tada vibrirane pločice izlaze mnogo jeftinije, budući da trošak jedinice proizvodnje uključuje režijske troškove za kupnju i rad automatizacije.
Prednosti metode vibrokompresije proizvoda
Uz poštivanje recepta smjese i svih važnih faza vibrokompresije, poželjnije je i omogućuje dobivanje pločica otpornih na mraz, visoke temperature, vodu, trošenje koje odgovaraju GOST 17608-91.

Glavne prednosti vibrokompresije:
- Vrlo visok pokazatelj čvrstoće pločica (M200-M400), podložan manjoj potrošnji cementa
- Dobivanje pločice otporne na mraz - pokazatelj je u rasponu Mrz 200-300 ciklusa
- Značajne uštede na modificiranju dodataka, plastifikatora
- Mogućnost uštede na plaćama zaposlenika (proces je automatiziran u mnogim fazama)
- Sposobnost organiziranja velike proizvodnje, smanjenje ukupnih troškova zbog rada u dvije smjene i skraćenog tehnološkog ciklusa
- Mogućnost opremanja vibropresa različitim uređajima i uređajima kako bi se dobile različite pločice, povećala produktivnost
- Dobivanje proizvoda strogo određenih geometrijskih oblika, boja, veličina
- Gruba površina pločica - zahvaljujući kojoj se može polagati u urbanim područjima, terminalima, skladištima, trakama za kočenje i ubrzanje itd.
- Sposobnost obrade površine vibropresovanih pločica - materijal omogućuje čekiće, poliranje, brušenje
Prednosti vibropresovanih ploča za popločavanje
U procesu proizvodnje ploča za popločavanje mogu se koristiti dvije tehnologije - vibrokompresija i vibrolivanje. Razlike u ove dvije metode proizvodnje prilično su značajne i dovode do razlike u kvaliteti konačnog proizvoda.

Ako ne ulazite u detalje, tada je metoda vibrokompresije tehnološki i omogućuje vam automatiziranje većine operacija. Oblikovanje proizvoda na vibropresu vrši se pod kontrolom programa, što dovodi do minimalne količine odbačenih materijala. Lijevanje vibracijama provodi se uglavnom ručnim radom. Prilično je teško kontrolirati kvalitetu proizvoda proizvedenih ovom metodom.
No, glavne prednosti metode vibrokompresije leže u kvaliteti dobivenih proizvoda. Vibro prešane pločice imaju hrapavu površinu. Ne klizi ni pri laganom zaleđivanju. Nasuprot tome, proizvodi od vibracija imaju sjajnu površinu koja je vrlo skliska čak i nakon malo kiše.







Važan čimbenik u prilog vibropresovanim proizvodima je jasna podudarnost oblika i veličina, što uvelike olakšava polaganje takvih pločica. Tijekom lijevanja vibracijama, proizvodi često imaju različite debljine i zakrivljenosti. Prilično je problematično brzo postaviti takve pločice.
Osim toga, polusuha smjesa koristi se za vibropresanje. To omogućuje uštedu skupog cementa i povećava glavne potrošačke karakteristike proizvoda. Vibro prešane pločice imaju značajnu čvrstoću i otpornost na mraz. Tijekom lijevanja vibracijama povećava se potrošnja cementa, a zbog visokog omjera vode i cementa otpornost na smrzavanje proizvoda značajno se smanjuje. Zbog toga su pločice od vibro lijevanja sklonije usitnjavanju i pucanju.
U većini slučajeva polažu se proizvodi sa vibropresom temeljem pijeska i šuta, dok za visokokvalitetno polaganje vibro lijevanih pločica morate koristiti betonsku podlogu. Zbog toga se betonska podloga brže urušava zbog kretanja tla, što dovodi do uništavanja pločica. U pravilu više nije moguće ponovno koristiti vibrirane pločice.
Tehnologije vibracijskog lijevanja i vibrokompresije dopuštaju uporabu različitih boja. U tom slučaju, u slučaju vibrokompresije, moguće je proizvesti pločice s obojenim gornjim slojem. To omogućuje smanjenje troškova proizvodnje. U većini slučajeva, sjajne sjajne pločice u boji izgledaju impresivnije, ali početni sjaj brzo nestaje tijekom rada. Vibro prešane pločice odlikuju se postojanošću boje na kroz cijelo razdoblje koristiti.
- Karakteristike opločnika koje treba uzeti u obzir pri kupnji
- Popločavanje u Sankt Peterburgu
- Korištenje rubnjaka u cestogradnji
- Raznolikost oblika i boja opločnika
- Tehnologija polaganja opločnika
Postojeće proizvodne tehnologije
Pločice i kamenje za popločavanje, koje ste mogli vidjeti od susjeda, izrađuju se pomoću samo tri tehnologije: lijevanje u oplatu, vibracijsko lijevanje i vibrokompresija.

Otisnuti prilaz s imitacijom opločnika
Postoji i tehnika oponašanja opločnika, kada se tekstura stvara žigovima na mokroj betonskoj površini. Na prvi pogled šetnica može izgledati kao popločana, ali zapravo je to monolitna betonska ploča sa svim svojim nedostacima. Pomno promatrajući šavove, lako je primijetiti da su oni neodvojivi od ploča i da nisu u stanju osigurati odvod vode u zemlju. Stoga, ako vam se svidjela verzija s imitacijom koja se vidi na fotografiji, preporučujemo da je reproducirate u klasičnoj tehnologiji, s zasebnih ploča. U tom će slučaju vaša kopija trajati 3-4 puta dulje od originala.
Ulijevanje u uklonjivu oplatu

Proizvodnja opločnika ulijevanjem u oplatu
Tehnologija izlijevanja u oplatu oplate najjednostavniji je i najmanje dugotrajan način proizvodnje opločnika. Proizvodi se izlijevaju izravno na mjestu uporabe na nabijeno tlo, pa nema potrebe ulagati nikakve napore u sušenje i pomicanje ploča. Budući da se kalup uklanja, a beton nije potpuno smrznut, možete upotrijebiti samo jedan kalup i pripremiti male dijelove morta u kanti s građevinskom miješalicom (bez mješalice za beton). Kalup se također može djelomično napuniti, stvarajući uredne zavoje vrtne staze.
Ali postoje i nedostaci:
- tekstura prednje površine ploča uvijek je ista, budući da je oblik otvoren i postavlja samo rub po obodu svakog ulomka;
- betonska se smjesa ne može zbiti s vibracijama, stoga je potrebno dodati još plastifikatora kako bi se osigurala čvrstoća;
- unatoč dodatku veziva, vijek trajanja takve pločice nekoliko je puta manji od vijeka trajanja.
Sasvim je jednostavno razlikovati put od takve pločice. U pravilu imitira izgled divljeg kamena s ulomcima nepravilnog oblika, no ponavljanje uzorka lako je uočiti. U šavovima takvih pločica često raste trava jer se montira izravno na tlo bez jastuka od pijeska i šljunka i često bez zatrpavanja.
Lijevanje vibracijama

Vibrirane ploče za popločavanje najčešća su opcija
Vibrirane ploče najčešća su opcija za popločavanje privatnih površina. Najjednostavniji način razlikovanja proizvoda ove tehnologije je dizajn. Niti izlijevanje niti vibrokompresija ne stvaraju složen oblik pločica i mali teksturirani uzorak na njegovoj površini. Prednja strana vibro lijevanih pločica obično je sjajnija, a boja je svjetlija od boje vibropresovanih pločica.
Među ostalim prednostima ovog završnog materijala:
- vijek trajanja pločica je nekoliko puta dulji, jer vibracije tijekom lijevanja izbacuju mjehuriće zraka i povećavaju otpornost proizvoda na vodu i mraz;
- manja potrošnja plastifikatora (u usporedbi s izlijevanjem u oplatu);
- mogućnost izrade izdržljivih visokokvalitetnih pločica kod kuće s minimalnom opremom;
- veliki izbor gotovih obrazaca iz različitih cjenovnih kategorija.
Od nedostataka može se razlikovati samo mala debljina ploče koja ne dopušta da završna obrada podnese velika mehanička opterećenja. Na glatkim pločicama povećava se i rizik od klizanja pa preporučujemo da za proizvodnju odaberete teksturirane oblike.
Vibrokompresija

Popločavanje na parkiralištu je vibropresovano popločavanje
Vibrokompresija je složen tehnološki proces. Njegova glavna razlika od lijevanja vibracijama je ta što je otopina u kalupu podvrgnuta snažnim udarcima iz posebne preše. Zbog toga se gustoća betonsko-cementne smjese povećava za red veličine; po svojim svojstvima materijal je analogan umjetnom kamenu. Stoga se upravo ona koristi za popločavanje gradskih nogostupa, staza na trgovima i parkirališta na privatnim područjima.Zbog velike gustoće, pločice su vrlo otporne na mraz, mogu izdržati do 300 ciklusa smrzavanja / odmrzavanja.






Metoda se najčešće koristi za proizvodnju kamenja za popločavanje, a ne za pločice. Lako ga je razlikovati po povećanoj debljini i maloj veličini (više liči na ciglu nego na pločicu). Osim toga, ovaj materijal je obično grublje i blijede boje. Budući da je nemoguće napraviti uzorak na zasebnom ulomku, kako bi se poboljšao dekorativni učinak, popločavanje je položeno u prekrasne ukrase (kod kuće možete upotrijebiti uzorak za šivanje križem).
Među nedostacima vibropresovanih pločica može se izdvojiti samo visoka cijena i znatna težina, što otežava transport i ugradnju.
Prednosti metode vibrokompresije proizvoda
Ako pravilno promatrate sastav smjese propisan receptom, ne kršite tehnologiju proizvodnje, tada će materijal dobiven vibrokompresijom omogućiti dobivanje proizvoda koji savršeno odolijevaju mrazu, vlazi, visokim temperaturama i trošenju. Glavne prednosti vibrokompresije su:
- dobar pokazatelj čvrstoće s minimalnom potrošnjom cementa;
- otpornost proizvoda na mraz;
- sposobnost značajne uštede na korištenju plastifikatora i modificiranja dodataka;
- mogućnost smanjenja troškova plaća, budući da je većina tehnoloških procesa automatizirana;
- pri organizaciji masovne proizvodnje troškovi se značajno smanjuju zbog smanjenja proizvodnog ciklusa i organizacije rada u dvije smjene;
- mogućnost dodavanja drugih uređaja i uređaja u vibropress za povećanje produktivnosti i oslobađanje pločica različitih oblika;
- rezultirajuće pločice imaju stroge geometrijske oblike, imaju jedinstvenu veličinu, različite boje;
- hrapava površina dopušta popločavanje gradskih nogostupa, javnih površina, skladišnih prostora, koristeći ga za ubrzavanje i kočenje traka vozila;
- mogućnost dodatne obrade vibropresovanih pločica, budući da se proizvodi mogu brusiti i polirati.
Usporedba karakteristika
Sve vrste pločica razlikuju se u tehnologiji proizvodnje, pa imaju različite karakteristike kvalitete. U proizvodnji vibro lijevanih pločica koristi se ručni rad, stoga se opaža utjecaj ljudskog faktora. Kvaliteta proizvoda može se smanjiti ako radnici promijene udjele sastojaka ili na drugi način krše tehnologiju.
Pri proizvodnji vibriranih ploča koristi se mješavina tekućeg tipa. Zbog toga, kada isparava višak vlage, nastaju male šupljine. Nakon polaganja kamena za popločavanje, voda počinje prodirati u njih već s prvom kišom. U uvjetima smrzavanja led razbija ploču iznutra, što smanjuje njezinu čvrstoću.
Tehnologija vibracijskog lijevanja također se razlikuje po tome što se zbijanje otopine nakon izlijevanja u kalup događa pod vlastitom težinom.
Proizvodnja kamena za popločavanje metodom vibrokompresije razlikuje se po tome što poduzeća koriste polusuhu otopinu. Time se sprječava pojava praznina, pridonosi produljenju vijeka trajanja. Proizvodnja je automatizirana pa ljudski faktor ne utječe. Proizvodi se ne stvaraju pod vlastitom težinom, pomoću vibrirajuće preše.

Snaga
Proizvodi dobiveni metodom vibrokompresije trajni su. Pušteni su iz. Mogu izdržati velika opterećenja od 1 cm² do 400 kg. Smjesa se tijekom procesa proizvodnje komprimira, na nju djeluju vibracije. To dovodi do činjenice da su sve komponente što bliže.
Gotov proizvod ima fino poroznu strukturu. Homogena je, što povećava čvrstoću popločavanja, što produžuje vijek trajanja.
Čvrstoća pločica dobivenih vibracijskim lijevanjem je niža. Slojevi imaju heterogenu strukturu. Gornji sloj je jači od donjeg.Zbog toga, nakon nekoliko godina rada, možete primijetiti da je zaostao za temeljima.
Čvrstoća elemenata za popločavanje ovisi o dobroj vjeri proizvođača. Ako uštedi na materijalima, indeks čvrstoće će se smanjiti.
Doživotno
Vibro prešane ploče trajat će najmanje 25 godina. Prosječni vijek trajanja vibrokasta je 5 godina. No često se premaz uništi nakon 2-3 godine. To znači da je prekršena tehnologija proizvodnje, tvrtka je štedjela na materijalima.

Oblikovati
Broj oblika vibropresovanog popločavanja ograničen je, postoji ograničenje u broju boja. No to je nadoknađeno činjenicom da postoji mnogo mogućnosti oblikovanja. Proizvodi za vibracijsko emitiranje mogu biti bilo koje boje. Paleta nije ničim ograničena, pa možete utjeloviti sve ideje dizajnera.
Površinska tekstura
Vibracijsko kamenje za popločavanje ima lijepu, glatku površinu. No, kada temperatura padne ispod nule, postaje skliska. Po njemu nije sigurno hodati ni po kiši. nema ove nedostatke, cipele dobro prianjaju na površinu čak i po mrazu.
Geometrija
Tijekom proizvodnje metodom vibrokompresije, otopina se automatski ulijeva u kalupe. Volumen smjese je stoga precizno doziran gotovi proizvodi imaju jasan oblik i veličine. Nakon njihovog polaganja, čak i na velikoj površini, dobiva se ravna površina.
Tijekom lijevanja vibracijama, radnici ručno ulijevaju otopinu; tijekom proizvodnog procesa koriste se silikonski kalupi. Gotovi proizvodi su nepravilnog oblika. Prilikom njihovog polaganja stvaraju se praznine i pukotine pa je teško poravnati površinu mjesta.

Cijena
Vibrirane pločice su jeftine. No, nakon nekoliko godina dio će se popločati, pa će se morati zamijeniti.
Kako biste izbjegli stalne troškove popravka, bolje je kupiti vibro prešane ploče. Oni su skuplji, ali ne zahtijevaju stalno obnavljanje.









Proizvodni proces
Vibrokompresijom proizvodni proces je automatiziran, ručni rad se ne koristi u proizvodnom procesu. Proizvodi su visoke kvalitete.
Tijekom lijevanja vibracijama, ručni rad i radnici su neophodni, koristi se u svim fazama.
Obim i rokovi proizvodnje
Razlika između metode vibropresovanja je u tome što poduzeće može proizvesti velike količine proizvoda u najkraćem mogućem roku.
Prilikom korištenja vibro lijevanja oni su nekoliko puta manji, proizvodi se dugo suše u kalupima. Broj gotovog kamena za popločavanje ovisi o tome koliko radnika radi u poduzeću, te o opremljenosti trgovina.
Vodootporna i otporna na mraz
Vibro prešane ploče ne upijaju dobro vodu. Otporne su na mraz, izdrže više od 200 ciklusa smrzavanja i odmrzavanja.
Vibrirani proizvodi snažnije upijaju vodu. Otpornost proizvoda na mraz nekoliko je puta niža od one dobivene vibrokompresijom.
Prednosti vibropresovanih pločica
MadbotFORUMHOUSE Član
Želim staviti kamenje ispod parkirališta. Pročitao sam hrpu web stranica i tema. Za sebe nisam razumio:
Vibrocasting je još uvijek manje jak od vibropresovanog?
Ima li vibrocast neke operativne prednosti? Ili samo svjetlije boje?
Graditelji kažu da je lakše ispirati prljavštinu vibrokastom s istim Karcherom, plus, kažu, to imaju već dugi niz godina i ništa. Ali vidim da je u gradu često podijeljen (iako i vibropresivan). U principu, ne bih rekao da definitivno želim "sjajnu" površinu, stoga, mogu li se zaustaviti na vibropresiranoj i ne uzeti parnu kupelj? Ali za sebe želim shvatiti, možda vibrocast ima neke prednosti (osim izgleda, koji se nekome sviđa).
Elena Maslova
1) Vibro lijevane pločice manje su čvrste i guste od vibro prešanih pločica, jer:
- A) u njemu nema drobljenog kamena (glavna komponenta odgovorna za čvrstoću i izdržljivost betona proizvoda).
- B) tijekom proizvodnje potreban je visok sadržaj vode koja, kad se betonska smjesa stvrdne, isparava i ostavlja velike pore i komunikacijske kapilare. Tijekom zimskog rada zasićene su oborinskom vodom i reagensima soli, voda se širi tijekom smrzavanja i urušava beton. U slučaju vibrokompresije, rezultirajuće pore u betonu se raspršuju i zatvaraju, voda ne može prodrijeti u njih izvana.
- C) tehnologijom lijevanja vibracijama, beton proizvoda se sabija pod utjecajem vibracija, tehnologijom zbijanja vibracija dolazi do zbijanja istodobno pod djelovanjem i vibracija i pritiska probijanja, gustoća betona svježe oblikovanog proizvoda je znatno veća.
- 2) Samo svijetle boje. Općenito se vjeruje da su vibrirane ploče za popločavanje privlačnije kupcu zbog raznolikosti oblika i boja u punoj boji. Pri najvećoj dopuštenoj dozi boje, obojene pločice od vibro lijevanja su tuplje zbog visokog omjera vode i cementa tijekom proizvodnje. Stoga proizvođači dodaju više pigmenta kako bi postigli svjetlije i bogatije nijanse.
Međutim, malo ljudi zna da visoke doze pigmenta za bojenje negativno utječu na čvrstoću gotovog proizvoda.
Osim toga, u tehnologiji vibrokompresije počeo se koristiti visokokvalitetni zrnati pigment, koji ima visoku otpornost na svjetlost, uopće ne blijedi, može se koristiti u malim dozama, dok se dobije svijetli, lijepi proizvod.

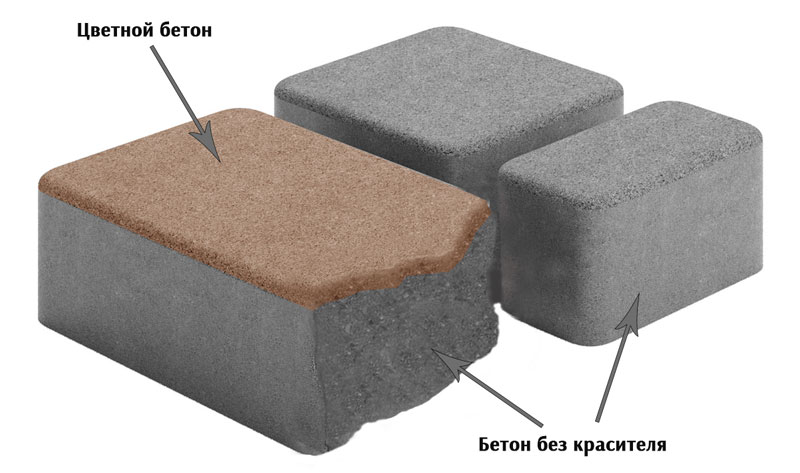
- 3) Naravno, prljavština se puno bolje ispire s glatke površine, ali karcherom možete savršeno isprati prljavštinu s površine vibropresovanih pločica. Ispucale vibropresovane pločice doista se mogu naći u gradskim javnim prostorima. To je zbog činjenice da postoje dvije metode za proizvodnju vibro prešanih pločica-jednoslojno prešanje i dvoslojno. Jednoslojnom metodom glavne komponente betonske smjese su cement i pijesak, dvoslojnom metodom glavni sloj je cement, pijesak i drobljeni kamen, prednji sloj je cement i pijesak. Glavni betonski sloj odgovoran je za čvrstoću i izdržljivost cijele konstrukcije, a prednji sloj za estetski izgled i otpornost na trošenje. To su dvije strukture, različitog značenja, koje samo u jedinstvenom integritetu pružaju sve zahtjeve za beton.

Dvoslojna pločica je gušća, izdržljivija i otpornija na mraz od jednoslojne pločice, pa čak i više od vibro lijevane. Obično se jednoslojna pločica može raspasti u slučaju nepoštivanja proizvodne tehnologije, međutim postoje i slučajevi da prednji sloj dvoslojne vibropresovane pločice može odletjeti tijekom rada. Razlog je kršenje tehnologije proizvodnje: pogrešno odabran sadržaj vlage lica i temeljnih slojeva betona. Ali to je rijetkost, u pravilu tehnologija dvoslojne vibrokompresije omogućuje potpunu automatizaciju procesa, a utjecaj ljudskog faktora u ovom slučaju je minimiziran.
Koji je najbolji način polaganja pločica i kamenja u dvorištu?
Kamen za popločavanje treba polagati samo na pripremljenu površinu, prethodno označenu klinovima s uzicom, ocrtavajući nagib za odvodne pladnjeve. Najprije treba postaviti rubnik i rubnike.
Postoji nekoliko mogućnosti ugradnje: na postojeću betonsku podlogu pomoću mješavina pijeska i cementa ili samo na pijesku.
Za pripremu podloge za ugradnju trebate:
- Uklonite sloj busena na dubinu od 20 cm ili više, ovisno o tlu
- Dobiveno područje napunite lomljenim kamenom 10-20 mm, nakon čega slijedi nabijanje vibrirajućom pločom težine najmanje 50-75 kg
- Položite izravnavajući sloj pijeska od 5 cm kako biste izgladili preostale nepravilnosti
- Prilikom korištenja cementa - izgladite smjesu pijeska i cementa
- Položite suho prešano popločavanje / lijevane pločice prema traženom uzorku i bojama
- Tamp uz obaveznu uporabu gumene prostirke, kako bi se izbjeglo oštećenje površine kaldrmirane / popločane obloge
- Spojeve pospite pijeskom i cementom
Ako se ovaj popis radova za poboljšanje teritorija dacha čini teškim, tada možete koristiti usluge profesionalnih stručnjaka.
Potreban set alata: vibracijska ploča, kutna brusilica, dijamantne rezne ploče za beton, gumeni čekić, čekić, nivelacija, olovka itd.










Mastek ili Rifey?
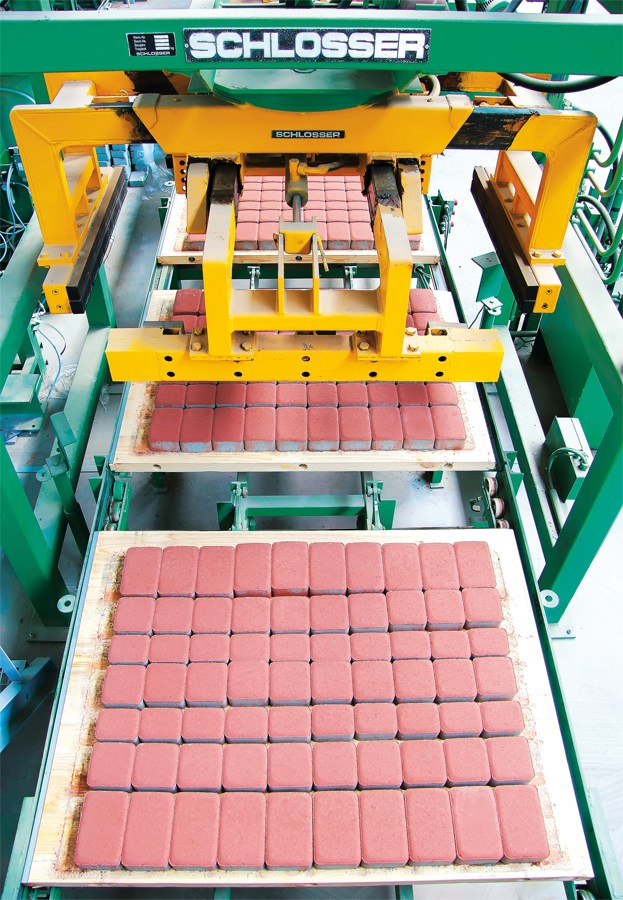
Odgovor na ovo pitanje poznat je od kraja prošlog tisućljeća. Naravno, takvi naizgled poznati asfaltni nogostupi odavno su napušteni u cijelom svijetu. Popločavanje je estetski ugodnije i pouzdanije. Ali kakve, lijevane ili ekstrudirane? Ako pažljivo pogledate nogostupe razvijenih zemalja, odgovor na ovo pitanje je jasan. Lavovski dio proizvedenih ploča za popločavanje u cijelom svijetu otpada na proizvode izrađene metodom vibrokompresije. Materijal za proizvodnju su suhe mješavine pješčanog betona.
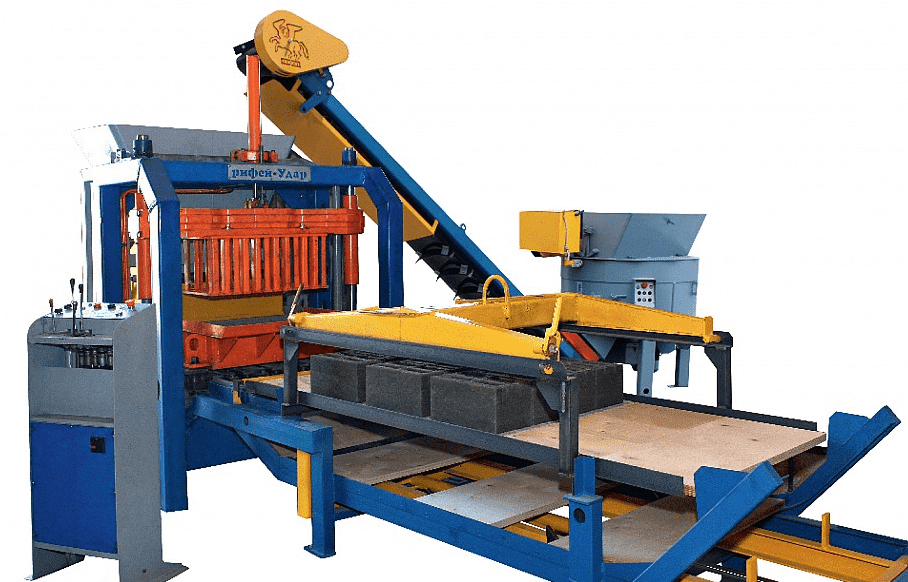
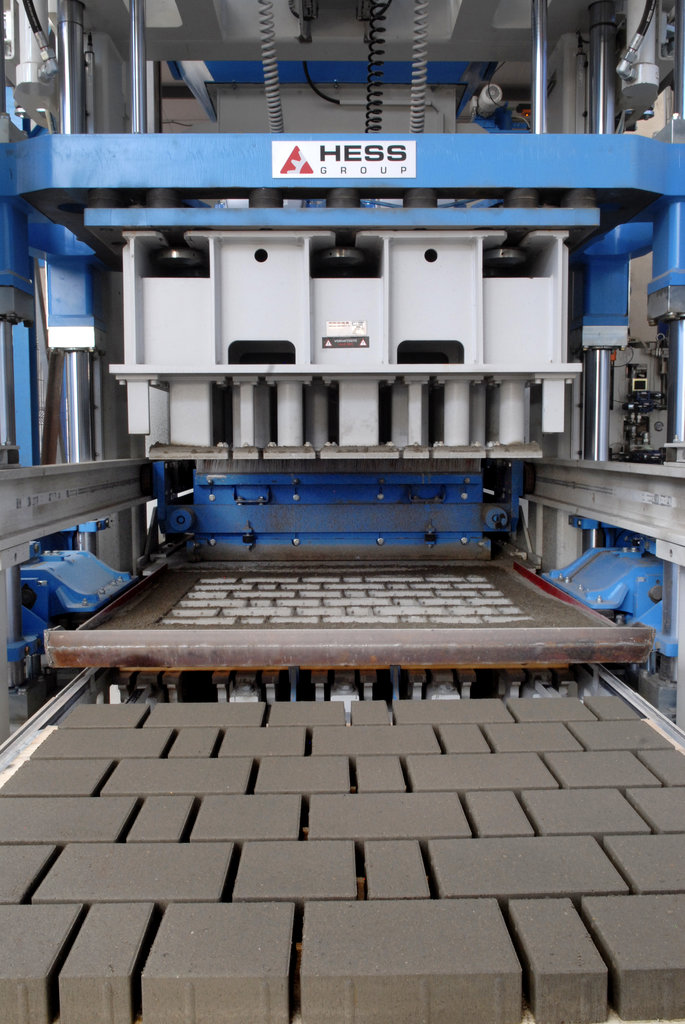
Ova tehnologija je sljedeća. Betonska mješavina na MASTEK-ovom vibropresu pod pritiskom vibrira u matrici za bušenje (kalup). Ova se metoda odlikuje visokom produktivnošću, moguć je visok stupanj automatizacije, a mogu se proizvesti i ploče za popločavanje različitih boja.
A što je lijevanje pločica za popločavanje Rifey? Betonska mješavina ne vibrira na vibrirajućoj preši, već na vibracijskom stolu. Takav je proces prilično teško automatizirati, zahtijeva dug ručni rad, a produktivnost je niska. Dobiveni proizvodi imat će nisku otpornost na mraz, budući da u početku imaju visok omjer vode i cementa. Za proizvodnju visokokvalitetnih pločica otpornih na mraz, proizvođač mora dodati cement, plastifikatore i modifikatore u sastav. Povećani troškovi sirovina na odgovarajući način povećavaju cijenu proizvoda.
Kolnik, lijevan ili stisnut, čak se razlikuje po izgledu i teksturi. Vibropresovane pločice Rifey su hrapave na površini, lijevano popločavanje je glatko. Naravno, prikladnije je popločati grubim pločicama ne samo pješačke zone i nogostupe, već i parkirališta, prijevozna stajališta, skladišta, terminale. Doista, na takvoj je površini cestovni promet lakše ubrzati ili usporiti. Oblikovane skliske pločice ne stvaraju probleme pri kretanju samo u područjima gdje temperatura nikada nije ispod nule. Pojava lakih mrazova trenutno čini pločnik s takvim pločicama pravim valjkom.
Vibro prešane pločice izrađene su od betona s niskim omjerom vode i cementa. Potrošnja cementa je optimizirana, a čvrstoća se povećava - s M400 na M500, a time se povećava i otpornost na mraz - s minimalnih 250 do maksimalnih 300 Mrz ciklusa. Boja vibropresovanog kamena za popločavanje Mastek nastavlja ostati svijetla četvrt stoljeća. Osim toga, niska apsorpcija vode i niska abrazija omogućuju upotrebu pločica tri desetljeća.
Glatke pločice za lijevanje karakterizira činjenica da ne mogu dovoljno "disati" površinu. S početkom mraza voda se smrzava, što dovodi do pucanja pločica. Među ostalim nedostacima lijevanja, postoji veliki postotak odbačenih materijala - elementi se međusobno ne podudaraju strogo, površine nisu uvijek paralelne. Pločice je teško instalirati, pa naknadno popraviti. Površina lijevanih pločica ne može se obraditi.
Vibro prešani kamen za popločavanje, naprotiv, strogo je geometrijski i njihovi su elementi potpuno identični. Paralelne površine mogu se polirati, brušiti, pa čak i zabijati grmom (namjerna hrapavost protiv klizanja ili istrošen završni sloj), odnosno izvesti iste radnje kao i kod prirodnog kamena.
Sve gore navedeno očito dokazuje prednosti vibropresiranog nogostupa u usporedbi s vibrokastom. Lijevane pločice nisu niti praktične niti isplative. Često se njegova proizvodnja odvija u zanatskim uvjetima, što još gore utječe na konačnu kvalitetu proizvoda. Vrijeme je da domaća industrija napusti takvo oslobađanje i pređe na automatiziranu proizvodnju ploča za popločavanje pouzdane kvalitete metodom volumetrijske polusuhe vibrokompresije, kao što je to učinjeno u cijelom svijetu.
Kako pravilno miješati otopinu
Miješamo mort za popločavanje u sljedećem slijedu:
- Dodajte plastifikator i boju u bubanj s malom količinom vode (1-1,5 kante);
- Pokrećemo mješalicu za beton i miješamo dodane komponente jednu minutu. Od tog trenutka mikser bi trebao neprestano raditi sve dok se otopina potpuno ne promiješa;
- Zatim se, poštujući gornje omjere, prvo dodaje cement, a zatim pijesak i drobljeni kamen.
- Pažljivo pratimo konzistenciju otopine u bubnju. Otopina bi se trebala pokazati viskoznom, ali ni u kojem slučaju tekućom.
- Posljednja faza bit će dodavanje vlakana gotovoj otopini. Miješajte još 2-3 minute. Rješenje je spremno.
Lijevanje i obrada vibracijama
- Otopina se ulijeva u prethodno podmazane (sapunske ili uljne otopine) oblike izložene na platformi vibracijskog stola.
- Proces tretiranja vibracijama mora se pažljivo pratiti. Čim se na površini stvori pjena, to je signal da je otplinjavanje tekućine završeno i stroj se može isključiti.
Neki se ljudi pitaju zašto je potrebna vibracijska obrada otopine, zašto je jednostavno nemoguće uliti gotovu smjesu u kalupe. Odgovor na ovo pitanje leži u sitnim mjehurićima zraka koji se nalaze u očvrslom betonu. U jakim mrazima doprinose cijepanju opločnika.
Sušenje i uklanjanje kalupa

Očvrsli beton trebao bi biti svijetlosiv.
U ljetnom razdoblju sušenje odljevaka trebalo bi trajati najmanje 24 sata, po hladnom vremenu najmanje 2 dana. Kako bi pločica lakše izašla iz kalupa, treba je uroniti u posudu s vrućom vodom na 10-15 sekundi. Kalupi su dobro isprani vodom i ponovo su spremni za upotrebu.
Važno! Ne preporučuje se odmah pokrenuti svježe lijevane pločice. Da bi dobio snagu, mora se držati na svježem zraku pod suncem još tjedan dana.
Tek nakon toga opločnici su spremni za upotrebu.
Ako ste donijeli odluku o izradi ploča za popločavanje vlastitim rukama, nadamo se da će vam ovaj članak biti od velike pomoći i pomoći u radu.
Sastav otopine
Za pripremu prikladne otopine uzima se plastifikator, kombinira se s malim volumenom vode i izlije u mješalicu za beton. Morate dodati toplu vodu, jer hladna voda neće moći otopiti aditive.
Tijekom procesa miješanja važno je pažljivo paziti da se sav plastifikator rasprši u otopini.
Boja se kombinira s vrućom vodom u omjeru 1 do 3. Zbog toga je potrebno dobiti homogenu masu, grudice će izazvati stvaranje kratera na površini proizvoda.






Zatim se redom izlijevaju ruševine, pijesak, zatim cement. Mješavini se povremeno dodaje voda radi lakšeg miješanja. No, najveći dio vode izlije se na kraju miješanja.
Dakle, smjesa je spremna. Treba ga držati na gleterici, a ne širiti. Štoviše, tijekom izlijevanja smjesa se lako distribuira u kalupu.
 Sastav otopine za lijevanje
Sastav otopine za lijevanje
Omjer komponenti u otopini
Za miješanje betona po kvadratnom metru pločica debljine 6 cm potrebno je uzeti:
- mješavina drobljenog kamena i pijeska - 90 kg;
- cement 25 kg;
- plastifikator 100 g;
- raspršivač 120 g;
- boja 800 g.
Nedostatak lijevanih ploča za popločavanje i popločavanje
Rasprostranjenost debljine - pločice s vibro lijevanjem po visini mogu se značajno razlikovati u pakiranju - do 10 mm - što negativno utječe na brzinu i kvalitetu polaganja.Često se nekoliko lijevanih pločica ne može poravnati na površini, a različite debljine samonivelirajućih pločica dovode do činjenice da su neki kutovi udubljeni ispod razine, dok drugi strše iznad nje. Stoga se mora zapamtiti da neki timovi za polaganje možda neće poduzeti polaganje ovih materijala ili mogu zatražiti višu cijenu jer će potrošiti više vremena na njihovo polaganje.
Nizak stupanj otpornosti na mraz - pri pripremi cementne kaše koristi se velika količina vode, uključujući vodu koja nije vezana cementom, koja naknadno isparava i ostavlja za sobom pore, kapilare, zasićene vodom, koja pri smrzavanju uništava betonski proizvod. Posebni aditivi: disperzanti, plastifikatori samo djelomično ublažavaju ovaj negativni učinak.
Nehomogenost građevine, često manifestacija raslojavanja - taloženje cementa, kao težeg materijala, na dno kalupa (prednja površina), dok su lijevane ploče za opločenje, takoreći, u slučaju oštećenja, betonski proizvod se urušava.
Glavna prednost lijevanih ploča za popločavanje je niska cijena, koja je 20-30% niža od suho prešane (vibropresovane), kao i to što se proizvodi gotovo svugdje-dok su troškovi dostave znatno manji nego za suhu prešu.
Još jedna prednost je mogućnost proizvodnje betonskih pločica velikih dimenzija male debljine, na primjer: 300 * 300 * 30, 400 * 400 * 40 mm, 500 * 500 * 60 mm.
Što određuje cijenu obojenih kamena za popločavanje?
Na cijenu obje vrste popločavanja / pločica utječu glavni pokazatelji: debljina i boja. U tom se slučaju cijena za svaku boju postavlja drugačije.
Debljina suhoprešanih betonskih proizvoda počinje od 40 mm. Najrasprostranjeniji su kamenčići debljine 60 mm. 80 i 100 mm kolnici su za posebno opterećene ceste, dolaske, luke (za kretanje kamiona s više tona) itd. U svakodnevnom životu primjenjivi su samo proizvodi debljine 40 i 60 mm. Pločica od 40 mm, postavljena u skladu s tehnologijom, dovoljna je za ulazak osobnog automobila. Za prijevoz tereta 60 i 80 mm.
Betonski kamen za popločavanje izrađen suhim prešanjem može imati sljedeće dimenzije:
100 * 200 * 40 mm 100 * 200 * 60 mm 100 * 200 * 80 mm 100 * 100 * 60 mm 200 * 200 * 60 mm
I također oblici: "romb", "val", "bučica", "trapez", "šešir Monomaha", "stari grad" itd.