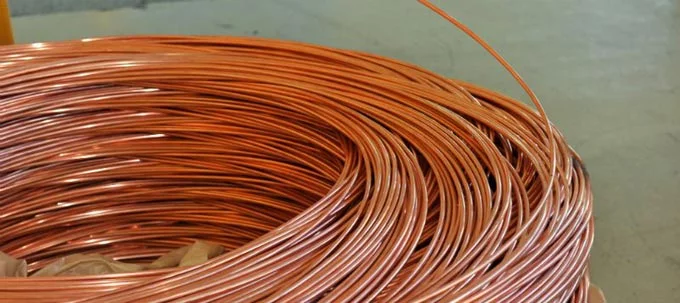
Dostupna bakrena žica
| Marka | Promjer | |
|---|---|---|
| Bakrena žica MM | 8 mm |
Naše prednosti
Besplatna dostava do poslovnih linija trgovačkog centra
Svojstva bakrene žice
Bakar ima visoku električnu vodljivost, što je gotovo rekord među obojenim metalima (osim srebra, ali ga je neisplativo koristiti). Specifična vodljivost električne energije pri temperaturi od 20 * C 55,5 - 58,0 MSm / m5 (u SI sustavu iznosi 55 500 000 - 58 000 000 S / m - Siemens po metru). Zbog svoje duktilnosti, bakar u obliku žice ne puca, čak i ako je savijen nekoliko puta. Ova svojstva, zajedno s trajnošću, određuju popularnost upotrebe žice za proizvodnju namota transformatora i zvučnika, kabela i drugih proizvoda.
Bakar je skuplji od aluminija, ali ga je potrebno manje, jer je manje područje za provođenje struje.
Bakrena žica tražena je ne samo u električnoj industriji, već sve više u dizajnu, primijenjenoj umjetnosti i proizvodnji nakita. Nudimo suradnju svim kategorijama kupaca, a posebno proizvođačima električne opreme i komponenti, za koje su važne sljedeće karakteristike.
Značajke proizvodnje i GOST -a za bakrenu žicu
Za proizvodnju žice, kao i bakrenih guma, čisti metal M0 i verzija M0b bez kisika koriste se u različitim stanjima. Debljina električne žice može biti najmanje 0,5 mm, a najviše 12,5 mm u skladu s GOST -om, širina do 35 mm, ali je moguća izrada po pojedinačnom zahtjevu. Ovisno o stanju metala, nudi se bakrena žica:
- MT - čvrsto stanje;
- MM - mekani;
- MTB - čvrsti bakar bez kisika;
- MMB - mekani bakar bez kisika.
Pokazatelj otpora ovisi o tvrdoći bakra, ali količina kisika u sastavu je beznačajna za ovaj pokazatelj. Metal bez kisika nedavno se pojavio na ruskom tržištu, a njegova prednost leži u većoj duktilnosti.
Također proizvodimo žicu za emajliranje MTE i MME koja se koristi za namote. Proizvodi su u skladu s GOST 434-78.
Zašto mi?
Kvaliteta
U proizvodnji koristimo samo visokokvalitetne katodne sirovine provjerenih proizvođača, a upravljanje kvalitetom u skladu je sa standardom ISO 9001-2008.
Naša glavna prednost su najkraće vrijeme isporuke
Jedan od novih pravaca razvoja je proizvodnja gotovih dijelova prema vašim crtežima. To vam omogućuje značajno smanjenje troškova. Standardno vrijeme proizvodnje je 2 tjedna. Moguća je izrada hitnih narudžbi do 3 dana.
Proizvodnja i opskrba pravokutnom bakrenom žicom
Električnu bakrenu žicu proizvodimo u vlastitom metalurškom pogonu. Bakrena šipka koristi se kao slijepa prolazna ploča koja se propušta kroz role ili kalup. Gotovi proizvodi pakirani su u kolute i kaleme, a mogu se isporučiti i u pakiranjima duljine od 3 do 6 metara. Isporuke vršimo u velikoj i maloj veleprodaji, cijena bakrene žice u "NTCM -u" odgovara prosječnom tržištu. Za raspravu o uvjetima dostave predlažemo da nas kontaktirate telefonom.
Podnesite svoju prijavu
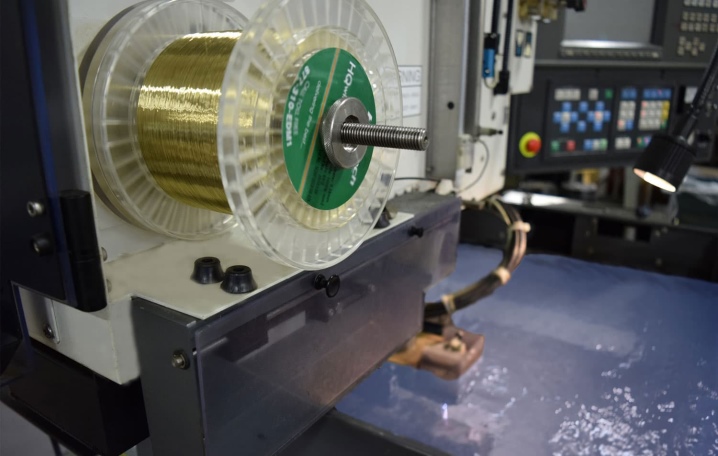
Izvlačenje žice
Za proizvodnju u tvornicama koristi se posebna tehnologija lijevanja koja omogućuje dobivanje bakrene žice promjera poprečnog presjeka od oko 20-30 milimetara. Ovaj je pokazatelj prilično visok, jer tako debela žica ima puno nedostataka - velika specifična težina, velika specifična otpornost materijala itd.
Stoga se crtež koristi i nakon lijevanja. Ova tehnologija omogućuje smanjenje promjera proizvoda na tražene parametre (s 1-2 mikrometara s ultratankim izvlačenjem na 10 milimetara s grubim izvlačenjem).Sama tehnologija izvlačenja prilično je jednostavna: kroz posebne rupe (matrice) prolazi debela žica čiji je promjer manji od promjera izvorne žice.
Tehnologija
Za crtanje su potrebni posebni strojevi za crtanje, kao i pridržavanje određenog redoslijeda radnji.
- Izvorna žica mora se nagrizati neposredno prije izvlačenja. Za to se obično koristi otopina klorovodične kiseline koja se zagrijava na niske temperature (40-50 stupnjeva Celzijusa). Nakon jetkanja, također se preporučuje žarenje metalnog obratka - to će metal učiniti sitnozrnatim, što će omogućiti bolje izvlačenje. Nakon žarenja potrebno je neutralizirati zaostalu kiselinu u kiselini i isprati. Ukiseljavanje i žarenje mogu značajno povećati rok trajanja strojeva za vađenje - ako se to ne učini, rupe za izvlačenje brzo će se začepiti kamencem, što će usporiti proizvodni proces.
- Sada možete početi izravno crtati. Da biste to učinili, krajevi izvorne žice izoštreni su alatima za kovanje, a zatim se žica umetne u posebne rupe za umrijevanje. Nakon toga se pokreće motor stroja za crtanje. Za dobivanje tanke ili ultra tanke žice malog presjeka uzastopno se prolazi kroz nekoliko matrica.
- U posljednjoj fazi obrade žica postaje prilično kruta i opružna. Kako bi se riješili ovog nedostatka, konačno žarenje materijala odvija se u posljednjem odjeljku stroja za crtanje. Na kraju se sušenje provodi u posebnim ormarićima -odjeljcima - nakon toga se provodi namotavanje na zavojnice. Crtež je dovršen - žičane špule sada se mogu staviti u skladište, isporučiti kupcu cestom.
Automatizacija
Postupak izvlačenja poluautomatiziran je - operater vrši samo pripremu i provlačenje početne žice, a stroj sam izvlači u automatskom načinu rada (iako operater može upravljati parametrima postupka pomoću upravljačke ploče).
U nekim slučajevima prije vađenja mogu se nanijeti posebna maziva - to mogu biti masna ulja, emulzije inhibitora, otopine alkalnih soli itd. Svrha nanošenja maziva je smanjiti trenje tijekom izvlačenja - to omogućuje tanju i ujednačeniju žicu + primjenom maziva, rizik od kidanja je minimiziran.
Povezani postovi putem kategorija
- Bakrena žica od kašlja - pouzdana prevencija bolesti
- Bakrena šipka - duktilna i izdržljiva
- Težina čelične, bakrene i aluminijske žice - tablice i proračunske formule
- Bakreni lim popularan je i poseban valjani proizvod
- Ocjene bakra - proizvodne značajke i osnovna svojstva!
- Poluautomatska žica za zavarivanje - odabir odgovarajućeg radnog alata
- Žica za zavarivanje od nehrđajućeg čelika - za šavove otporne na koroziju
- Kako odabrati i koliko žice za pletenje treba uzeti za vezanje okova?
- Bakar i njegove osnovne legure
- Primjena punjene žice za poluautomatski uređaj
Primjena
Mjedena žica široko se koristi u proizvodnji električnih dijelova i ukrasnih elemenata. Pomoću nje stvaraju se kontaktni parovi u raznim tehnološkim instalacijama. No mjedena žica potrebna je i u filterima koji se koriste u industriji rafiniranja ulja.

Osnovna verzija ovog proizvoda aktivno se koristi za EDM strojeve u procesu vrlo preciznog rezanja žice.
No, upotreba mjedene žice tu ne prestaje. Često se koristi kao osnova za posebne filtre u prehrambenoj industriji. Takve se praznine također koriste za proizvodnju mreža s finom mrežom, raznih dijelova i mehanizama za industriju obuće. Namot od mjedi može se naći u jezgrama transformatora. Također, nit od ovog materijala koristi se u:
- prosijavanje usitnjenih tvari;
- primanje nalivpera i četki;
- izrada nakita.

Međutim, najpopularniji proizvod bio je i ostao aditiv žica za zavarivanje... Ponekad samo njegova primjena osigurava pristojnu kvalitetu zavarenog šava. Žica za zavarivanje za poluautomatsko, ručno ili potpuno automatsko zavarivanje je različita, ali jedna stvar ostaje nepromijenjena - ona zapravo zamjenjuje elektrode.

Fizikalna i kemijska svojstva gotovog zavara ovise o stupnju korištene legure i o ispravnosti njezine primjene. Profesionalci pozivaju da ne miješaju žicu koja zamjenjuje elektrode i onu koja ide u njihovu proizvodnju.
Detaljan pregled vrsta žica za kreativnost možete vidjeti u sljedećem videu.
Žica M1
Žica M1 smatra se najkvalitetnijom i najskupljom. Čistoća legure bakra koja se koristi za njezinu proizvodnju je 99,9%. Sastav: Cu - 99,9%, nečistoće (poput Pb, Fe, Ni, S, As, Sb, Bi, Sn) - ne više od 0,1%. Prema fizičkim karakteristikama događa se: tvrdo (M1T), meko (M1M). Ostale vrste žice M1: deoksidirana kisikom (M1P), bez kisika (M1B), deoksidirana fosforom (M1F), katoda (M1K).
Žica M1 razlikuje se od ostalih valjanih proizvoda dugog dometa (M2, M3) po povećanim karakteristikama, zbog minimalnog sadržaja nečistoća u materijalu. Ima dobru toplinsku i električnu vodljivost. Dobro se savija uz zadržavanje svojstava čvrstoće. Lijep izgled.
Ova žica se najčešće koristi u područjima poput zrakoplova i brodogradnje, energetike. Proizvode kabele, kabele, termoelemente, žice, visokotehnološku kriogenu opremu.
Posebni parametri
Kalajisani bakar ima visoku duktilnost, izvrsna svojstva obrade. Taj se materijal koristi u elektrotehnici za izradu vodljivih jezgri bakrenih kabela, pletenica za vojne i civilne proizvode.
Pokušajmo doznati koja je razlika između kalajisanog bakra i ne konzerviranog bakra. Prva je opcija zaštićenija od vanjskih utjecaja, jer je žica prekrivena slojem kositra. Ovaj metal štiti metalni konac od bilo kakve korozije, dajući materijalu povećanu vlačnu čvrstoću. Kalajisani bakar se ne lomi pri savijanju.
1 Bakrena žica - namjena i GOST
Bakrena žica proizvodi se s različitim presjecima (okruglim i pravokutnim). Ovisno o tehničkoj namjeni, proizvodi se u skladu s odgovarajućim GOST-ovima. U električne svrhe bakrena žica proizvodi se okruglog presjeka sljedećih razreda:
- mekani (MM);
- krutina (MT);
- za nadzemne komunikacijske vodove (MS);
- od bakra bez kisika:
- kruta tvar (MTD);
- mekani (MMB).
Proizvodnja ove žice regulirana je GOST 2112-79. Okrugli proizvodi koji podliježu naknadnom emajliranju proizvode se u skladu s OST 16.0.505.008-73, koji regulira povećane zahtjeve za kvalitetom žice u usporedbi s GOST 2112-79. Kalajena električna žica podliježe GOST 16931-71, koji regulira metodu za određivanje kvalitete premaza od kalaja i olova ili sastava kositra.

Elektrotehnički bakreni proizvodi pravokutnog presjeka proizvode se prema GOST 434-78 sljedećih razreda:
- mekani (PMM);
- čvrsta (PMT).
Počevši od generatora turbina elektrana, dalekovoda, kabelskih vodiča napajanja i komunikacije, elektromotora, raznih transformatora, drugih električnih strojeva (uređaja) pa sve do kućnog ožičenja, kućanskih aparata, radio i elektroničke opreme, kao i komponenti ovih uređaja (mikrovezja, mikročipovi itd.).
Bakrena žica proizvodi se i za druge namjene. Zavarivanje je izrađeno u skladu s GOST 16130-90. Za termoelemente koji mjere temperature od –200 do +100 Co, termoelektrična žica proizvodi se prema GOST 22666-77 od bakra, čiji kemijski sastav odgovara GOST 859-78.GOST 4752-79 i GOST R 53405-2009 reguliraju proizvodnju bakrene žice za drobljenje, od koje se izrađuju stupovi drobilice za istoimene uređaje, koji mjere maksimalni tlak u cilindrima, cijevima vatrenog oružja itd. Bakrena žica također se koristi: za izradu zakovica, čavala, pribora; u građevinarstvu, strojarstvu, tiskarstvu, svjetlosnoj i električnoj industriji vakuuma. U svim slučajevima njegovu proizvodnju regulira odgovarajući GOST.
Osnovna svojstva bakrene žice
Za izradu žice obično se koriste čiste vrste bakra - M3, M2, M1, M0 i više (to jest one vrste u kojima je sadržaj bakra veći od 99%).
Proizvodnja se odvija na tvornički način, a kao sirovine koriste se razne rude ili reciklirani materijali. Po strukturi postoje dvije glavne vrste žice - meka i tvrda. Meko je prikladno za inženjerske i primijenjene potrebe, a tvrdo se često koristi u dekorativne svrhe.
Svojstva
- Mali otpor materijala (P-vrijednost 0,0175). Zahvaljujući tome, električna struja lako prolazi kroz metal, a vodič se ne zagrijava.
- Prilično velika gustoća bakrene žice (oko 9 g po 1 kubičnom centimetru). Zbog toga je materijal lagan i guste strukture.
- Otporan na koroziju. Zahvaljujući tome, materijal ne hrđa niti propada tijekom skladištenja.
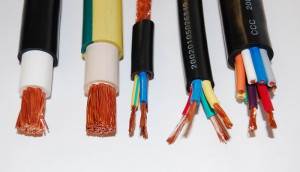
Gdje nabaviti bakrenu žicu kod kuće? Žica je dio elektromotora i energetskih transformatora. Stoga se može naći u bilo kojem električnom aparatu - televizoru, sušilu za kosu, pegli, usisavaču itd.
Također, bakrena žica se vrlo često koristi kao vodič električne struje, pa se može naći u žicama i kabelima.
Napominjemo da je bakreni kabel obično prekriven posebnim zaštitnim omotačem koji je teško ukloniti ručno. Dok je na transformatorima i elektromotorima namot u čistom stanju (izolacija u ovom slučaju nije potrebna iz tehničkih razloga)

METODE KONTROLE
3 1 Pregled površine žice i šipki provodi se bez upotrebe povećala. Kontrola kvalitete površine provodi se s zadanom vjerojatnosti od 97,5% (razina prihvatljivosti neispravnosti je 2,5%)
3 2 Određivanje dimenzija žice i šipki provodi se u skladu s GOST 26877 s mikrometrom u skladu s GOST 6507 ili drugim uređajima koji osiguravaju potrebnu točnost. U slučaju neslaganja, određivanje dimenzija provodi se u skladu s GOST 6507.)
3 3 Zakrivljenost šipki određena je prema GOST 26877
3 4 Za analizu kemijskog sastava iz svake odabrane zavojnice (zavojnica, bubanj, jezgra), šipka se izrezuje po jedan uzorak. Uzorkovanje i priprema uzoraka za određivanje kemijskog sastava provodi se u skladu s GOST 24231
Kemijski sastav žice i šipki određuje se prema GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST
6689 22, GOST 9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST 25086 ili drugim metodama koje osiguravaju potrebnu točnost određivanja
Ako dođe do neslaganja u procjeni kemijskog sastava žice i šipki, analiza se provodi prema GOST 13938 1 - GOST 13938 12, GOST 13938 13, GOST 1652 1 - GOST 1652 13, GOST 1953 1 - GOST 1953 15, GOST 6689 1 - GOST 6689 23, GOST
9716 1 - GOST 9716 3, GOST 23859 0 - GOST 23859 11, GOST
25086
3 5 Za ispitivanje vlačne čvrstoće, dva uzorka se izrežu iz svake odabrane zavojnice (zavojnica, bubanj, jezgra) Uzorkovanje za ispitivanje vlačne čvrstoće provodi se u skladu s GOST 10446
3 6 Uzorkovanje za ispitivanje savijanja provodi se s oba kraja svake kontrolirane zavojnice (zavojnica, bubanj, jezgra) ili s dva dijela na udaljenosti od najmanje 5 m jedan od drugog. Oko trna s radijusom jednakim promjeru bara
3 8 Kako bi se provjerila ima li šipka loma, oba kraja šipke se prerežu s jedne ili s obje strane, nakon čega se lome. Zarez treba napraviti tako da prijelom prođe kroz središnji dio šipke. Naprezanja u mjedena žica i šipke izvode se u skladu s GOST 2060
3 10 Kvaliteta namota provjerava se vizualnim pregledom.
4. TRANSPORT I SKLADIŠTENJE
4 1 Transportna oznaka - prema GOST 14192
4 2 Žica i šipke prevoze se svim vrstama prijevoza u natkrivenim vozilima u skladu s pravilima o prijevozu robe koja su na snazi za ovu vrstu prijevoza, željeznicom - pošiljke male ili niske tonaže
4 3 Žicu i šipke treba čuvati u zatvorenim prostorima na stalcima ili paletama i zaštititi od mehaničkih oštećenja, izloženosti vlazi i aktivnih kemikalija
Ovisno o navedenim uvjetima skladištenja, potrošačka svojstva žice i šipki tijekom skladištenja se ne mijenjaju
DODATAK 1 Preporučeno
Izračun odjeljka
Presjek bakrene žice je područje koje vodič ima u presjeku. Na vrijednost utječe dugoročno dopušteno opterećenje, jakost struje.

Najlakši način izračuna presjeka je korištenje podataka u tablicama, uzimajući u obzir radne uvjete i najveću struju. To će zahtijevati još dva pokazatelja - ukupnu snagu potrošača električne energije (kW ili W) i napon (V). Prvi je naznačen u tehničkim listovima ili na kućištima uređaja, a drugi za gradske stanove je 220 V.

Nadalje, u posebnim tablicama dobivene vrijednosti snage nalaze se i uspoređuju s promjerom vodiča. Ne zaboravite zadržati malu maržu promjera u izračunima. Uostalom, kada se spoji nova oprema, opterećenje će se povećati.

Marke žica
Oznaka žice sadrži upute o dizajnu materijala. Ako slovo "A" nedostaje u oznaci, tada je proizvod izrađen od bakra. Najpopularnije marke su:




PBPP (PUNP) - kratica za kućnu, industrijsku ravnu žicu. Ovaj proizvod ima površinu do 6 m² s PVC izolacijom. Radi u rasponu od -15 stupnjeva do +50 stupnjeva. Pogodno za montažu rasvjetnih sustava.


PPV je ravna žica s izolacijskim slojem od PVC-spoja. Broj jezgri može biti od 2 do 3 kom, dok je presjek 0,75-6 četvornih mm. Radi na izmjeničnom ili istosmjernom naponu od 450 V odnosno 1000 V. Uvjeti radne temperature od -50 stupnjeva do +70 stupnjeva. Pronađena primjena u instalaciji rasvjetnih sustava i dalekovoda.

PVA je namotani vodič otporan na toplinu, otporan na habanje s PVC izolacijom u boji. Poprečni presjek kreće se od 0,75 m2 do 16 m2. Mrežni parametri - napon 380 V, frekvencija 50 Hz. Koristi se za ugradnju utičnica, proizvodnju produžnih kabela.

Što utječe na otpor bakrene žice
Električna impedancija bakrenog kabela ovisi o nekoliko čimbenika:
- Otpornost;
- Površine poprečnog presjeka žice;
- Duljina žice;
- Vanjska temperatura.
Posljednja se točka može zanemariti u uvjetima uporabe kablova u domaćinstvu. Primjetna promjena impedancije događa se na temperaturama iznad 100 ° C.
 Ovisnost otpora
Ovisnost otpora
Otpornost u SI sustavu označava se slovom ρ. Definira se kao vrijednost otpora vodiča presjeka 1 m2 i duljine 1 m, mjereno u Ohm ∙ m2. Ova je dimenzija nezgodna u električnim proračunima, stoga je mjerna jedinica Ohm ∙ mm2.
Važno! Ovaj parametar karakteristika je tvari - bakra. Ne ovisi o obliku ili površini presjeka
Čistoća bakra, prisutnost nečistoća, način izrade žice, temperatura vodiča čimbenici su koji utječu na otpor.
Ovisnost parametra o temperaturi opisuje se sljedećom formulom: ρt = ρ20. Ovdje je ρ20 otpor bakra pri 20 ° C, α je empirijski pronađen koeficijent, od 0 ° C do 100 ° C za bakar ima vrijednost od 0,004 ° C-1, t je temperatura vodiča.
Dolje je tablica vrijednosti ρ za različite metale pri 20 ° C.
 Tablica otpornosti
Tablica otpornosti
Prema tablici, bakar ima nizak otpor, niži samo za srebro. To dovodi do dobre metalne vodljivosti.
Što je žica deblja, otpor joj je manji. Ovisnost R vodiča o presjeku naziva se "obrnuto proporcionalna".
Važno! S povećanjem poprečne površine kabela, elektroni lakše prolaze kroz kristalnu rešetku. Stoga bi s povećanjem opterećenja i povećanjem gustoće struje trebalo povećati površinu poprečnog presjeka
Povećanje duljine bakrenog kabela dovodi do povećanja njegova otpora. Impedancija je izravno proporcionalna duljini žice. Što je vodič duži, to se više atoma susreće na putu slobodnih elektrona.
 zaključci
zaključci
Posljednji element koji utječe na otpor bakra je temperatura medija. Što je veća, veća je amplituda gibanja atoma kristalne rešetke. Stoga stvaraju dodatnu prepreku za elektrone koji sudjeluju u usmjerenom kretanju.
Važno! Spustite li temperaturu na apsolutnu nulu, koja ima vrijednost 0 ° K ili -273 ° C, tada će se primijetiti suprotan učinak - fenomen supravodljivosti. U tom stanju tvar ima nulti otpor
 Korelacija temperature
Korelacija temperature
Osnovne odredbe GOST -a
Glavna fizikalna svojstva i količine u obliku tehničkih parametara, kemijskog sastava, metoda ispitivanja i geometrijskih dimenzija određene su GOST-om R-53803-2010. Sve bakrene žičane šipke nakon 2010. godine proizvode se u Rusiji u skladu s ovim GOST -om.
Standard definira nominalne veličine presjeka usvojene danas u Rusiji. To su žičane i bakrene šipke debljine 8 do 23 mm. Tolerancije za žicu od 8-14 mm mogu biti reda veličine 0,4 mm, a za šipku s presjekom od 15 do 23 mm - 0,6 mm.
Postojeći standardi dijele bakrenu žičanu šipku na vrste čija oznaka označava način na koji je izrađena. Metode određuju čistoću metala, o čemu njegova cijena izravno ovisi. Dakle, oznaka Kmb znači žičana šipka bez kisika. Ali također sadrži podvrstu Moo s 99,99%Cu, M1 - 99,9%, M4 - 99,0%, gdje brojke označavaju sadržaj Cu u postocima. Moo spada u katodne elektrolitičke stupnjeve, potpuno lišen kisika i koji ima najveću električnu vodljivost s najmanjim mogućim otporom. a cijena po kilogramu takvog bakra je najveća. No oznaka KMor obavještava da je ova bakrena šipka izrađena od rafiniranog otpada i bakrenog otpada, odnosno da u takvoj šipci postoje različite vrste bakra.
Dekodiranje oznaka
"M" prije indeksa čistoće metala jednostavno znači "bakar". Dvije "nule" (00) - visoke čistoće. Jedna nula (0) je čista. S brojevima 1,2,3 - tehnički čisto. Posljednji element oznaka obično je abecedni indeks, što znači način lijevanja metala: K - katodni. Y - pretopljena katoda. Bakar bez kisika označen je slovom B, deoksidirani bakar - P, a deoksidiran uvođenjem fosfora u talinu bit će označen oznakom, odnosno slovom F.
Sve u svemu, u Rusiji se proizvodi oko 20 vrsta ovog metala, namijenjenih za upotrebu u različitim industrijama.
Bakrena šipka s oznakom KM zauzima srednji položaj između ovih razreda.
GOST usvojen 2010. godine dopušta proizvodnju bakrene žičane šipke drugih nominalnih veličina, ako je to bio zahtjev kupca.
Postoji i popis kemijskih elemenata koje GOST strogo regulira prema graničnim vrijednostima u sastavu bakra za industriju. To su bizmut, arsen, sumpor, antimon, olovo, telurij, selen, srebro, željezo i kisik. Njihov udio u ukupnoj masi bakrenog ingota ili žičane šipke ne smije prelaziti vrijednost od 0,001 do 0,005%. Većinu štete kvaliteti bakra uzrokuje sadržaj bizmuta i olova u njemu, budući da te tvari čine bakar lomljivim čak i pri laganom zagrijavanju. Stoga postotak mase ovih elemenata ne smije prelaziti 0,001%. Prisutnost sumpora i kisika u bakru poboljšava njegovu sposobnost da podlegne postupku rezanja, ali sumpor u isto vrijeme narušava duktilnost ovog metala.
Sadržaj tvari poput fosfora, kobalta, silicija, nikla, mangana, kroma, kositra, cinka i aluminija nije reguliran GOST -om.
Na površini izvučene žice mogu biti udubljenja, oznake, udubljenja i ogrebotine, ali ako njihove dimenzije ne prelaze 0,2 mm, materijal je prikladan za odobrenje proizvodnje. Iznimka je samo za tehnologije visoke preciznosti.
Zahtjevi proizvoda
No, u nekim slučajevima postavljaju se dodatni zahtjevi:
Za gotove proizvode predviđena su ispitivanja uvrtanja i odvrtanja.
- Žica s presjekom od 16 mm ili više mora izdržati 3 ciklusa uvijanja i odvrtanja. S presjekom od 13 do 16 mm - 5 ciklusa. I s presjekom od 8 do 13 - 10.
- Produženje žičane šipke pri lomu mora biti najmanje 35%.
- Vrijednost privremenog otpora u megapaskalima mora biti izražena brojem od najmanje 160.
Dodatna ispitivanja mogu se provesti na inzistiranje klijenta (kupca). Dakle, to mogu biti ispitivanja na vodikovu krhkost za razrede KMB i za spiralno rastezanje - takvo ispitivanje može biti potrebno za ocjene KM i KMor.
Iako kategorija "starog bakra" može spadati u potpuno uvjetovani, pa čak i visokokvalitetni bakar. To se može dogoditi kada:
- Postotak oksidacije metala u uvali premašen je metodom mjerenja težine 0,01.
- Prisutnost mehaničkih nedostataka u obliku suza, zareza i udubljenja, ako čišćenje nije moglo ukloniti te nedostatke.
- Prekoračenje roka trajanja svitka žičane šipke više od 3 mjeseca (nakon isteka tog razdoblja potrebna je opsežna provjera svih parametara zavojnice, a ako barem jedan od njih ne odgovara, čak i rafinirani bakar s čistoća 99,99% može se prepoznati kao otpad). Stoga se izrada katodnih elektrolitskih bakra visoke čistoće uvijek vrši za određenog kupca i u slučaju samo 100% pretplate, uz upozorenje o mogućim posljedicama neispunjenja naručene žičane šipke na vrijeme.
PRIHVAĆANJE
2.1. Žica i šipke prihvaćaju se u serijama. Šarža se mora sastojati od žice ili šipki od legure istog razreda, jednog stanja materijala, jednog promjera i mora biti sastavljena s jednim dokumentom o kvaliteti koji sadrži:
zaštitni znak ili naziv i zaštitni znak proizvođača;
konvencionalna oznaka žice ili šipki; broj serije;
neto težina žice ili šipki;
rezultati ispitivanja (na zahtjev potrošača).
Masa serije ne smije biti veća od 2000 kg.
2.2. Za kontrolu kvalitete površine i dimenzija žice i šipki, zavojnice (zavojnice, bubnjevi, jezgre) ili šipke uzimaju se iz serije metodom najveće objektivnosti u skladu s GOST 18321. Planovi kontrole odgovaraju GOST 18242. Broj kontroliranih zavojnica (zavojnice, bubnjevi, jezgre) žice i šipki određuju se prema tablici 7.
Tablica 7
|
Broj zavojnica (zavojnica, bubnjeva, jezgri), šipki u seriji |
Količina kontrolirane zavojnice (zavojnice, bubnjevi, jezgre), šipke |
Broj odbijanja |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
3 |
|
281-500 |
50 |
4 |
|
501-1200 |
80 |
6 |
|
1201-3200 |
125 |
8 |
Šarža se smatra prikladnom ako broj zavojnica (zavojnica, bubnjeva, jezgri), štapova s rezultatima mjerenja koji ne zadovoljavaju zahtjeve tablica 1 i 2, str. 1.3.1.4, 1.3.2.2, manji od broja odbijanja danog u tablici 7.
Dozvoljeno je da proizvođač kontrolira svaku zavojnicu (zavojnicu, bubanj, jezgru) i šipku kada primi nezadovoljavajuće rezultate.
Proizvođaču je dopušteno kontrolirati kvalitetu površine i dimenzije žice i šipki tijekom proizvodnog procesa.
2.3. Za provjeru zakrivljenosti šipki iz šarže se uzimaju tri snopa.
2 4 Da biste provjerili kemijski sastav žice, uzmite dvije zavojnice (kalemove, bubnjeve, jezgre) i šipke - dvije šipke iz serije
U proizvodnom pogonu dopušteno je određivanje kemijskog sastava na uzorcima uzeti iz rastopljenog metala
2 5 Za provjeru krajnjeg otpora i broja savijanja žice, iz serije uzmite tri zavojnice (zavojnice, bubnjeve, jezgre)
2 6 Za ispitivanje savijanja i loma, uzmite dvije šipke iz šarže
2 7 Za provjeru prisutnosti zaostalih vlačnih površinskih naprezanja iz serije se uzimaju dvije zavojnice (zavojnice, bubnjevi, jezgre) ili dvije šipke. Provjera se provodi povremeno, na zahtjev potrošača.
2 8 Po primitku nezadovoljavajućih rezultata ispitivanja barem jednog od pokazatelja, osim veličine i kvalitete površine, na njemu se provodi ponovljeno ispitivanje na dvostrukom uzorku uzetom iz iste serije
Rezultati ponovnog testiranja primjenjuju se na cijelu seriju