Gdje se primjenjuje
U ovom trenutku možete pronaći peći različitih modela, ali princip njihovog rada uvijek je isti. Njihova glavna razlika leži u vrsti goriva. Mogu raditi na naftu, ugljen, plin i električnu energiju - modernije električne pećnice. Peći se koriste za:
- Pečenje opeke.
- Pečenje keramike.
- Proizvodnja kruha i peciva.
- Ciljevi metalurške industrije.
Uobičajeno, peći rade bez prekida (non -stop), što vam omogućuje smanjenje troškova grijanja. Električne pećnice su skupe, ali kada rade u nekoliko smjena (najčešće u tri), brzo se isplate. Načini paljenja mogu se razlikovati ovisno o dva glavna čimbenika:
- pečeni proizvod (vrsta, oblik, veličina);
- vrsta rashladnog sredstva.
Intenzitet pečenja i njegova kvaliteta izravno su povezani s vrstom utovara sirove opeke na kolica. Kolica se kreću cijelom dužinom tunela i podložna su trošenju zbog temperaturnih promjena, to je vjerojatno jedini minus peći. Način pečenja odabire se od vrste proizvoda, mehanizacije procesa, veličine kanala i, naravno, goriva. Neisplativo je postavljanje tunelske peći kod kuće, zauzima puno prostora, s rijetkom uporabom nije ekonomično, a bez mehanizacije pojedinih stupnjeva kvaliteta pečenja bit će daleko od idealne.
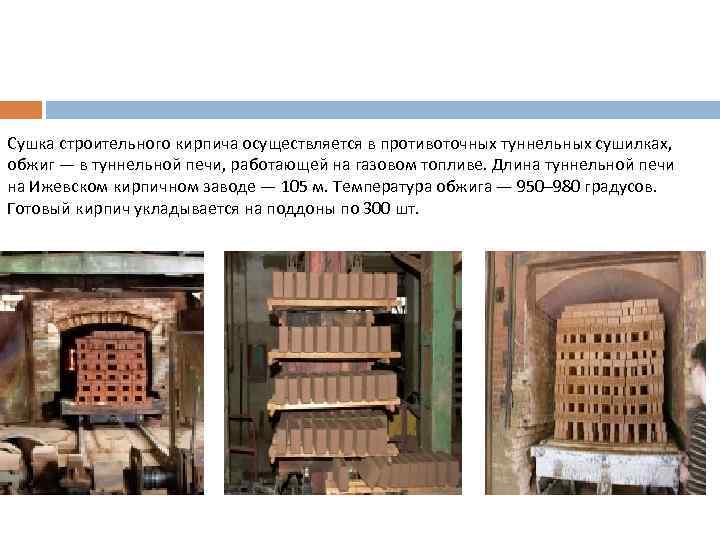
Pucanje u električnim tunelskim pećima odvija se na temperaturama do 1400 stupnjeva. Postupak utovara se vrši na pločice, šamot ili ferit. Kako bi se uklonilo prianjanje gline, pločice se obrađuju glinicom u prahu. U nekim slučajevima, feritne pločice se peku, to je potrebno tijekom procesa polaganja visokih redova. Svaki red prekriven je glinicom u prahu kako se proizvodi ne bi zalijepili ili deformirali.
Odabir proizvođača opeke za peć
Tržište ove vrste građevinskog materijala izuzetno je zasićeno proizvodima domaćih i stranih tvrtki. U ovom segmentu naširoko su zastupljeni proizvodi koje proizvode poduzeća iz Rusije, Bjelorusije i baltičkih republika.
Vitebska tvornica opeke trgovina №1.
Keramičke opeke ovog proizvođača zadovoljavaju zahtjeve za materijal za peći u smislu stupnja gustoće. Otpornost proizvoda na mraz je izuzetno niska. Stupanj gustoće 180 - 200. Opeka se može koristiti za oblaganje peći i dimnjaka, neprikladna je za druge elemente. Možemo reći da je ovo jedan od najčešćih, danas, materijala za izgradnju peći. Ne može se koristiti za polaganje ložišta i prvog dimnjaka peći. Potrebno je obložiti peć i prvi dimnjak vatrostalnom šamotnom opekom.
Uz stalni izravan kontakt s vatrom, ova se cigla dovoljno brzo urušava. Budući da proizvodi imaju nisku otpornost na mraz, upotreba ove opeke za polaganje vanjskih zidova cijevi dimnjaka također je isključena. Prednosti ovog materijala uključuju činjenicu da je to jedna od najproračunskih mogućnosti i, s obzirom na sve nijanse, sasvim je moguće koristiti ga za polaganje peći. Ima 2 radne površine. Općenito, kvaliteta ove opeke može se opisati kao zadovoljavajuća.
LODE.
Cigle LODE proizvode se na Baltiku. Keramička opeka ima visoku ocjenu gustoće - 500 i otpornost na mraz. Proizvod se koristi za oblaganje vanjskih površina peći i dimnjaka. Opeka ove marke ima različite oblike i često se koristi za stvaranje svih vrsta ukrasnih elemenata peći. Prema svojoj glavnoj namjeni, to je okrenuta opeka.
Tvornica opeke Borovichi.
Proizvodi tvornice opeke Borovichi koja se nalazi u regiji Novgorod. Masovna proizvodnja proizvoda započela je 2011. godine, stručnjaci ocjenjuju njezinu kvalitetu dobrom.Stupanj gustoće keramičke opeke M-250, pokazatelji otpornosti na mraz na razini F25. Uočena su značajna odstupanja proizvoda od veličina utvrđenih standardima, do 10 - 12 mm u jednoj šarži. To se mora uzeti u obzir pri polaganju peći i najbolje je uzeti malo više opeke nego što je potrebno. Nadalje, sve ovisi o profesionalnosti peći i njegovoj sposobnosti odabira potrebnih proizvoda. Opeka ima zaobljene gornje i donje rubove i 3 radne površine.
Vatrostalne ili šamotne opeke ruske proizvodnje.
Kvaliteta proizvoda uvelike varira, u rasponu od potpunog braka do sasvim pristojnih proizvoda. Šamotna opeka ima ujednačenu krem boju i veliku gustoću, oblik je pravilan pod pravim kutom. Kao što smo već ranije saznali, ova je opeka neophodna za oblaganje komore za izgaranje klasičnih peći, ognjišta i kamina. No, prilično je teško ovdje izdvojiti određene proizvođače.
Odgovor na pitanje koja je cigla najbolja za peć obično odlučuje kupac u dogovoru s majstorom. Uzima u obzir nekoliko čimbenika, među kojima su glavni usklađenost sa zahtjevima standarda i cijena. Operativna svojstva konstrukcije ovise o pravilnom izboru vatrostalnih opeka, ušteda na štetu kvalitete je skupa.
Značajke pečenja opeke
- Kako izgleda proces izrade opeke?
- Praktični savjeti
- Tehnologija proizvodnje opeke
- Kako utvrditi neprikladnost cigle?
Zašto vam je potrebno pečenje opekom? Graditeljstvo je jedan od najstarijih zanata. Od davnina su ljudi gradili vlastite domove. U početku su se za to koristile grane i lišće, a zatim glina. S razvojem čovječanstva, građevinski materijal se promijenio. Cigla je danas vrlo popularna.









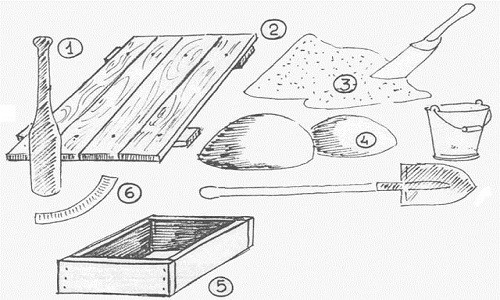
Materijali i alati za izradu opeke: 1 - tučak (tolkun); 2 - podovi; 3 - pijesak s mjericom; 4 - glina s lopatom; 5 - stvoreno; 6 - nosač ili strugač.
Takav je materijal relevantan za stanovnike ruralnih područja, a oni se sami bave njegovom proizvodnjom. Najjednostavnija tehnologija za njegovu proizvodnju zahtijeva glinu i dodatne komponente. Rezultirajući oblici se osuše, a zatim slijedi postupak pečenja opeke. Odmah treba reći da ovaj rad zahtijeva kontrolu temperature tijekom posljednjeg pečenja. Inače, glina neće stvoriti kvalitetan materijal.
Uređaj za serijsku peć
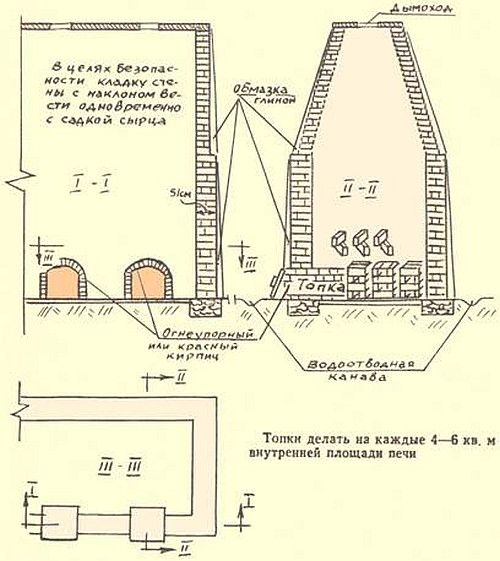
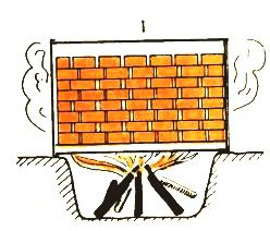
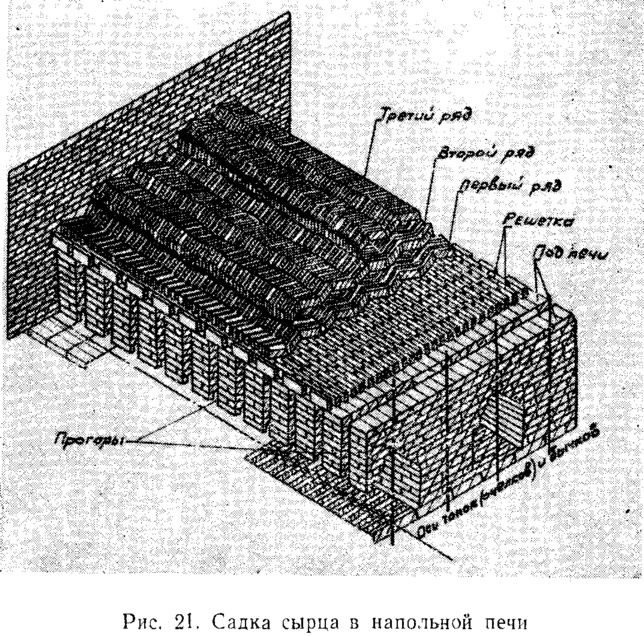
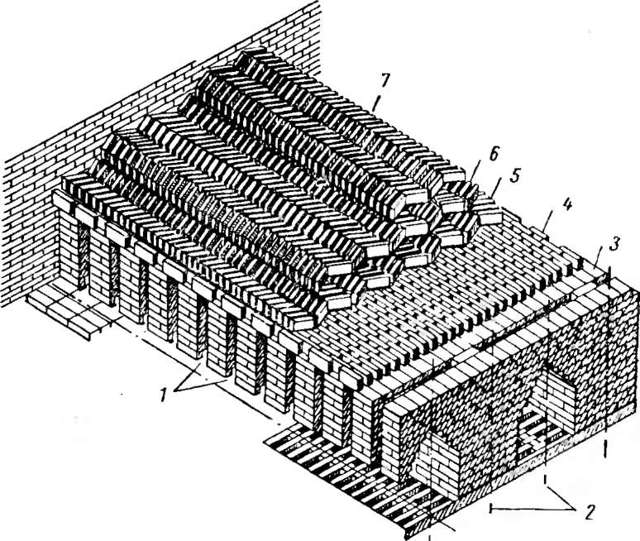
Mjesto za peć odabire se, ako je moguće, na povišenom mjestu, nedostupnom sedimentnim i podzemnim vodama. Čisti se od vegetacijskog sloja, nakon čega se bave horizontalnim planiranjem i nabijanjem. Najmanja peć projektirana je s kapacitetom od 1500 kom. Gotovi proizvodi. Njegova širina - 1,6 m, duljina - 2 m, visina slaganja - od 160 do 185 cm. Zidovi peći podignuti su od sirove opeke debljine jedne cigle.
Preklapanje je izgrađeno na metalnom okviru, ako svaki red cigle svoda leži na dvije čelične trake ili šipke, koje se montiraju zavarivanjem, tvoreći okvir. Iznad polaganja opeke svod u sredini trebao bi imati visinu od najmanje 35 cm. Ložište ili ognjište je prolazni hodnik širine 50 cm i visine 40 cm. Cijelom dužinom koraci se izvode na visini od 25 cm. cm na oba zida. Zatim se zrna tamo stavljaju s gorivom od ugljena.
Kad koristite ogrjevno drvo kao gorivo, rešetke ne moraju biti ugrađene. U ložištu su predviđena i mala kvadratna vrata 40 × 40 cm. Svod je opremljen dimnim kanalima presjeka 25 × 28 cm. Za niskokalorično gorivo (treset, mrki ugljen), rupe 25 × 15 cm imaju poklopce za opskrbu gorivom. Dimnjak od opeke podignut je do 5 m visine s unutarnjim presjekom 40 × 40 cm.
Instalira se u blizini peći, iza nje, spojen na dimni kanal. Nalazi se u stražnjoj stjenci. Na sredini zida ostavljaju se rupe za razgledanje, nakon toga se postavljaju opekom, prekrivene glinom.Za polaganje bočnih i stražnjih zidova, svoda, cijevi, uglova prednje stijenke upotrijebite tradicionalni glineno-pješčani mort. Bez žbuke polaže se dio prednje stijenke koja će se rastaviti za rezanje kaveza.
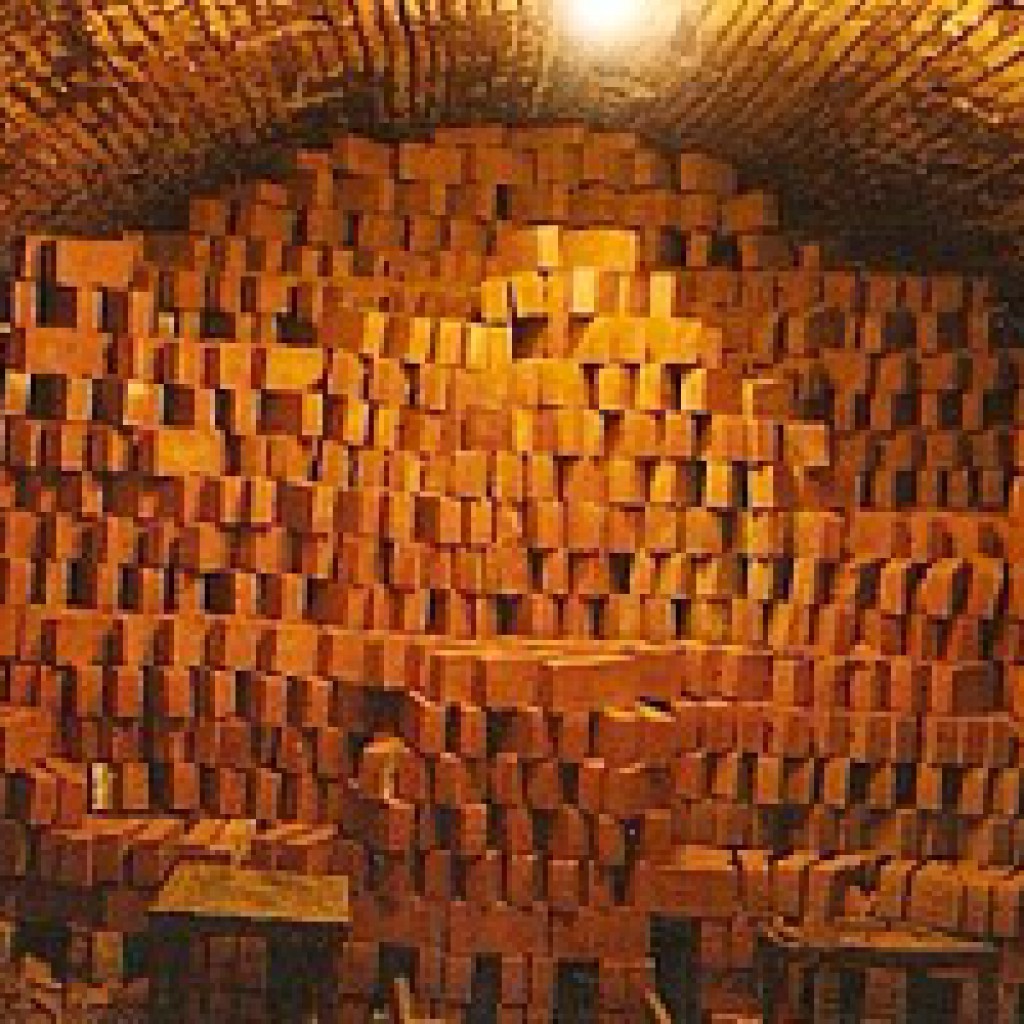
Princip punjenja u tunelskim pećima

utovar opeke u tunelske peći
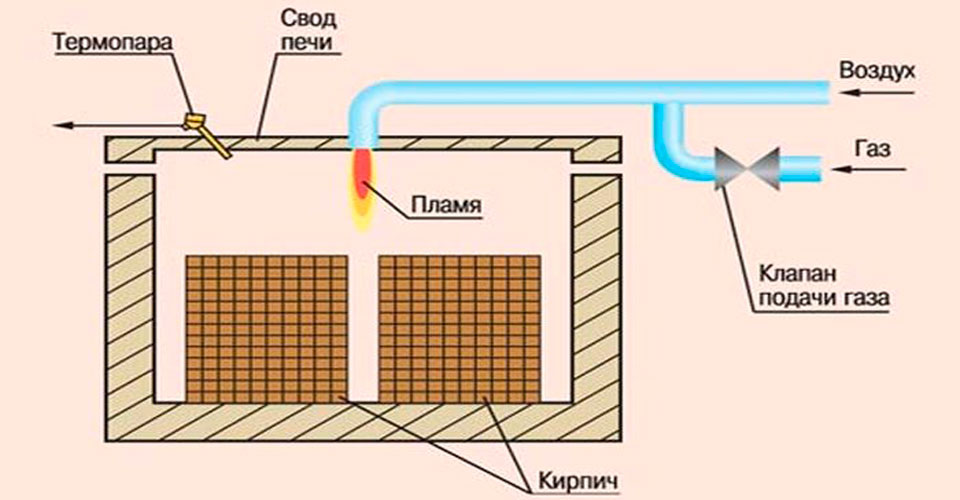
Da biste stvorili plinske pećnice za pečenje opeke, trebate
izračunati određeni broj proizvoda u potrebnom vremenu. U osnovi u takvim pećima postoji velika komora u koju se stavljaju sirovine. Ove komore su poput tunela, a u sredini se nalazi element za njihovo zagrijavanje. Zahvaljujući tim uređajima, cijeli sustav počinje raditi. Svaki od njih podijeljen je u odjeljke koji imaju određenu temperaturu tijekom proizvodnje opeke.
Shema peći za opeku razlikuje se od same konstrukcije koja u svakom odjeljku ima posebne potiske. Oni pak ne mogu raditi bez kolica, a za njihovo kretanje moraju se postaviti tračnice. Za ubrzanje procesa rada potrebno je sve automatizirati, to će značajno uštedjeti financijska ulaganja, a to je i njegovana želja svakog poduzetnika koji se odlučio pokrenuti ovu proizvodnju.
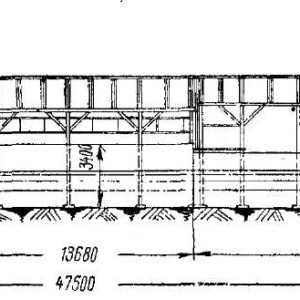
dijagram tunelske peći
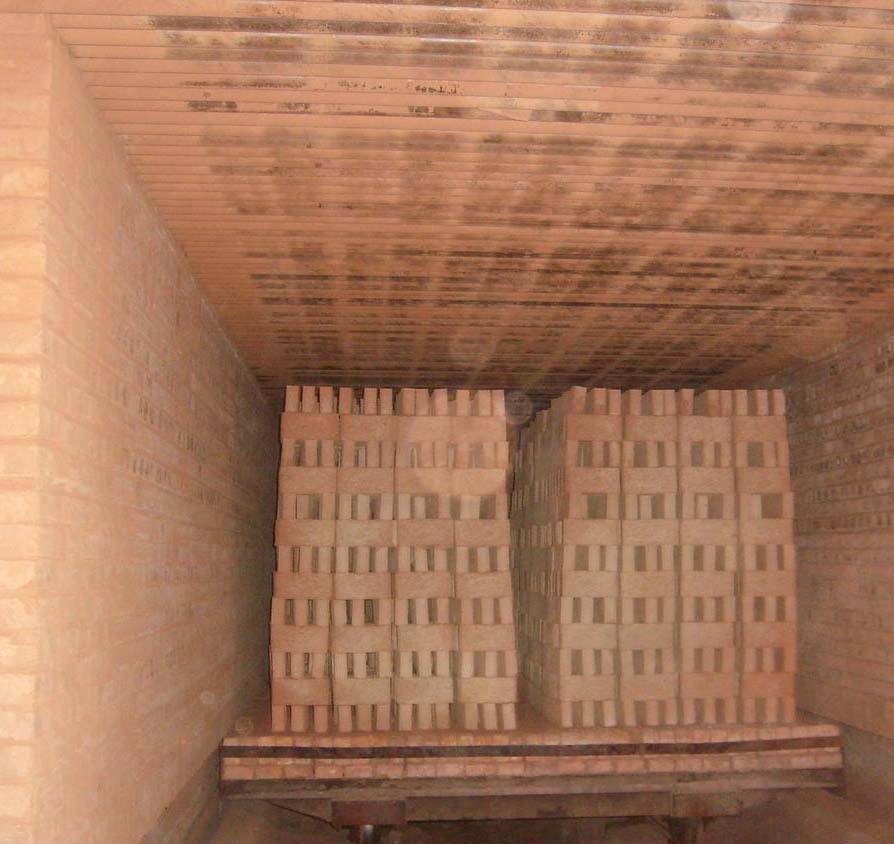
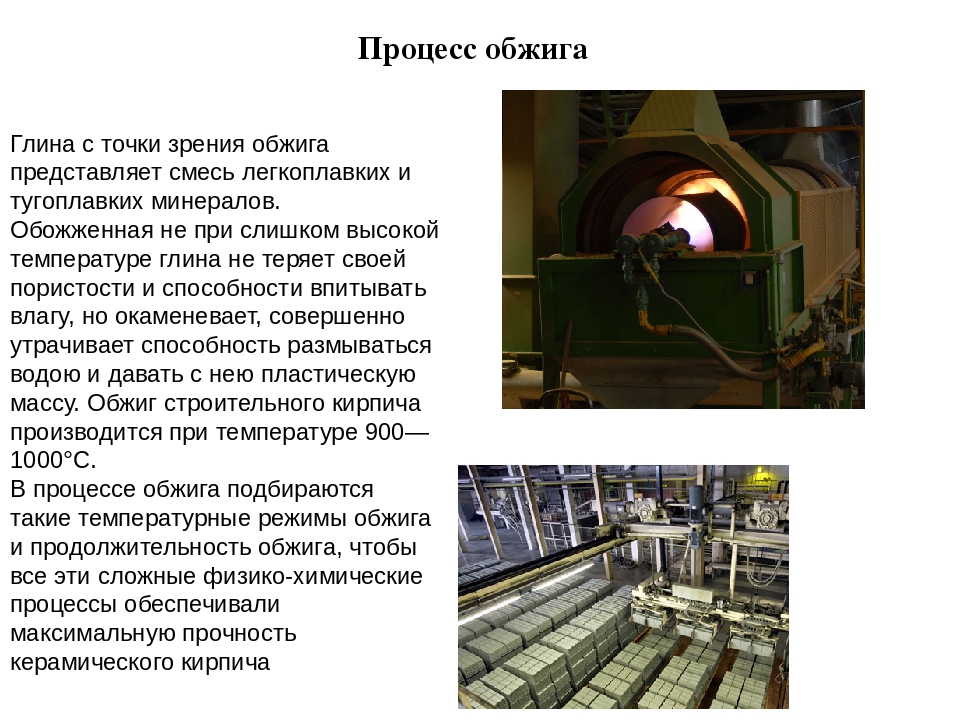
Da biste dizajnirali tunelsku peć za pečenje opeke, morate se obratiti stručnjaku za crtež, jer može imati različite oblike. U trenutku kad se cigla utovari, ona je siva, a kad ode, postaje narančasta, što se može vidjeti na građevinskim tržnicama i tržnicama. U procesu proizvodnje proizvoda peć radi po određenom principu:
- Prva kolica, koja imaju paletu, natovarena su sirovom opekom u nekoliko redova. Prilikom utovara morate paziti na visinu. Ne smije biti više od 1 m, ako se ovaj prag premaši, cigla će postati neispravna:
- Kako bi peć za tunelsku opeku radila, moraju biti uključeni automatski uređaji i potiskivači. Kolica se aktiviraju puna materijala. Čim se zabije u peć, sirove cigle padaju u 1. komoru. Neupućena osoba može postaviti pitanje: "Kako staviti cigle na kolica tako da nakon zahvata dobiju određeni oblik?":
- Sljedeći korak u konvencionalnoj tehnologiji je srednje sušenje sirovog proizvoda. Raspored peći za opeku kod kuće potpuno je drugačiji od proizvodnog pogona.
dizajn tunelske peći
Postupnim zagrijavanjem peći sva vlaga izlazi iz opeke, a ako se ovaj građevinski materijal utovari u vruću peć, jednostavno će se rasprsnuti ili deformirati. Stoga je potrebno biti pažljiviji prema količini rada.






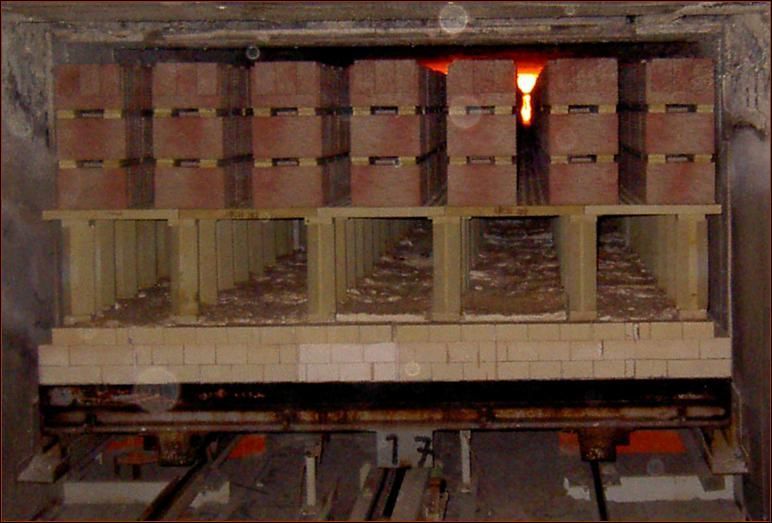
- Kako bi se sirovina postupno premještala, komorne peći se koriste za pečenje opeke. Kad se cigla približi komori, tamošnja temperatura već doseže oko 900 stupnjeva Celzijusa, a možda čak i više. Svaki materijal je u ovom odjelu određeno vrijeme. Nakon isteka dodijeljenog roka stiže još jedna serija, a ova prelazi na sljedeću fazu obrade. Ako uvedemo takvu strukturu tunela u poduzeće, tada se u kratkom vremenskom razdoblju može postići vrlo dobar rezultat.
- Sljedeći korak u projektiranju peći za opeku uključuje povezivanje svih čestica proizvoda. Kad vlaga koja se nalazi između kristala potpuno ispari, tada je sirovina donekle slična keramici. Najzanimljivije je to što se keramika izrađuje na potpuno isti način.
- na ovom općenito pečenje završava i budući građevinski materijal prelazi u sljedeću komoru radi hlađenja. Ovaj proces također treba biti postupan, a ne nagao. U međuvremenu, automatski transporter nastavlja s radom i gotovo gotov građevinski materijal završava na posljednjem odjeljku. Prije prodaje proizvod se skladišti u pokretnoj tunelskoj peći za pečenje opeke u zadnjem odjeljku, koja se čuva na najnižoj temperaturi.
- U posljednjoj fazi, gurači takoreći guraju kolica, a cigla se konačno hladi bez fizičkih ili mehaničkih smetnji, kao i bez oštre temperaturne razlike. Nakon što se ohladi, transportira se u skladište.
Mini peć za opeku je najmobilnija i automatizirana konstrukcija za proizvodnju ovog proizvoda. Ne može se usporediti s rezultatima tuneliranja, jer su svi radovi izgrađeni na cjevovodnoj metodi. Naravno, u takvo poduzeće morate uložiti značajna sredstva, ali s takvom opremom koja može proizvesti ogromnu količinu proizvoda, svi će se troškovi brzo isplatiti.
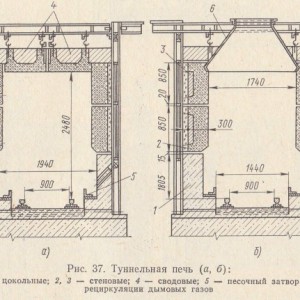
Tunelska pećnica
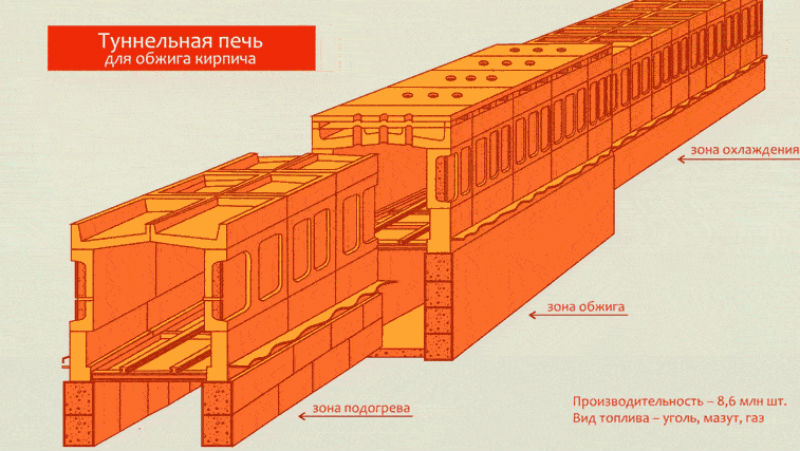
Većina tvornica opeke koje proizvode pojedinačne čvrste opeke i keramičko kamenje opremljene su pećima ove vrste. Predstavljaju tunel kroz koji se kreću kolica ili transportna traka sa sirovinama. Njihov radni prostor može imati jedan ili dva kanala smještena u ravnoj liniji ili zatvorenog prstenastog oblika.

Princip rada
Za razliku od prstenastih biljaka, ovdje se sve događa obrnuto: materijal se kreće kroz preostale stacionarne, jasno ograničene zone zagrijavanja, žarenja i hlađenja. Materijal se seli uzastopno iz zone u zonu. U takvoj peći postoji samo jedan ulaz i jedno područje za ispuštanje. Nalaze se na suprotnim krajevima tunela i opremljeni su mehanizmima koji hermetički zatvaraju unutarnji prostor peći tijekom utovara i istovara materijala. Brtvljenje se događa automatski, čime se izbjegava prekomjerna potrošnja rashladne tekućine. Prostor iznad poda, ispod transportera ili dna kolica također se ne zagrijava jer je ograđen pješčanim vratima.
Prirodni plin se koristi kao nosač topline. Ponekad se modificiraju da rade na lož ulje, dizelsko gorivo, lož ulje i električnu energiju. Moguća je kombinacija opcija.
Pećnica radi non -stop. Plinski plamenici usmjeravaju paljenje gorućeg plina na masu opeke izravno (u otvorenim pećima) ili kroz zaštitne rešetke (u pećima za prigušivanje). Ventilatori i hvatači dima ugrađeni su duž cijelog kanala koji usmjerava potrebnu količinu zagrijanog zraka i dimnih plinova u potrebne zone peći kroz posebne kanale za cirkulaciju. Ovi uređaji rade neovisno jedan o drugom i operater ih daljinski kontrolira. Peć učitavaju ručno radnici, a istovar je mehaniziran.
Tehnologija pečenja maksimalno je automatizirana. Posebni računalni programi uz pomoć brojnih senzora prate tehnološki proces i daju upravljačke naredbe:
- temperaturni režim u svim zonama.
- tlak zraka.
- brzina kolica.
Izbor načina rada peći vrši se automatski i ovisi o početnim parametrima sirove opeke (vrsta, oblik, veličina, razina vlage, vrsta opterećenja). Kontroler pohranjuje sve moguće načine u memoriju i odabire najoptimalniji. Kontrola kvalitete gotovih proizvoda također je automatizirana. Trajanje tehnološkog ciklusa za krute proizvode je od 36 do 40 sati, šuplje kamenje je spremno za jedan dan.
Prednosti i nedostatci
Najvažnija prednost tunelskih instalacija je mogućnost minimiziranja ručnog rada i automatiziranja procesa upravljanja. Svi radnici koji utovaruju peć i istovaraju proizvod drže se podalje od najtoplijeg područja pečenja. Rade u dobrim sanitarno -higijenskim uvjetima (prihvatljiva temperatura zraka, dobro osvjetljenje). Automatizirani sustav upravljanja omogućuje vam podešavanje jedinice za proizvodnju najkvalitetnijih proizvoda.
Nedostaci tunelskih peći:
- rade uglavnom na skupim nosačima topline.
- velike temperaturne razlike u susjednim zonama, prijeteći pojavom materijalnih nedostataka.
- onečišćenje proizvoda pepelom pri uporabi ugljena u pećima otvorenog tipa.
- visoki troškovi neke proizvodne opreme (zaštitne čaure, zračne ploče) i sustava za automatizaciju.
- brzi kvar njihovih voznih sredstava.
Dobre cigle mogu se dobiti u bilo kojoj od ovih vrsta peći. U prstenastim pogonima visoka kvaliteta proizvoda osigurana je napornim radom i vještinom plamenika, ručnim doziranjem goriva i prilagođavanjem procesa po želji. U modernijim tunelskim konstrukcijama čak ni savršena automatizacija često ne može zaštititi robu od deformacija, pukotina i nepoštivanja navedenih parametara. Prilikom odabira opeke, ne biste trebali puno paziti na način pečenja. Samo bolje pogledajte materijal.
Tehnički parametri opeke
Veličina i oblik opeke
Jedno od nepromjenjivih pravila za izgradnju peći je točnost dizajna. Većina projekata dizajnirana je za određene veličine opeke. Stoga je od koje je opeke bolje postaviti peć, pitanje je vrlo važno.
Planovi opeke obično ne pokazuju samo broj jedinica opeke, već i njegove dimenzije. Vjeruje se da standardne dimenzije opeke odgovaraju dimenzijama jedne vrste - duljina 250 mm, širina - 120 mm i visine 65 mm... Smatra se da je to "zlatni standard". Istina, vrijedno je napomenuti da su to dimenzije utvrđene sovjetskim standardom. Danas se, osim ove tradicionalne veličine, za polaganje peći koriste i druge veličine:
- "Euro standard" - s istom duljinom i visinom kao normalni standard, njegova širina je 85 mm (često se označava 0,7 NF);
- Zgusnuta opeka (KU) - razlikuje se od uobičajenog formata po visini, iznosi 88 mm (oznaka 1,4 NF);
- Pojedinačna modularna opeka (KM) - duljina je 288 mm, širina 138 mm, visina 65 mm (oznaka 1,3 NF);
- Zadebljana opeka s vodoravnim prazninama (KUG) ima dimenzije zadebljane opeke 250x120x88 mm (označena 1,4 NF).
Postoji još jedna specifična opeka za polaganje peći - modul peći, njegove dimenzije su 230 mm x 125 mm x 65 mm. Unatoč činjenici da se ovaj standard smatra zastarjelim, mnogi uspješni projekti peći imaju sheme dizajnirane posebno za ovu veličinu. Popularnost ovog standarda za peć je takva da mnogi proizvođači vatrostalnih opeka za pojedinačne peći i dalje proizvode cigle s dimenzijama za modul peći - 230x114x40 ili 230x114x65 mm.
Postoji i specifična vrsta opeke - klinasta ili lučna za raspored lukova peći i lukova obloge. Njegova posebnost leži u činjenici da dimenzije označavaju i široku stranu i suženu, na primjer, 230x114x65 / 45 mm.







Keramičke opeke za pećnicu koje se koriste u dekorativne svrhe mogu imati različite oblike. Na primjer, imaju zaobljene uglove, ispupčene ili konkavne strane i imaju sjajnu površinu. Korištenje ove vrste materijala nužno mora biti naznačeno u uobičajenoj shemi zidane pećnice.
Čvrstoća opeke
Druga točka na koju morate obratiti pozornost pri odabiru opeke za polaganje pećnica je snaga marke. Ova karakteristika pokazuje kakvo opterećenje opeka može izdržati bez pokazivanja znakova deformacije. Oznaka je obično označena slovnom oznakom "M" i brojkom koja odgovara krajnjem opterećenju izraženom u kilogramima / četvornom centimetru
Dakle, oznaka M150 dopuštena je za izradu većine dizajna peći. M 200 je pogodan za izgradnju peći za grijanje dva kata. No viši stupnjevi, na primjer M-300 ili M-500, obično se ne koriste za izgradnju peći. Činjenica je da se za stvaranje materijala ove gustoće koriste posebni kemijski aditivi, pa pri zagrijavanju takav materijal djelomično gubi svoja svojstva, što negativno utječe na stanje strukture.
Otpornost na mraz, toplinska vodljivost i higroskopnost
Otpornost opeke na mraz osobito je važna za izgradnju peći u kućama u kojima se ne planira stalni boravak po hladnom vremenu.Obično se označava slovom F, uz koje je naznačen minimalni broj ciklusa smrzavanja i odmrzavanja bez gubitka čvrstoće i početka procesa mehaničkog uništenja
Ovaj je pokazatelj važan za takve konstrukcijske elemente kao što su baza i glava dimnjaka.
Prilikom odabira opeke za zidanje, vrijedi obratiti pozornost na takav pokazatelj kao toplinska vodljivost - sposobnost materijala da zadrži toplinu
To je osobito važno za polaganje zidova ložišta i dimnjaka. U te se svrhe uzima materijal s pokazateljima od najmanje 0,61 W / m × ° C
U tu se svrhu uzima materijal s pokazateljima od najmanje 0,61 W / m × ° C.
Ali što se tiče higroskopnosti, tada bi materijal trebao biti odabran s najnižim pokazateljem. Što je koeficijent manji, cigla manje apsorbira vlagu. Za podnožje i dimnjak ovo je vrlo važan pokazatelj kvalitete opeke, budući da su upravo ti dijelovi konstrukcije najosjetljiviji na vlagu.
Gori
Peć se grije slamom, grmljem, a zatim drvom.
Prva faza je sušenje. Ovo je najkritičnija faza.
Zagrijavanje treba raditi lagano, koristeći niskokalorično gorivo (drvni otpad), sve dok se opeka ne riješi unutarnje vlage. Prisutnost vlage u opeci određena je prisutnošću kondenzacije u gornjim redovima.





Sušenje se može smatrati dovršenim ako se željezna igla spuštena u pećnicu na nekoliko minuta ne zamagli. S određenim iskustvom, prisutnost vlage može se odrediti rukom stavljanjem dlana na izlazeće plinove.
Proces sušenja obično traje do 12 sati.
Nakon što se ustanovi da je zaostala vlaga uklonjena, vatra se postupno pojačava, dovodeći ciglu u tamnocrvenu boju (promatrajući svod). Zagrijavanje traje do 9 sati, a zatim prebacite na jaku vatru dok vatra ne nestane.
 Povećanje topline proizvedeno je samo povećanjem opskrbe gorivom. Ako iz bilo kojeg razloga plamen počne izbacivati s bilo kojeg mjesta, ovo mjesto odmah je prekriveno zemljom.
Povećanje topline proizvedeno je samo povećanjem opskrbe gorivom. Ako iz bilo kojeg razloga plamen počne izbacivati s bilo kojeg mjesta, ovo mjesto odmah je prekriveno zemljom.
Kad se pojavi požar u gornjem dijelu peći (900-950 ° C) - gornji redovi su svijetlocrveni, a donji žuti, peć se "stavlja na hlađenje". Da biste to učinili, rupa u peći postavlja se opekom i premazuje glinom, a suha zemlja, prašina od opeke ili suhi pijesak izlijevaju se na vrh peći u sloju od 10-15 cm.
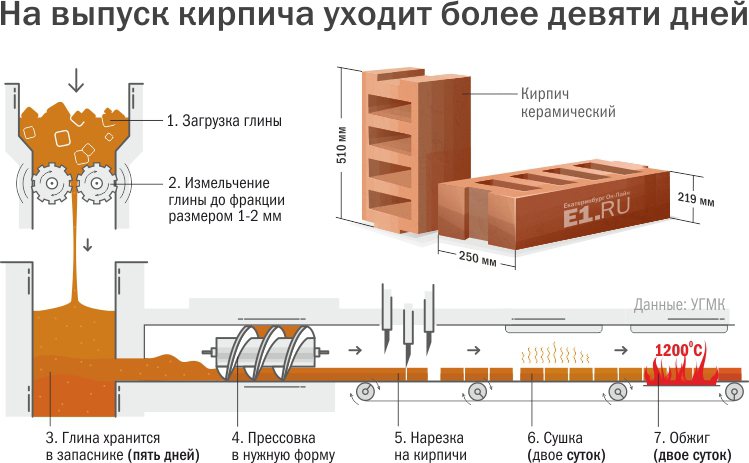
Režim temperature pečenja karakteriziraju četiri faze:
- Sušenje: temperatura 20-90 ° C, vrijeme 10-13 sati.
- Grijanje: temperatura 90-600 ° S; vrijeme 8-10 sati.
- Pečenje: temperatura 600-1000 ° C; vrijeme 10-12 sati.
- Hlađenje: temperatura 1000-50 ° C; vrijeme 7-10 sati.
Kontrola temperature pečenja u peći vrši se vizualno bojom svoda:
- Tamnocrvena, vidljiva u mraku - 450-500 ° C.
- Tamnocrvena - 600-650 ° C.
- Trešnja crvena - 700 ° C.
- Svijetlocrvena - 850 ° C.
- Žuta - 950-1000 ° C.
- Bijela - 1200 ° C - GORI!
Prije toga, radi dobivanja visokokvalitetne opeke, peć je držana zatvorena do tjedan dana i tek se tada počela hladiti. To je dalo izvrsne rezultate jer je ublažavanje toplinskog naprezanja bilo vrlo sporo.
U praksi je dovoljno izdržati 7-10 sati.
Hlađenje peći počinje probijanjem male rupe u ložištu - veličine kokošjeg jajeta, nakon sat vremena rupa se udvostručuje, nakon još jednog sata - već četiri puta. Tako nakon 6 sati možete otvoriti vrata peći i pričekati da se peć potpuno ohladi.
Nakon hlađenja, prednja stijenka peći se rastavlja i punjenje se reže, počevši od gornjih redova. Nakon rastavljanja, razvrstavanja i odbacivanja, visokokvalitetne cigle slažu se jedna uz drugu.
Nepaljeni se presavijaju odvojeno i ubuduće se koriste u nekritičnim strukturama za pregrade ili u gornjim redovima zidanja.
Vizualno određivanje kvalitete opeke. Razlozi za brak.
Pravilno pečena opeka ima jednoličnu narančasto-crvenu boju. Pravilnog je oblika s ravnim rubovima i glatkim površinama. Proizvodi jasan zvuk kada se udari metalnim čekićem.
Nepaljena - ima svjetliju boju, neujednačena na prijelomu. Prilikom udarca emitira tup zvuk (razlog je nedovoljna temperatura ili vrijeme pečenja).
Opečena - ima tamno sivu ili plavo -crnu boju, često s tragovima topljenja na površini. Proizvodi visoki ton pri udarcu. Nastaje na pretjerano visokoj temperaturi pečenja.
Oštećenja na uglovima i rubovima proizvoda posljedica su neopreznog rukovanja, transporta ili nemarnog polaganja proizvoda u pećnicu. Deformacija proizvoda - nedovoljno sušenje prije stavljanja u pećnicu
Deformacija proizvoda - nedovoljno sušenje prije stavljanja u pećnicu.
Kad se pećnica zagrije ili prebrzo ohladi, nastaju male pukotine.
O tome kako odrediti kvalitetu gline za izradu sirovina pročitajte ovdje.
Velike pukotine i pucanje proizvoda rezultat su pogrešnog omjera gline i pijeska, loše kvalitete gline, kršenja režima sušenja i pečenja.
Crna opeka dobiva se zbog nedostatka zraka ili zbog slabe cirkulacije u pećnici.
Bijele mrlje na gotovom proizvodu posljedica su nepravilnog sušenja (sušenja).