Mogući problemi i rješenja
Prilikom korištenja pigmenata u prahu mogu nastati različite poteškoće. Tehnolozi vjeruju da je glavni razlog problema s prahom nedovoljno uzemljenje površine pripremljene za bojanje. Kako biste izbjegli poteškoće s uzemljenjem, preporuča se provjeriti unaprijed. Indikator otpora ne smije prelaziti 4 ohma.
Nekvalitetno uzemljenje dovodi do sljedećih posljedica:
- Pogoršanje kvalitete mulja, smanjenje produktivnosti slikarskih radova.
- Nebojanje zona, izazivanje braka.
- Povećani gubitak praha dovodi do prekomjerne potrošnje.
- Pogoršanje kvalitete formiranog sloja, dobivanje učinka "kore", što podrazumijeva prijenos metala, tendenciju razvoja pukotina.
- Bojanje ruku može izazvati strujni udar kod osobe.
Mnogi korisnici primjećuju da imaju problema s materijalom namijenjenim poslu. Sirova praškasta boja može se zgrudati, začepiti mlaznice i zaglaviti pogrešno. To dovodi do stvaranja neravnog sloja, obustave rada ili stvaranja odbačene zone.
Sirovi prah se mrvi ako se prekrše pravila skladištenja ili stvore uvjeti za kompresiju zraka loše kvalitete na početku rada. Da biste popravili situaciju, potrebno je promijeniti omjer kompresije zraka. Promjena tlaka zaustavit će propadanje materijala.
> Neuslikavanje unutarnjih kutova složenih dijelova konfiguracije - problem koji proizlazi iz pogrešnog položaja plamenika. Previše približavanje cijevi pištolja obrađenom kutu dovodi do ispuhavanja praha, stvaranja neobojenih područja i pojave praznina.
Kako slikati metal?
Pravi proizvod ključ je uspjeha, zbog čega je to ključni faktor pri radu s metalnim podlogama.
Svestrani materijali
Bojanje se može izvesti sa sljedećim uobičajenim vrstama proizvoda:
- Epoksid. Za proizvodnju takvih sastava koriste se silikonske smole koje su dopunjene učvršćivačem. Zbog velike toksičnosti koriste se samo za vanjske radove. Razlikuju se u složenosti primjene.
- Ulje. Tradicionalna verzija temeljena na organskim tvarima. Prije obrade takvim sastavom, metal je prethodno premazan zemljom. Zbog toksičnosti i oštrog mirisa, dijelove će biti moguće bojati samo uz dobru ventilaciju.
- Alkidni. Imaju stalnu potražnju u slučajevima kada je potrebno obraditi metalni proizvod. Pogodno za događaje u zatvorenom i na otvorenom. Ako je podloga dobro pripremljena i nema problema, tada se sastav može nanositi bez prethodnog premazivanja.
- Akril. Moderna verzija na bazi polimera. Netoksičnost i jednostavnost nanošenja osiguravaju popularnost materijala. Sastav je pogodan za bojanje metalnih površina, podložan pažljivoj pripremi.
- Guma. Pogodno za vanjsku uporabu, izvrsno za krovove ili područja izložena atmosferskim oborinama.
 Gumena boja za metal često se koristi za završnu obradu pocinčanih krovova
Gumena boja za metal često se koristi za završnu obradu pocinčanih krovova
Ova se rješenja smatraju klasičnim i koriste se posvuda. Metoda bojenja u prahu vrijedi zasebnu cijenu. Složen je po tome što zahtijeva uporabu posebne opreme i alata.
Specijalizirane opcije
Da bi se osigurala pouzdanost i trajnost, u nekim slučajevima potrebni su posebni materijali:
- Spojevi korišteni u prisutnosti hrđe. Oni su epoksidna sorta s posebnim aditivima. Oni stvaraju pouzdan film, sprječavajući daljnje propadanje.Nanose se izravno na zahrđala područja bez prethodne obrade podloge.
- Za sprječavanje korozije. Takvi materijali daju površini dodatnu zaštitu od vlage i kisika, odnosno ne dopuštaju hrđanje dijelova.
- Spojevi čekića. Tvore zanimljiv ukrasni premaz koji podsjeća na tragove više udaraca čekićem. Imaju dobru stabilnost. Za proizvodnju se koriste različite opcije baze: epoksidna, akrilna, alkidna.
- Primer-emajl. Svestrani proizvod koji kombinira temeljni premaz, zaštitu od korozije i boju.
- Kovačke smjese. U njihovoj proizvodnji sudjeluju polimerni spojevi, što premazima daje izvrsnu otpornost na trošenje. Pokazuje dobro prianjanje.
- Nitro boja. Prodaje se u kantama za prskanje. Posjeduje visoku toksičnost.
Postoje i druge vrste mješavina boja - lak i emajl, koje se koriste u obradi pećnica i drugih sličnih proizvoda. To su materijali otporni na toplinu.
Potrošnja boje u prahu po 1m2
Slikanje se sastoji u nanošenju sredstva za bojenje u prahu na predmet koji se boji. Materijal se otapa pod utjecajem polimerizacije, zbog čega je u stanju ravnomjerno prekriti obojeni predmet.
Boja u prahu nanosi se samo jednom jer je njen sloj iste debljine kao 3 sloja bilo koje druge boje.
Njegova velika prednost je trajnost - obojani objekt prima maksimalnu zaštitu od vanjskih utjecaja kao što su promjene temperature, kemikalije, korozija i mehanička oštećenja.
Može se pronaći širok raspon mješavina boja u prahu, uključujući poliesterske epoksidne i poliesterske boje. Prilikom odabira vrijedi se posavjetovati sa stručnjakom koji može odabrati količinu i sastav u skladu s potrebama.









Vrijedno je odabrati praškasti premaz jer svojim svojstvima nadilazi tradicionalne boje. Praškasti premaz pogodan je za slikanje malih metalnih predmeta kao što su:
Podaci o potrošnji praškaste boje.
- Gates;
- ljestve;
- ograde;
- pribor i auto dijelovi;
- aluminijski naplatci;
- odbojnici za terenska vozila;
- okviri za bicikle;
- dijelovi automobila i karoserije automobila;
- Uređaji;
- kućišta električne opreme;
- stalci;
- radijatori;
- svjetiljke;
- fasadni elementi;
- oluci;
- prozorske klupčice;
- metalni vrtni namještaj.
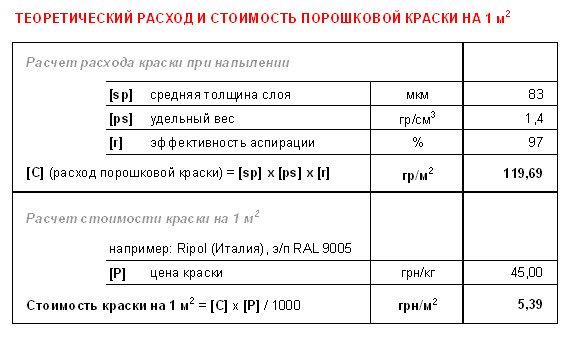
Prosječna potrošnja varira unutar 140 grama po četvornom metru. No može se značajno razlikovati od izvornika pod utjecajem različitih čimbenika, uključujući veličinu i oblik površine, njezinu ujednačenost, način nanošenja i vrstu boje.
- Veličina. Prije svega, potrebno je izračunati površinu obojene površine. Ako je površina zakrivljena, protok se može povećati.
- Glatkoća je važan čimbenik pri izračunavanju potrošnje materijala. Što je površina glatkija, bit će potrebno manje boje. Stoga, prije bojanja proizvoda, mora se brusiti do sjaja.
- Način primjene. Stručnjaci savjetuju nanošenje boje pištoljem za raspršivanje. Ova metoda primjene omogućuje smanjenje količine upotrijebljenog materijala gotovo 2 puta.
- Raznolikost. Potrošnja ovisi o vrsti boje. Proizvođači navode potrošnju i težinu pripravka za bojanje na spremniku u kojem se boja nalazi. Poštujete li sva pravila pri slikanju predmeta, potrošnja će se malo razlikovati od one koju je proizvođač naveo na pakiranju.
4 Kako slikati pocinčani lim - primijenjene tehnologije
Sada možete pocinčano bojati sljedećim metodama:
- pneumatsko slikanje;
- kombinirano;
- elektrostatički;
- bez zraka.
Pneumatska metoda uključuje uporabu posebnog pneumatskog pištolja za raspršivanje koji za svoj rad koristi komprimirani zrak.Odaberete li ispravnu brzinu opskrbe bojama, oblik gorionika, omjer brzine zraka i protoka sastava za bojanje, možete postići idealnu površinu. Ali ne uvijek čak ni iskusni stručnjak može ispravno uzeti u obzir sve ove čimbenike. Osim toga, pneumatska metoda se smatra jeftinom i nije ekološki prihvatljiva, budući da se prilikom prskanja boje stvara gusta magla boje i laka.
Prilikom rada s praškastom bojom
Nakon prolaska kroz opremu za premazivanje prahom, proizvodi dobivaju izvrsna dekorativna i antikorozivna svojstva. Ušteda materijala ovdje je gotovo 100% (boja koja se nije slegla na površinu može se ponovno koristiti). Suvremene linije opreme za premazivanje prahom i dekorativnu završnu obradu metala potpuno su automatizirane.
Među prednostima praha u odnosu na emajle, primjećuje se veća čvrstoća premaza na mehanička naprezanja (za udarce - 100 kg / m, za savijanje - 4-6 mm). Također je vrijedno spomenuti povećano prianjanje (prianjanje praha na površinu - 500 kg / nm). Premaz poboljšava performanse proizvoda protiv korozije. Može podnijeti otopine lužina, kiselina i organskih otapala.
Predmeti obojeni praškastom bojom mogu raditi u rasponu od -60 ° C ... + 150 ° C. Debljina premaza može biti od 0,05 do 0,3 mm. Proizvedene boje ove vrste predstavljene su u svim bojama prema RAL kartici. Prema vrsti formiranja filma podijeljeni su u nekoliko glavnih skupina:
- epoksid;
- poliester;
- epoksidni poliester;
- poliamid.
Uz njihovu pomoć mogu se stvoriti sjajne i mat površine.
Rukovanje prahom je ekološki prihvatljivije jer ne ispušta pare tekućih otapala. Oprema za premazivanje prahom ne zahtijeva prethodno temeljno premazivanje proizvoda. Za nanošenje premaza dovoljno je jednom proći proizvod kroz liniju za bojanje.
Ova metoda osigurava proizvodnju sa 20-40% smanjenjem ukupne potrošnje energije. Proces bojenja postaje brži i manje radno intenzivan. Gotovo je potpuno siguran za osoblje i ne zahtijeva prostrane prostorije. Zaključak je očit: na mnogo je načina isplativije koristiti boje u prahu od tekućih boja.
Potrebni materijali i oprema
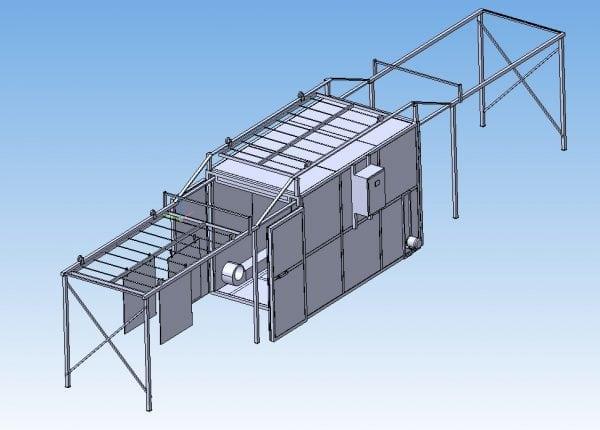
Dakle, dajmo detaljan opis tehnologije praškastog premazivanja metala. Da biste na njemu stvorili izdržljiv sloj raspršivača, trebat će vam:
- pećnica (komora) za polimerizaciju: možete je sami izraditi ili kupiti u specijaliziranoj trgovini;
- pištolj za raspršivanje: budući da takav uređaj puno košta, može se sastaviti i iz pretvarača koji se često koristi u upaljačima za plinske peći, napajanja i obične plastične boce;
- prirodno, sama boja.
Peći za sušenje bit će potrebno spojiti na izvor napona od 25 kW. U radu će proizvoditi 6 kW, dok će se zagrijati malo više - 12 kW. Za njegovu proizvodnju trebat će vam debeli lim za kućište, grijaći elementi, ventilator tangencijalnog tipa u kojem će se zračne mase kretati u jednom smjeru, kao i bilo koji negorivi toplinski izolator za kućište.
Grijaći elementi postavljeni su paralelno jedan na drugi na suprotnim zidovima peći. Glavni dio ventilatora montiran je izvan komore. Zavaren je na takav način da je izlaz uzak, a ulaz dovoljno širok. U pećnici za sušenje potrebno je napraviti i zasebnu komoru za prskanje. Za obradu velikih dijelova bolje je osigurati kolica željezničkog tipa.
Tehnike premazivanja prahom
Iako je metoda bojenja prahom poznata već duže vrijeme, njezin tehnički razvoj počeo je relativno nedavno. Tijekom tog vremena pojavilo se nekoliko načina provođenja procesa.










- Najpopularnije i najrasprostranjenije je elektrostatičko raspršivanje. Princip je da čestice praha stječu električni naboj pri prolasku kroz pištolj za raspršivanje.U tom slučaju tretirani premaz ostaje električno neutralan. Upravo ta razlika stvara električno polje, zbog čega se prah privlači na površinu i čvrsto drži. Ovo je prva faza slikanja. Nadalje, obrađeni dio stavlja se u posebnu pećnicu, gdje se zagrijava na temperaturi od oko 200 stupnjeva. Kratkotrajna izloženost topi gornji sloj i pouzdano se upija u bazu. Električni naboj postupno nestaje.
- Kompliciranija metoda smatra se metodom koja uključuje predgrijavanje. To jest, obojeni metalni proizvod zagrijava se na određenu temperaturu (pokazatelj se bira pojedinačno). Pištoljem za prskanje čestice boje u prahu nanose se na podlogu i tope. Daljnji koraci ne uključuju uvijek ponovno zagrijavanje i ovise o vrsti premaza koji se nanosi.
- Za treću opciju, pretežno se koristi termoplastični prah. U radu se koristi poseban alat za raspršivanje koji je opskrbljen komorom s gorućim propanom. Prethodno zagrijane čestice udaraju o površinu i tvore izdržljiv zaštitni sloj. Iako se ova tehnologija može koristiti za slikanje različitih materijala, njezino je širenje relativno malo.
Potražnja za prvom metodom slikanja objašnjava se činjenicom da ova opcija ima veći tehnološki razvoj. S drugim metodama sve je složenije: druga metoda zahtijeva pažljiv odabir temperature, a treća se pojavila relativno nedavno.
Bojenje kod kuće - tehnologija boje u prahu

Faze pripreme:

Čišćenje. Pogodna je svaka metoda potrebna za određeni slučaj:
- mehanički - s brusilicom, četkom, krpama ...;
- kemijska sredstva (otapalo, kiselina, lužina);
- za uklanjanje hrđe možete napraviti abrazivno čišćenje (u pjeskari) ili površinu obraditi posebnim sredstvom (sredstvo za čišćenje metala).

Grundiranje anorganskim bojama. Nanosi se konverzijski sloj - zaštita od vlage, zraka, onečišćenja ispod filma.

Pasivizacija. Proizvod se tretira s natrijevim spojem, kromovim 3 nitratom ili fosfatiranim, što sprječava sekundarnu oksidaciju metala.
Posljednji korak u pripremi za slikanje je ispiranje, sušenje i hlađenje dijela. Proizvod je pripremljen. Možete početi slikati.

U posebnoj komori za prskanje na obrađeni predmet nanosi se boja u prahu, koja mora biti uzemljena, za što se koristi elektrostatički pištolj (pištolj za raspršivanje). Dio mora biti postavljen tako da mu se može pristupiti sa svih strana. Zbog razlike u električnim nabojima, suhe čestice boje "lijepe se" za površinu obratka.

Sljedeća faza je pečenje i polimerizacija boje. Obojeni proizvod stavlja se u pećnicu. Tamo će se odvijati glavni proces - reflow i stvaranje sloja filma. Vrijeme obrade i temperatura ovise o sastavu boje. Oni su nužno naznačeni na pakiranju. Također se uzima u obzir materijal proizvoda za bojenje, u kojim će se uvjetima koristiti.

Zadnji trenutak - proizvod se mora potpuno ohladiti.

Kako slikati praškastom bojom
Nakon što je sva oprema sastavljena, kupljena i instalirana, možete sami bojati metalne dijelove.
Izbor boje
Boje u prahu dijele se u dvije kategorije:
- Termoplastika. Princip dobivanja premaza je da se prah nanosi na dio koji se peče. Samo temperatura utječe na stvoreni sloj. Ova skupina uključuje pripravke na bazi polivinil butilala, polimera, poliamida, polielifina.
- Termoreagiranje. Bit procesa je da fuziju prati određena kemijska reakcija. To vam omogućuje da dobijete površinu otpornu na bilo koji utjecaj.Mogućnosti za takve smjese: epoksid, poliester, epoksi-poliester, poliuretan.
Treba imati na umu da boja odabrane boje nije nijansirana.
 I termoplastični i termoreaktivni spojevi dostupni su u širokom rasponu boja
I termoplastični i termoreaktivni spojevi dostupni su u širokom rasponu boja
Tehnologija bojenja
Kućanski rad zahtijeva stvaranje određenih uvjeta. Svi su postupci podijeljeni u odjeljke kako bi se isključilo kršenje tehnologije slikanja zbog prašine i prljavštine.










Postupak:
U tijeku je obrada metala. Površina se temeljito čisti od starog sloja. Ako postoje tragovi pocrnjenja ili plavljenja, tada se premaz mora potpuno ukloniti.
Očišćeni dijelovi se odmašćuju i temeljito suše. Ako je potrebno, provodi se fosfatiranje. Područja koja se ne smiju bojati zatvorena su.
Prerađeni proizvod stavlja se u kabinu za prskanje i uzemljuje. Za to je obješen na ovjese. Udice ne bi trebale ometati ravnomjernu raspodjelu sastava.
Puškom se prah raspršuje po površini dijela
Mora se paziti, jer se pri dodiru sastav lako briše. Ako se to dogodi, potrebno je nanijeti novi sloj.
Za to je najbolje rješenje mobilni privitak.
Nakon obrade proizvod se stavlja u pećnicu. Odabran je željeni temperaturni način rada, proces zagrijavanja traje od 10 do 30 minuta. Da biste pravilno obojili proizvod, morate promatrati temperaturu za svaki sloj: ako se nanese temeljni premaz, tada je to oko 150-160 ° C, za osnovni premaz - 170-180 stupnjeva, a za glavni - više od 190 ° C. Naravno, pokazatelji ovise o materijalu i veličini dijela.
Nakon pečenja proizvod se izvadi iz pećnice. Za potpuno prianjanje boje preporučuje se pričekati dan.
Naravno, da bi se postigao optimalan rezultat, trebat će neko vrijeme da se pravilno postavi sva oprema i razvije jasan slijed tehnološkog procesa. No ako su ispunjeni svi uvjeti, rezultat će premašiti sva očekivanja.
Potrebna oprema
Kako se postupak samobojljenja praktički ne razlikuje od tvorničkog, potrebno je odabrati prikladno mjesto na kojem će se radovi izvoditi.
Kad se pronađu prostori, morate sastaviti i pripremiti potrebnu opremu:
- peć za polimerizaciju (sušenje);
- izvor stalnog napona (oko 25 kV);
- raspršivač boje u prahu (pištolj);
- LMB.
U radu točnost i malo iskustva neće ometati. Ali ako ga nema, nije važno, slijedeći upute, možete izbjeći većinu pogrešaka i dobiti prilično pristojan rezultat.

Izrada peći
Polimerizacija je važan korak u stvrdnjavanju boje u prahu. Ako se ova radna točka izostavi, lakiranje se neće lijepiti za metalne površine. Stoga je takva oprema poput peći - naziva se i polimerizacijska komora - prije svega neophodna. Ova je stvar skupa, pa je možete napraviti sami, od otpadnog materijala. Trebat će nam (komora za polimerizaciju imat će dimenzije 2x1x1 m):
- profilna cijev;
- nezapaljiva toplinska izolacija (bazaltna ploča);
- lim (može se naručiti po veličini);
- tangencijalni ventilator;
- Grijaći elementi.
Upute za sastavljanje pećnice sastoje se od sljedećih koraka:
- Zavarite okvir s profila.
- U to stavite izolaciju.
- Zašiti zidove limom. Izvana završite gipsanim vlaknima.
- Za konvekciju u komori, instalirajte tangencijalni ventilator, zavarite na uskom i širokom ulazu.
- Umetnite ventilator u komoru. Uzet će zrak s vrha, provući ga kroz grijaće elemente, izbaciti ga pri dnu, a zatim ga rasporediti po komori.
- Grijaće elemente instalirajte uz paralelne stijenke i spojite ih prema raspodjeli u faze.
- Zatvorite grijaće elemente, ostavljajući ventilator otvorenim, čiji bi glavni dio trebao biti smješten izvan komore (kako se ne bi rastopio namot).
- Ugradite električnu ploču.Istina, bolje je povjeriti ovaj posao stručnjaku.
Dobivena oprema - komora za polimerizaciju - imat će snagu od 12 kW za grijanje i 6 kW za rad.
Važno! Nosač energije u takvim pećnicama za sušenje praškaste boje može biti ne samo električna energija, već i prirodni plin i dizelsko gorivo.
Alat za slikanje - pištolj
Za nanošenje boje u prahu na proizvod potreban je poseban uređaj. Ovo je elektrostatički pištolj za raspršivanje ili tribostatski pištolj za prskanje u prahu. No, kupovina skupe opreme radi rijetke uporabe nije preporučljiva. Budući da se u našem slučaju sve ručno izrađuje kod kuće, takav se uređaj može napraviti za 10 minuta.Takv pištolj je jednostavan za upotrebu, jeftin i praktičan. Prijelaz s jedne boje na drugu traje nekoliko sekundi.










 Dizajn i oprema pištolja za bojenje u prahu
Dizajn i oprema pištolja za bojenje u prahu
Kako napraviti pištolj u boji u prahu:
- Uzmite običnu plastičnu bocu od 1,5 litre. Glavna stvar je da je suha i čista.
- Napunite ga 1/3 bojom u prahu, zategnite metalnim čepom.
- Izbušite male rupe u plutu. Što više rupa bude, aplikacija će biti bolja. S vanjske strane čepa ogolite sve ostatke nakon probijanja.
- Spojite pozitivnu žicu iz visokonaponskog izvora na utikač.
U tu svrhu potreban je pretvarač koji može napajati 25.000 volti istosmjerne struje. Koriste se u pištoljima za omamljivanje, upaljačima na plinske peći, bojlerima i bojlerima. Mogu raditi na baterije ili akumulatore, pretvarajući 3-6 volti u potrebnih 25 kV.
Budite oprezni pri radu s visokim naponom. Sklapanje pretvarača bolje je povjeriti kvalificiranom električaru.
Nakon svih manipulacija, dobivate prilično pristojan pištolj.
Male stvari bez kojih ne možete
Prije početka slikanja potrebno je paziti da se sve operacije odvijaju u idealnim uvjetima:
- Potrebno je veliko osvjetljenje. Koristite fluorescentne svjetiljke. Boja u prahu dobro prianja na običnu svjetiljku.
- Potrebna je dobra ventilacija s dva motora (ulaznim i izlaznim). Osim toga, morat ćete nositi zavoj od gaze, ili bolje, profesionalni respirator.
- Morat ćemo izmisliti način prikupljanja ostataka praškaste boje. U početnim fazama koristite stari snažni usisavač.
Kad je sve pažljivo pripremljeno, možete početi slikati potrebne dijelove vlastitim rukama.
Odabir boje
Nakon što smo pripremili opremu, dolazi najvažniji trenutak - izbor boje. Danas postoji ogroman broj vrsta, marki i boja praškastih boja. Potrebno je shvatiti kakav nam materijal treba. Prilikom slikanja diskova vlastitim rukama koriste se sljedeće vrste boja:
- epoksid;
- poliester;
- poliuretan;
- silikon.
Epoksidne boje su otporne na lužine i kiseline. Poliester se smatra antikorozivnim. Poliuretan - otporan na abrazivne tvari i otapala. Silikon - izdržati čak i najviše temperature.
Najpoznatiji proizvođači boja: Pulverit, Infralit, P-EP 45, Bichon, TFK, Beckers, Radar, Inver, Flycoat. Uz pomoć proizvoda ovih tvrtki možete vlastitim rukama stvoriti potpuno jedinstven dizajn diskova. Moguće je ne samo odabrati boju, već i promijeniti teksturu diskova: od mat do sjajne.
Uz pomoć nekih vrsta boja moguće je vlastitim rukama promijeniti strukturu premaza. Shagreen, moire, starinske i druge vrste teksturiranih boja komercijalno su dostupne. Raspon boja određen je standardom RAL.
Bojanje diskova kod kuće u prahu zahtijeva posebnu odjeću.
Potrošnja
Atraktivnost boje u prahu nije sumnjiva. Međutim, morate točno odrediti potrebu za tim, saznati koliko sastav bojenja ide za svaki m2.Minimalna debljina sloja koja se stvara je 100 µm, kako bi se smanjila upotreba boje, preporučljivo je prskati je. Način nanošenja aerosola omogućuje vam da potrošite od 0,12 do 0,14 kg materijala po 1 četvornom metru. No, svi su ti izračuni samo približni i omogućuju vam da odredite redoslijed brojeva.










Točna se procjena može napraviti poznavanjem svojstava određene vrste boje i karakteristika podloge na koju će se nanositi. Upamtite da norma označena na naljepnicama i pakiranju, koja je prikazana na reklamnim plakatima, podrazumijeva bojanje površine koja je potpuno bez pora. Plastika ili metal imaju tek malu poroznost, pa ćete čak i prilikom slikanja morati upotrijebiti malo više boje nego što je propisao proizvođač. Kada je potrebno obraditi druge materijale, troškovi će se značajno povećati. Zato nemojte biti ogorčeni kada u računima za usluge lakiranja u prahu pronađete „napuhane“ brojke.