Operativne značajke
Ona se, kao što je već spomenuto, koristi za zavarivanje metala s izravnim polaritetom.
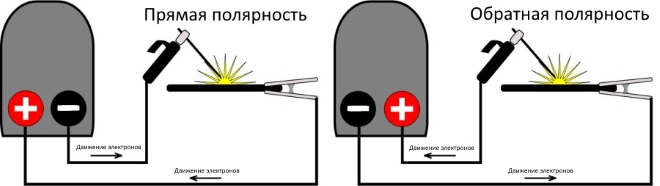
Izravni polaritet znači da je pozitivni kontakt aparata za zavarivanje spojen sa samim obratkom pomoću kabela za uzemljenje, a negativni kontakt s elektrodom kroz kabel za zavarivanje.
U postavkama aparata za zavarivanje postavljeni su minimalni protok i radni napon. Na primjer, korištenjem promjera 1,2 mm, optimalna brzina napajanja bila bi 2 metra u minuti, a napon 14 V.
Uobičajeno je da na izrađenom zavaru stvara debeli sloj troske. Ako je šav planiran za više prolaza, tada se ta troska mora pažljivo ukloniti metalnom četkom i čekićem.
 Općenito, prema recenzijama, šav je gotovo uvijek prilično grub, ima velike ljuske i čvorove. U slučaju neopreznih i ishitrenih radnji zavarivača moguć je nedostatak prodora. To je gotovo neizbježno pri radu s isprekidanim električnim lukom.
Općenito, prema recenzijama, šav je gotovo uvijek prilično grub, ima velike ljuske i čvorove. U slučaju neopreznih i ishitrenih radnji zavarivača moguć je nedostatak prodora. To je gotovo neizbježno pri radu s isprekidanim električnim lukom.
Osobitosti
Zavarivanje poluautomatskim uređajem bez plina omogućuje postizanje potrebne razine taljenja metalne površine, dok je promjer žice od 0,8 do 2 mm. Zbog posebnog sastava fluksa, poluautomatsko zavarivanje omogućuje izvođenje visokokvalitetnog i izdržljivog šava pri spajanju metalnih obradaka bilo koje debljine, što ukazuje na visoku učinkovitost metode zavarivanja.

Postupak zavarivanja metalnih dijelova bez upotrebe zaštitnog plinskog medija ima niz prednosti u odnosu na druge tehnologije:
- nema potrebe za kupnjom i naknadnim punjenjem skupih boca plinskom smjesom;
- nema potrebe za pomicanjem boca s teškim plinom tijekom rada;
- fluks za zavarivanje može se odabrati prema promjeru i sastavu praha za punjenje, što je prikladno za zavarivanje različitih vrsta metala;
- Tijekom procesa zavarivanja moguće je kontrolirati stvaranje stražnjice kroz staklo zaštitne maske.


Žica s unutarnjim protokom svestrana je i isplativa zamjena za plinsku opremu. Žica se po svojoj građi sastoji od šuplje cijevi od čeličnog materijala, unutar takve cijevi je fluks u obliku praha. Izvana takav prah izgleda kao premaz koji se koristi u proizvodnji uobičajene elektrode za zavarivanje. Poluautomatski uređaj za zavarivanje tijekom rada osigurava visokotemperaturno okruženje u kojem se fluks topi bez ostataka. U rezultirajućoj zavarivačkoj kadi nastaje tekući metal zaštićen plinom nastalim tijekom izgaranja dodataka. Ovaj plin štiti spoj šava od izloženosti kisiku, što osigurava čvrstoću i pouzdanost spoja.


Upotreba metode zavarivanja bez plina pomoću poluautomatskog uređaja, u usporedbi s konvencionalnim vrstama zavarivanja koje se izvodi u aktivnom ili inertnom plinskom mediju, koji se tijekom rada dovodi iz cilindra, ima svoje prednosti i nedostatke.
Među prednostima su sljedeće:
- poluautomatski stroj za zavarivanje je kompaktnih dimenzija i male težine, ne morate kupovati crijeva i plinsku bocu s reduktorom za izvođenje zavarivanja;
- kompaktnost opreme omogućuje joj upotrebu u nepristupačnim područjima - s njom možete raditi na visini, kao i u uskim hodnicima ili prostorijama;
- značajno štedi vrijeme za pripremu opreme za rad;
- postupak zavarivanja provodi se brzo i točno;
- zavar se stvara pod vizualnom kontrolom, provodi se kroz zaštitnu masku;
- temperatura i snaga električnog luka mogu se odabrati ovisno o vrsti metala koji se zavaruju;
- žica se može odabrati s različitim vrstama punila.
Nedostaci poluautomatskog zavarivanja uključuju sljedeće:
- cijena žice s fluksom je prilično visoka;
- žica za zavarivanje ima određeni stupanj krhkosti, pa zahtijeva pažljivo rukovanje tijekom rada;
- u skladu sa sastavom praškastog praška na poluautomatskom aparatu za zavarivanje, potrebno je pravilno odabrati željeni način rada, što početnicima stvara poteškoće;
- pri upotrebi fluksa za zavarivanje tijekom stvaranja šava nastaje troska, koju će morati očistiti;
- poluautomatski uređaj ima mogućnost promijeniti polaritet veze, kako je koristiti i u koju svrhu - često izaziva sumnje među neiskusnim zavarivačima.


Cijena takvog rada je minimalna, što je posebno važno ako morate zavariti malu površinu

Glavne vrste žica
Ovisno o načinu uporabe i načinu zaštite od vanjskih utjecaja, žica za zavarivanje s punjenjem može biti plinski zaštićena i samozaštitna.
Pogled na zaštitu od plina
Žica zaštićena plinom koristi se kada se zavarivanje vrši poluautomatskim i automatskim uređajima za niskolegirane i ugljične čelike.
Postupak uključuje ugljični dioksid ili njegovu smjesu s argonom. Plin dolazi izvana. Punilo u prahu može se odabrati kako bi se poboljšali parametri zavarivanja. Na primjer, možete povećati brzinu vertikalnog zavarivanja ili čvrsto spojiti čelik teško zavariv.
Ova se tehnologija koristi kada je potrebno stvoriti preklapanja, pri radu na spojevima i na uglovima konstrukcija, kako za automatski stroj, tako i za poluautomatski stroj. Ova tehnologija osigurava dosljedno prskanje, smanjenje prskanja i otpornost na stvaranje pora i troske.
Materijal koji se koristi u procesu zavarivanja ima visoku brzinu taloženja, nisku razinu dima i dopušta visokokvalitetne šavove.
Izgled samoobrane
Samozaštitna žica s punjenjem izrađena je u obliku posebne "obrnute" elektrode (kao da je okrenuta iznutra). Korištenje ove vrste zavarivanja omogućuje rad u različitim temperaturnim uvjetima (čak i ekstremnim), s jakim udarima vjetra i slično.
Glavne komponente jezgre su različiti aditivi (dioksidirajući, tvore troske i zaštitni), što omogućuje zavarivanje bez upotrebe plina.
Samozaštitna žica za zavarivanje ima niz pozitivnih značajki, među kojima su:
- sposobnost izvođenja zavarivačkih radova na različitim položajima;
- zbog otvorenosti luka, moguće je pažljivo pomicati metal zavara;
- posebna vrsta premaza žice osigurava njegovu otpornost na tlak koji vrše valjci;
- zbog kontrole kemijskog sastava postaje moguće dobiti vrlo specifičan sastav troske.
U uvjetima montaže mehaničko praškasto zavarivanje postaje sve češće. Iako se mnogi ljudi žale na visoku cijenu potrošnog materijala, učinkovitost zavarivanja punjenjem jezgrom znatno je veća, samo odaberite pravu marku žice.
Značajke proizvodnje

Proizvodnja žice odvija se u nekoliko faza u jednoj instalaciji.
- Čišćenje trake od prljavštine, ulja, kamenca i vlage na početku stroja.
- Lagana uzdužna deformacija cijevi u obliku polukruga.
- Punjenje trake prahom.
- Spajanje krajeva, stvaranje cijevi s fluksom.
- Kalibracija veze i samog profila. Stvaranje ispravnog kružnog presjeka.
U suvremenoj proizvodnji zavarivanja najčešće se koristi traka za zavarivanje izrađena od niskougljičnih čelika.
Tijekom proizvodnje, žica se ne spaja i kotrlja na duljinu trake. Na kalemu bi trebao biti jedan čvrsti komad.
Za uklanjanje vlage i ulja s površine PP i PS, zavojnicu treba staviti u pećnicu prije nego što je instalirate na uređaj. Održavajte 2 sata na temperaturi od 230 - 250⁰.
Značajke uporabe
Korištenje poluautomatskog uređaja tijekom zavarivanja doprinosi brzoj primjeni šavova, jer se proizvodi u prahu ubacuju bez prekida. Budući da plinsko crijevo možda nije uvijek dostupno za rad, ova metoda omogućuje vam zavarivanje metala u okruženju zaštitnih plinova
Praktički će svi moći pravilno kuhati bez plina, dok posebnu pozornost treba posvetiti površinama i postavljanju. Kod mehaniziranog zavarivanja potrebno je uzeti u obzir trenutne parametre, polaritet, kao i ispravnu tehniku izvođenja
Postoje neke nijanse u radu s ovim metalnim uređajem, koje majstor ne smije zaboraviti. Da biste uspješno vodili luk i formirali šav, vrijedno je pripremiti ravnu površinu. Pri radu s poluautomatskim uređajima to se može postići prebacivanjem kontakata u unutrašnjosti jedinice.


Važna točka u radu je ugradnja valjaka koji u potpunosti odgovaraju promjeru korištene žice. Na bočnoj strani valjka nalaze se podaci o rasponu promjera. Valjak s pomičnim tipom ne smije se čvrsto zatezati, jer žicu karakterizira šuplja struktura, što može dovesti do njezine deformacije ili zastoja u kabelskom kanalu.
Kako bi se žica nesmetano provlačila, morat ćete ukloniti vrh koji se nalazi na izlazu steznog elementa. Namotavanje se vrši nakon što se potrošni element pojavi s kraja ovog kanala. Promjer vrha također mora biti usklađen s veličinom žice, jer velika rupa može otežati kontrolu luka. Tijekom ovog postupka ne koristi se plin, pa je stavljanje mlaznice izborno. Kako se raspršivač ne bi zalijepio za vrh, treba ga poprskati proizvodom posebno osmišljenim za to.


Budući da svojstvo zavarivanja u prahu nema mehaničku čvrstoću i krutost, stručnjaci preporučuju korištenje posebnog mehanizma koji osigurava kontinuitet automatskog uvlačenja elementa.
U procesu zavarivanja dolazi do intenzivnog stvaranja troske, koja se mora brzo ukloniti metalnom četkom. Inače, troska može ući u radno područje, što će dovesti do stvaranja nedostataka i smanjenja mehaničke čvrstoće.


Fluksirana žica može biti izrađena u cijelosti od metala ili ispunjena fluksom, čime se ispunjavaju zadaće plina. Korištenje ovog svojstva zavarivanja može rezultirati zavarivanjem slabije kvalitete nego inače, ali u nekim je slučajevima nemoguće učiniti bez dodatka u prahu.
Prijevoz plinskih boca nije uvijek prikladan, pa tehničar može koristiti žicu s punjenjem, na primjer, na visini ili na nezgodnom mjestu. Kao što pokazuje praksa, za kućnu uporabu s malom količinom posla ova je mogućnost zavarivanja skupa. No, u proizvodnji, kada se koriste cijevi za prah, brzo i kvalitetno zavarivanje mogu izvesti čak i neiskusni stručnjaci. Također je primijećeno da se takvo zavarivanje može isplatiti pri nanošenju dugog šava, inače se dobiva mnogo otpada.


Zavarivanje punjene žice opisano je u sljedećem videu.
Vrste i označavanje žice za zavarivanje
RF standardi opisuju oko 80 različitih vrsta zavarene žice. Međutim, u praksi se ne koristi samo desetak.
Označavanje žice za zavarivanje
Preostale robne marke su visoko specijalizirani materijali za posebne i prilično rijetke primjene, kao što su:
- proizvodnja nuklearnih reaktora, unutarnjih i komponenti nuklearne energije;
- zrakoplovna industrija;
- posebna brodogradnja, uključujući podmorničke trupove i rezervacije;
- opremu za vađenje, transport i preradu nafte i plina;
- školjke i oprema za kemijske reaktore;
- druge industrije visoke tehnologije.
Oznaka žice sastoji se od nekoliko grupa brojeva i simbola:
- promjer u milimetrima;
- odredište:
- zapravo za zavarivanje "Sv";
- za izlijevanje - "Np".
- sadržaj ugljika u stotinkama postotka;
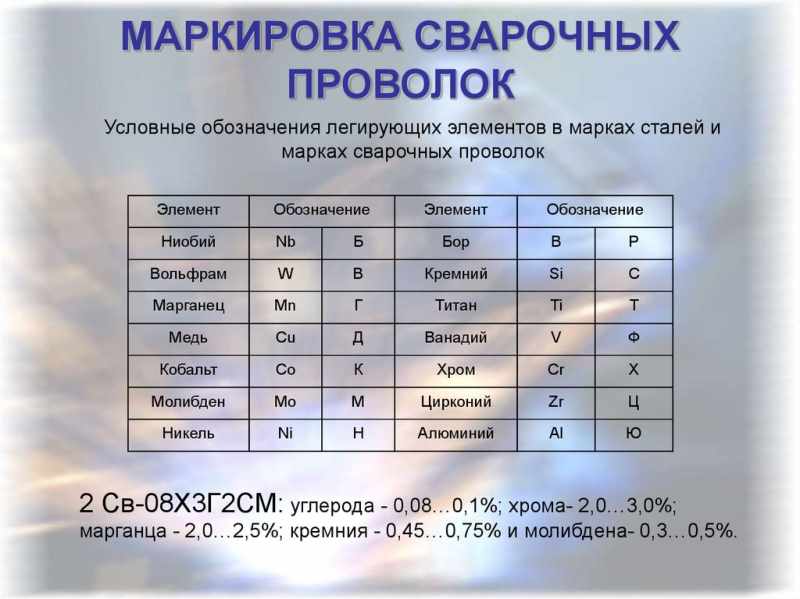
Simboli legirajućih elemenata
- sadržaj legirajućih aditiva u postocima, ako je sadržaj manji od 1%, onda nije naznačeno:
X-krom.
N-nikal.
- M je molibden.
- C je silicij.
- N je nikal.
- X je krom.
- C - cirkonij.
- G - mangan.
- A je dušik.
- B - volfram.
- T je titan.
- Yu - aluminij.
- F - vanadij.
- B - niobij.
- D - bakar.
- C je silicij.
- Zahtjevi za čistoću materijala.
- A - profinjeno.
- AA - visoka čistoća.
- Metoda topljenja.
- VI - vakuumska indukcija.
- VD - vakuumski luk.
- Za proizvodnju elektroda - slovo E.
- Bakarno slovo - slovo O.
- Veza na GOST.
Tako, na primjer, iz oznake možete saznati da marka Sv-08G2S sadrži 0,08% ugljika, 2% mangana i silicija manje od 1%. Ova žica za punjenje pogodna je za plinsko zavarivanje legiranog čelika.
Oznaka marke Sv-08G2S
Vodeći svjetski proizvođači žica za zavarivanje ESAB, Autrod i drugi koriste vlastite sustave označavanja koji su u skladu s američkim ili europskim standardima. Trgovci ovih tvrtki uvijek imaju spremne tablice korespondencije svojih marki markama koje propisuje GOST.
Što je potrebno za zavarivanje
- Izvor napajanja (poluautomatski uređaj);
- žica za zavarivanje;
- zaštitni plin.
Žica za zavarivanje mora biti identična metalu koji se zavaruje. U našem slučaju za poluautomatski uređaj odaberite nehrđajući čelik.
Žica za zavarivanje od nehrđajućeg čelika za poluautomatski uređaj

Na tržištu postoje žice ruskih i stranih proizvođača, koje se dijele na žice s punjenjem i punjenje. Promjer od 0,13 do 6,0 mm. Kod kuće se koriste promjeri 0,6 i 0,8 mm, a u proizvodnji preko 1,0 mm.
- Puna žica koristi se za spojeve zaštićene plinom i potopljene lukove. Ova metoda uklanja ulazak zraka u zonu zavarivanja, čime se poboljšava kvaliteta zavara.
- Žica od nehrđajućeg čelika sa punjenjem jezgre (samozaštitna)-cijev s tankim stijenkama ispunjena fluksom i plinom. Mješavina komponenti omogućuje zavarivanje proizvoda bez zaštitnih plinova (ugljični dioksid i argon).
Poluautomatska žica od nehrđajućeg čelika, proizvedeni toplinskom obradom ili hladno vučeni. Podijeljen je na oksidirani (T) i lagani (bijeli, TC).
Nehrđajuća žica dostupna je u 2 razreda točnosti:
- povećana točnost (P);
- normalna preciznost.
Žica se koristi s povećanom točnošću za poboljšanje kvalitete šava.
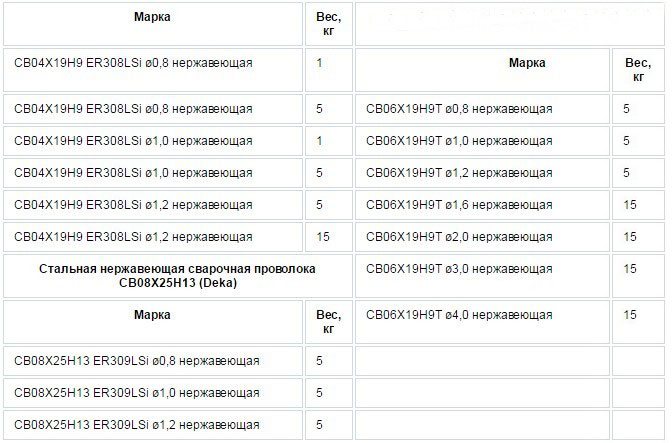
Po svom kemijskom sastavu nehrđajući čelici podijeljeni su u različite vrste, a žica također ima različite oznake. Tablica (ispod) upoznat će vas s markama, promjerom i težinom nehrđajućih žica:
Cijena nehrđajuće žice za poluautomatski uređaj
Cijena varira ovisno o proizvođaču i regiji prebivališta kupca.
Prosječni pokazatelji:
- ER 308 LSI 0,8 mm 1 kg - 825 rubalja;
- ER 308 LSI 0,8 mm 5 kg - 4237 rubalja.
Video:
Odabir plina
Nemoguće je kuhati s poluautomatskim uređajem bez plina, osim ako se koriste žice s punjenjem. Zavarivanje nehrđajućeg čelika poluautomatskim uređajem može se izvesti u okruženju ugljičnog dioksida ili smjese ugljičnog dioksida i argona.

Ugljični dioksid je pristupačan i jeftin plin za spajanje nehrđajućeg čelika. Kada se koristi čisto, zavarivač se suočava s prekomjernim prskanjem metala i zglobnom zavarenom zrnom.
Postotak ugljičnog dioksida u argonu može se podesiti pomoću dva odvojena cilindra.Spojite izlaze iz dva mjenjača pomoću t -račve uzete iz brisača vjetrobranskog stakla domaće proizvodnje. Detalji sličnog dizajna u videu:
To je to, samo morate spojiti odabrani zaštitni plin i žicu na uređaj. Imajte na umu: vodljivi vrh mora imati isti promjer kao i žica.
Video: kako postaviti poluautomatski uređaj za rad (za početnike).
Kako zavariti nehrđajući čelik u ugljikov dioksid
Nakon skošenja spojite dijelove pomoću steznih kliješta, ostavljajući razmak između proizvoda (najmanje 1,5 mm).
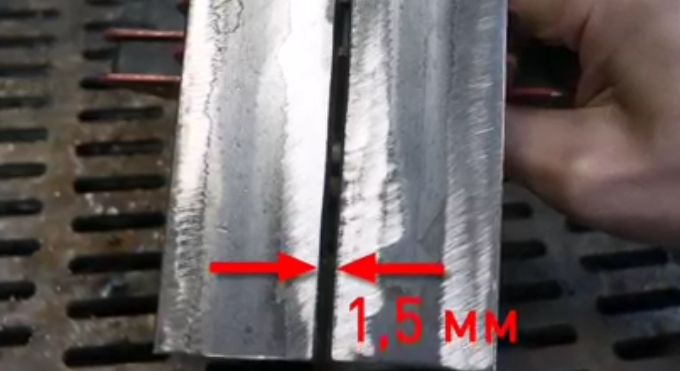
Razmak bi trebao biti duž cijele duljine obratka, to će omogućiti da se metal prokuha do pune debljine. Povežite masu i postavite postavke na poluautomatski uređaj, ovisno o dizajnu vašeg uređaja i debljini metala.
Jednostavni poluautomatski uređaji na prednjoj ploči imaju 2 podešavanja:
- napon zavarivanja;
- brzina uvlačenja žice.
Postavka induktivnosti mijenja tvrdoću luka, dubinu prodiranja i oblik zrna:
- S niskim induktivitetom: hladni luk - dobivamo tanko zrno s dubokim prodorom;
- S velikom induktivnošću: vrući luk - široko zrno s plitkim prodorom.
Držeći gorionik s nagibom od 20-60 stupnjeva (udaljenost od mlaznice do zavarivačkog bazena je 10-20 mm), spojite inox s kratkim spojnicama. Povukli smo okidač - oslobodili ga, pritisnuli i pustili, samo tako, polako, izrezani rubovi ispunjeni su metalom. Možete kuhati i s kutom natrag (prema sebi) i s kutom naprijed (dalje od vas).
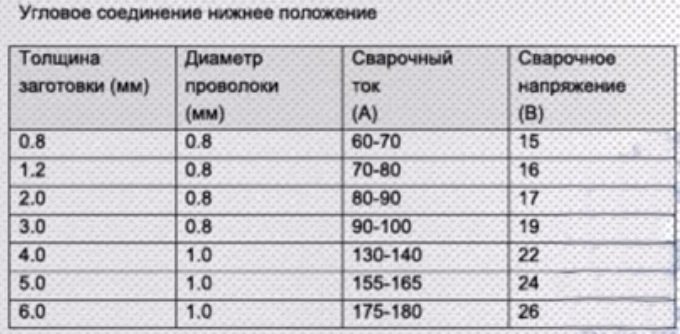
Tablice (dolje) pomoći će vam u određivanju postavki poluautomatskog uređaja:
Prilikom preklapanja zavarivanja, ne moraju se rezati presjeci, dovoljno je očistiti površinu, staviti dijelove jedan na drugi i spojiti.
Prilikom zavarivanja odgrižite zavareni dio na vrhu žice prije nego što napravite novi zavar.

U procesu spajanja nehrđajućeg čelika poluautomatskim uređajem u okruženju ugljikovog dioksida, promijenite brzinu uvlačenja žice, takvim ćete manipulacijama postići visokokvalitetni šav.
Video:
p.s. Nakon što pročitate članak, pogledate tablice i video zapise (za početnike), svladaćete automatsku tehnologiju spajanja nehrđajućeg čelika - brzo. Sretno!
Zavarivanje pomoću žice s punjenjem bez plina
Prije početka postupka zavarivanja morate postaviti preporučene vrijednosti struje na aparatu. Zatim morate provjeriti stanje navlake za hranjenje (na istrošenost) i odsutnost pomaka hranilice. Valjače za uvlačenje također je potrebno kalibrirati - ne smiju previše pritisnuti kako bi se izbjegle deformacije i neravnomjerno dodavanje.
 Dijelovi koji se spajaju moraju se očistiti od oksidnog filma i, debljine veće od 4-5 mm, moraju se oblikovati kosine. Nakon pojave električnog luka, vodi se odozdo prema vrhu dijela (ako se nalazi okomito). Ručka plamenika mora se držati pod kutom u odnosu na površine koje se zavaruju - to stabilizira zavarenu kadu, štiti od preranog širenja metala s nje.
Dijelovi koji se spajaju moraju se očistiti od oksidnog filma i, debljine veće od 4-5 mm, moraju se oblikovati kosine. Nakon pojave električnog luka, vodi se odozdo prema vrhu dijela (ako se nalazi okomito). Ručka plamenika mora se držati pod kutom u odnosu na površine koje se zavaruju - to stabilizira zavarenu kadu, štiti od preranog širenja metala s nje.
Preporuča se održavati brzinu izvlačenja šava oko 15-20 mm u sekundi. Prilikom stvaranja šava u nekoliko prolaza, morate pričekati da se sloj ohladi i očistiti njegovu površinu od kore troske - u protivnom će drugi i sljedeći šavovi biti loše kvalitete zbog nečistoća.
Aktivirana žica
Ovaj potrošni materijal za zavarivanje po sastavu je sličan žici s punjenjem, ali su mu dodani posebni aditivi koji optimiziraju parametre u području bazena za zavarivanje i sprječavaju uništavanje metala tijekom i nakon zavarivanja. Strukturno, aktivirana žica ima drugačiju strukturu od žice s punjenjem. Postotak aditiva znatno je manji i ne prelazi 6-8% ukupne mase. U tom slučaju, aditivi se ne ulijevaju u šupljine, već su ugrađeni u tijelo žice u obliku tankih kanala, a materijal kombinira prednosti pune žice i žice s punjenjem. Zbog malog udjela aditiva zavarivanje takvom žicom može se izvesti samo u atmosferi inertnog plina.
Aditivi su lako ionizirani spojevi lakih metala i komponenata koje tvore trosku i poboljšavaju stanje sa stabilnošću radnih parametara zavarivačke kade. Povećavaju stabilnost luka.
Mogu se formulirati sljedeće prednosti aktivirane žice:
- Širok raspon kompatibilne opreme. Žica, za razliku od žice s punjenjem, dopušta savijanje i ne zahtijeva specijalizirane hranilice.
- Visoka kvaliteta šava zbog manje površinske napetosti spojenih obradaka i niske zasićenosti vodikom.
- Smanjena potrošnja struje štiti područje zavarivanja od prekomjernih gubitaka topline.
Žica za zavarivanje
Glavni nedostatak aktivirane žice je potreba za korištenjem plina. To povećava složenost i cijenu operacije.
Tehnologija
S poluautomatskim aparatom za zavarivanje možete samostalno kuhati nehrđajući čelik, obojene metale, čelik, aluminij. Za povezivanje praznih metala od obojenih metala morate odabrati pravu žicu za zavarivanje. Na primjer, fluks koji sadrži magnezij, mangan i aluminij može se koristiti za zavarivanje aluminijskih dijelova. Ova žica omogućuje povezivanje tankih metalnih ili debelih limova
Za zavarivače početnike važno je promatrati sve faze pripreme i tehnologiju procesa zavarivanja.


Prije početka zavarivanja nosite zaštitnu odjeću i kacigu za zavarivanje. Radovi se mogu izvoditi pod uvjetom da u radijusu od 10 m nema zapaljivih predmeta. Neovlaštenim osobama bez zaštitne opreme nije dopušten ulazak u radni prostor.

Priprema
Način zavarivanja poluautomatskim uređajem bez plinske opreme razlikuje se od uobičajene metode zavarivanja po tome što ima drugačiji polaritet: terminal s znakom "plus" pričvršćen je na obradak, dok će "minus" biti spojen na elektroda. Taj se polaritet objašnjava činjenicom da je uz njegovu pomoć moguće postići najviše moguće temperaturne uvjete, koji su nužni za taljenje fluksa praha.
Druga važna faza pripremnog rada je temeljita prethodna obrada međusobno povezanih površina obratka.


Da biste postavili poluautomatsku opremu za zavarivanje, morate učiniti sljedeće:
- odaberite pokazatelj jakosti struje postavljene za rad, ovisno o tome koliko će debljina metala morati biti spojena;
- odaberite optimalni način brzine uvlačenja žice za zavarivanje kako se ne bi oštetio zatezanjem tijekom zavarivanja;
- prenijeti uređaj na izravni polaritet struje;
- pomaknite žicu prema naprijed, otvorite poklopac na lijevku za dovod fluksa, pritisnite gumb za pokretanje i aktivirajte elektrodu;
- izvršiti probno zavarivanje i po potrebi ispraviti parametre uređaja.
Nakon što je podešavanje poluautomatskog uređaja dovršeno, žica će slobodno ući u područje zavarivanja, a luk za zavarivanje je stabilan, možete početi stvarati spojni šav.

Iskusni stručnjaci preporučuju postavljanje tlačnih valjaka stroja prema debljini žice. Ako je ovaj uvjet ispunjen, žica za protok će se slobodno kretati kroz cjevovod bez opasnosti da se zaglavi u dovodnom kanalu ili slomi.

Postupak
Tijekom rada poluautomatskog aparata za zavarivanje bez upotrebe balonskog plina, tok stvara izmaglicu zaštitnog plina tijekom izgaranja. Takve se pare teže dizati prema gore, pa zavarivač mora osigurati ispušni sustav ili osigurati dobru ventilaciju prostorije.
Nakon što je poluautomatski aparat za zavarivanje doveden u pogonsku pripravnost, pokreti elektrode moraju se izvesti uz formirani spojni šav. Ako se debeli limovi spajaju, tada se ovaj postupak izvodi u nekoliko slojeva.Štoviše, kako biste izbjegli pojavu pukotina u šavu, morate prokuhati prvi sloj pri niskoj električnoj struji. Šav nastaje punjenjem zavarenog bazena rastaljenim metalom. Nakon što se šupljina zavarivačkog bazena potpuno napuni, potrebno je isključiti dovod žice, zaustaviti aparat za zavarivanje i isključiti ga iz električne mreže.
Kako bi se rad mogao izvesti što prikladnije i učinkovitije, preporučuje se započeti postupak zavarivanja s gornjeg segmenta dijelova koji se spajaju, postupno se spuštajući. Prilikom izgaranja fluksa stvara se toplinska energija koja, dižući se, omogućuje stalno održavanje iste razine temperature potrebne za taljenje metala. Preporuča se lagano naginjanje ručke držača elektrode prema gore kako bi se održalo konstantno taljenje metala i nastala zavarena posuda.
Plamenik poluautomatskog stroja za zavarivanje mora se brzo i glatko kretati duž spoja, pokušavajući pritom spriječiti pojavu opuštanja rastaljenog metala. U tu svrhu žica mora doći do prednjeg ruba bazena za zavarivanje.

Kako kuhati s poluautomatskim uređajem bez plina, pogledajte dolje.