3 Podaci o ispitivanju ugljične žice i pakiranja
Prema Gosstandart 9389-75, gotovi proizvodi prolaze sljedeće vrste provjera kvalitete:
- prema zahtjevima GOST 1763 - do dubine dekarburizacije;
- prema standardu 1545 - za uvijanje (uzima se uzorak duljine 100 promjera žice);
- prema GOST 10447 - za navijanje;
- prema standardu 10446 - pokazatelj vlačne čvrstoće i otpora za određeno vrijeme.
Golim okom pregledajte proizvode na prisutnost površinskih nedostataka i lomova na njima. Ako je potrebno, Gosstandart 9389-75 dopušta uporabu povećala s povećanjem od 5 puta.
Provjera opružne žice
Valovitost se određuje mikrometrom na PP segmentima duljine 195–205 mm. U tom se slučaju provodi 10 mjerenja. Uzorci se moraju pričvrstiti u posebnu jedinicu (na primjer, u stroj za ispitivanje vlačne čvrstoće), što omogućuje primjenu potrebnog opterećenja na ispitni materijal.
Ako 3 ili više mjerenja pokažu odstupanje proizvoda od presjeka navedenog u standardu 9389-75, materijal se odnosi na valovitu skupinu. Ne smije se isporučivati potrošačima. Imajte na umu da se takvi rezultati opažaju iznimno rijetko, sama tehnologija proizvodnje PP isključuje veliku vjerojatnost stvaranja valovitosti.
Ispitivanja se provode na uzorcima koji se moraju uzeti prema Gosstandart 9389-75 sa svake zavojnice ili sa svakog od dva kraja zavojnice. U nekim slučajevima dopušteno je koristiti provjerljive tehnike bez razaranja i statističke analize.
Testiranje opružna žica GOST 9389–75
Opružna žica presjeka do 0,6 mm vezana je uzicom, ostali presjeci - mekanim žičanim materijalom. Površina zavojnica prekrivena je mazivom (konzervansom) K-17, NG-203 (tip A ili B) kako bi se osigurala zaštita PP od korozije.
Za pakiranje gotovih proizvoda koristi se dvoslojni, nauljeni ili voštani papir, tkanine od kemijskih vlakana, zalijepljena ili platnom prošivena ambalažna tkanina, polimerna folija. Skladištenje žičanih proizvoda treba provoditi u skladu sa zahtjevima standarda 15150 (odjeljak 3).
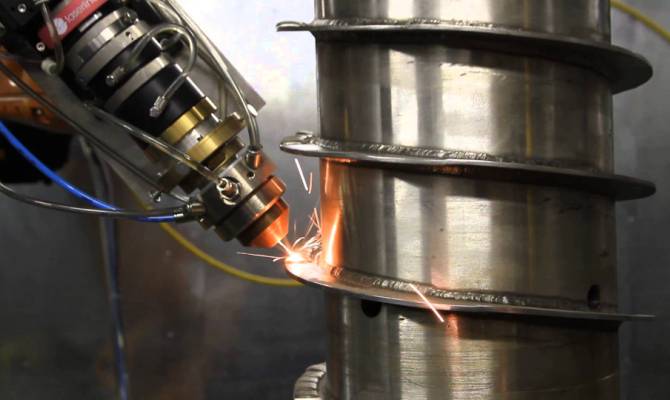
2 Malo o površinskim tehnologijama
O metodama površinske obrade mnogo se može govoriti jer je njihova raznolikost uistinu velika. Navedimo samo vrste s kratkim karakteristikama kako bismo imali opću ideju.
Luk, pomoću elektroda. Najčešći način zbog svoje svestranosti. Otapa osnovni metal i miješa ga s elektrodom. Kemijski sastav je heterogen, unutarnja svojstva su nepredvidiva pa je stoga moguća samo "kozmetička" površinska obnova.
Plazma. Postoje dvije vrste - lučne i mlazne. Prvi se odlikuje visokom produktivnošću jer talje metale pomoću visoke temperature nastale električnim pražnjenjem. Drugi je nepostojanje režima visoke temperature, što dovodi do male deformacije obrađene površine.
 Tehnologija plazme
Tehnologija plazme
Plin. Značajka ove tehnologije navarivanja je upotreba žice s punjenjem ili punog presjeka. Temperatura plamena može se mijenjati kako bi se osigurale različite debljine premaza. Puno energije troši se na zagrijavanje površine koja se tretira, što može dovesti do deformacije.
Laser. Dosta učinkovita metoda površinske obrade koja vam omogućuje da napravite tanki i prilično snažni sloj na površini koja se obrađuje. Ipak, prilično je skupo: potrebna je posebna skupa oprema i obučeni stručnjaci.
 Lasersko oblaganje
Lasersko oblaganje
Elektronski snop.Radi se u posebnoj vakuumskoj komori pomoću elektronskog snopa čiji se intenzitet može mijenjati. Zbog nedostatka zraka, oksidacija i izgaranje su apsolutno isključeni. To je također vrlo skupa i skupa metoda, koja također ima nisku učinkovitost.
Površina podvodnog luka. Zbog uporabe različitih vrsta žice i trake. Vjerojatno najpoželjniji način postizanja ravnoteže između glatke površine, miješanja metala i upravljanja energijom. Razmotrimo to detaljnije.
1 Opći podaci o čeličnoj žici
Zajedničko ulaganje aktivno se koristi u različitim sferama suvremenog nacionalnog gospodarstva. Neizostavan je za bilo kakve građevinske radove, koristi ga sva suvremena industrijska proizvodnja, bilo da se radi o pogonu alatnih strojeva ili pogonu teškog inženjeringa.
Zajedničko ulaganje se proizvodi na mlinovima za izvlačenje iz žice postupnim smanjivanjem početnog presjeka na potrebne parametre. Tehnološki proces dobivanja žice ne zahtijeva ozbiljne troškove, stoga su troškovi njezine proizvodnje niski. Zbog toga gotov proizvod ima pristupačnu cijenu.
Izrada čelične žice
Budući da se čelična žica koristi u različite svrhe, moderna industrija proizvodi nekoliko njezinih vrsta. Najpopularnije varijacije žica navedene su u nastavku:
- niskougljični (proizveden u skladu s GOST 3282-74);
- opružni ugljik (GOST 9389–75);
- kalajisani kabel za proizvodnju kabela i žica (GOST 3920-70);
- žičara za proizvodnju užadi i kabela (GOST 7372–79).
Najčešće korišteno zajedničko ulaganje opće je namjene. To je dugačak komad metala s niskim udjelom ugljika, zbog čega dobiva izvrsnu čvrstoću i visoku razinu duktilnosti.
Čelična žica opće namjene
Ako se na površinu zajedničkog pothvata opće namjene nanese dodatni sloj cinka, on dobiva visoka svojstva protiv korozije. Pocinčana žica može se koristiti u uvjetima stalne vlažnosti, zadržavajući svoje početne mehaničke i druge karakteristike dulje vrijeme.
Dodajemo da čelična žica prema Gosstandart 3282–74, koja je prošla postupak žarenja, postaje mekana. Ovo svojstvo omogućuje upotrebu u armiranju, u proizvodnji različitih dijelova, za vezivanje armature i pakiranje raznih proizvoda. Žica opće namjene je najčešća, pa ćemo vam o njoj govoriti što detaljnije.
Žica za zavarivanje VT1-00
Titanova žica VT1-00 proizvodi se od titana visoke kemijske čistoće. Titan VT1-00 je tehnički titan koji se odlikuje visokom otpornošću na koroziju i visokom čvrstoćom. Žica VT1-00, prema GOST 19807-91, sadrži u svom kemijskom sastavu od 99,58 do 99,99% čistog titana i samo malu količinu nečistoća-željezo, silicij, ugljik, dušik, vodik, kisik. Žica VT1-00 zadržava korisne karakteristike u širokom temperaturnom rasponu -od -253 do + 150 ° C, savršeno zavarljiva, ima visoku tehnološku plastičnost, nisku čvrstoću. Tehnički titan karakterizira nisko puzanje, dovoljna žilavost i produljenje. Zbog visoke plastičnosti, od titana VT1-00 dobiva se titanova folija vrlo male debljine.
Korištenje žice za zavarivanje od titana u okruženju zaštićenom plinom omogućuje dobivanje zavarivačkog spoja najviše kvalitete, osim toga, karakteristike metala omogućuju spajanje zavarenih dijelova debljine 1 - 1,5 cm u samo jednom prolazu. VT1-00 žica je najtvrđa žica za zavarivanje od titana. ne sadrži aluminij i odlikuje se visokom kemijskom čistoćom.
Zavarivanje titanove žice treba odabrati na temelju kemijskog sastava metala koji se zavaruje, na primjer, žica visoke čistoće također se koristi za zavarivanje čistog titana.
Klasifikacija
Po veličini i obliku
Ovisno o veličini i obliku odjeljka, svi gotovi proizvodi konvencionalno se dijele u nekoliko skupina. Prvi uključuje najtanji, čija debljina nije veća od 0,1 mm. Proizvodi s parametrom poprečnog presjeka većim od 8 mm odnose se na 9. skupinu. Svi proizvodi, u skladu sa standardima, izrađeni su u okruglom, četvrtastom, kao i višestrukom ili oblikovanom profilu.


Prema vrsti završne obrade
Dovršavanje žice u velikoj mjeri osigurava potrebne mehaničke i fizikalno -kemijske parametre. Zato se žica radi maksimalne čvrstoće dodatno kali, peče i stabilizira. Materijal koji nije prošao te manipulacije ima usko ograničen opseg uporabe.

Prema vrsti površine
Čelična žica može se polirati, gravirati, kao i polirati ili vući kao rezultat prethodnog struganja i grube obrade. Otpuštanje žice dopušteno je bez prethodne obrade. Premaz može biti metalni (bakarni, mesingani, pocinčani ili aluminizirani) ili nemetalni (polimerni ili fosfatirani, u PVC omotaču).
Proizvodi bez premaza obično se obrađuju na visokim temperaturama. Proizvodi obrađeni u termalnoj pećnici proizvode se u crnim ili svijetlim nijansama, dok njegova debljina može varirati od 0,16 do 10 mm.


Po kemijskom sastavu
Čelična žica izrađena je od:
- niskougljična legura s udjelom ugljika manjim od 0,25%, potrebna je za armiranje betonskih proizvoda;
- izrađen od legure ugljika s udjelom ugljika većim od 0,25, koristi se za izradu opruga, kao i žica i užadi.
Čelik može biti legiran ili visokolegiran. Dopuštena je proizvodnja od legura s posebnim fizikalnim i kemijskim parametrima (otpornim na toplinu, koroziju i preciznost).


Prema području primjene
Ovisno o području primjene, razlikuju se sljedeće skupine čelične žice.
- Nehrđajući - izrađen od posebne legure s povećanim parametrima otpornosti na toplinu. Ovaj materijal nije osjetljiv na hrđu i oksidaciju, uglavnom se koristi u proizvodnji hardverskih proizvoda.
- Zavarivanje - proizvedeno s presjekom od 0,5 do 8 mm, uglavnom se koristi za ugradnju elektrolučnog zavarivanja.
- Armaturna žica - kao što naziv govori, takva žica se naširoko koristi za jačanje armiranobetonskih konstrukcija svih vrsta. Mogu biti bez napetosti ili pod povećanim pritiskom. Zbog presjeka prisutnih u čeličnom materijalu, tijekom procesa armiranja osigurano je maksimalno prianjanje na poroznu betonsku podlogu.
- Opruga - koristi se pri oslobađanju opruga, koje se izvode metodom hladnog namota, bez izlaganja daljnjoj toplinskoj obradi.
- Uže - relevantno je za proizvodnju morskih, riječnih i drugih užadi. Optimalno za pletenje kabela, našlo je široku primjenu u području njihove proizvodnje.
- Pletenje - izrađeno od niskougljičnog čelika, odlikuje se povećanom duktilnošću i, ujedno, čvrstoćom. Univerzalno je tražen u poljoprivredi i građevinarstvu.


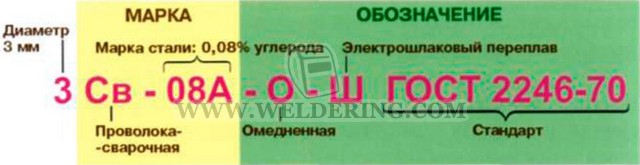
2 Kako je označena žica?
Svaka žica za zavarivanje - čelična, aluminijska, mjedena, s punjenjem i aktivirana - označena je uzimajući u obzir određena pravila u skladu s GOST -om. To je od velike važnosti, jer samo legiranu žicu za zavarivanje zastupa oko 80 marki. Kako se vrši dekodiranje oznaka određenog materijala od žice?
Uzmimo za primjer razred Sv-06X19H9T koji se koristi za električno zavarivanje. Slova "Sv" na početku oznake označavaju da imamo žicu ispred sebe, koja se koristi posebno za obavljanje zavarivačkih poslova. Brojevi i slova iza njih opisuju njegov sastav:
- 06 je sadržaj ugljika u stotinkama postotka (0,06%);
- X je krom, od čega 06X19H9T sadrži 19% (brojka slijedi slovo);
- N - nikal u količini od 9%;
- T je titan.
Nakon slova "T", kao što vidimo, nema brojeva. To znači da titan u razredu 06X19H9T ne sadrži više od jedan posto. Bilo koja legirana žica za zavarivanje ili žica za zavarivanje od titana mogu se dešifrirati na sličan način - samo pažljivo pogledajte njezin certifikat. Ovdje se samo trebate sjetiti kojem kemijskom elementu odgovara ovo ili ono slovo u oznaci.
Mesingani proizvodi za zavarivanje "šifrirani" su još lakše. Prvo se označava promjer žice za zavarivanje (na primjer, 3 mm), a zatim stupanj legure od koje je izrađena (L63, LS-59-1). Tako je zavarivač, vidjevši oznaku 3.0 L63, odmah shvatio da je ispred njega mjedena žica presjeka 3 mm. Prema GOST 7871, aluminijska žica može imati sljedeću oznaku: Sv1201, SvA99, SvAK5, SvA85T.

Željezo
Žica se odlikuje svojom namjenom: za zavarivanje ili navarivanje.
Ukupno se proizvodi oko 80 marki žice.
Slova "Sv" znače da se žica zavaruje. Marka čelika od koje je izrađena žica označena je crticom. Prva znamenka odgovara sadržaju ugljika u stotinkama postotka. Slova označavaju prisutnost legirajućih elemenata u postocima, koji su označeni brojem koji slijedi oznaku slova.

Za zavarivanje niskougljičnih čelika koristi se šest razreda: Sv-08, Sv-08A, Sv-08AA, Sv-08GA, Sv-10GA, Sv-10G2,
Za nisko i srednje legirane čelike-30 razreda, na primjer: Sv-08GS, Sv-08G2S, Sv-18KhGS itd.
Za zavarivanje visokolegiranih čelika koristi se 41 žica žice Sv-08X14GNT, Sv-12X13 itd.
Ako iza slova nema broja, tada iznos ovog elementa ne prelazi 1%. Slovo "A" na kraju oznake označava smanjeni sadržaj sumpora i fosfora, a slovo "AA" - o još manje od njih.
Žice s niskim udjelom ugljika i legure proizvode se ne bakreno i bakreno (simbol-O). Bakrenje štiti žicu od oksidacije i poboljšava opskrbu strujom.
Na kraju oznake može biti slovo "E". "E" znači da se žica koristi za izradu elektroda. Slova "Š", "VD" ili "VI" označavaju da se čelik za žicu izrađuje elektroslagom, vakuumskim lučenjem ili u vakuumskim indukcijskim pećima.
Primjer simbola za zavarivačku žicu promjera 3 mm, razreda Sv-08A, s površinom obloženom bakrom od čelika dobivenom pretapanjem elektrošlagom:
|
Uvjeti zavarivanja |
Preporučena žica |
|
Niskougljični i niskolegirani čelici u smjesama ugljičnog dioksida i aktivnog plina |
Sv-08G2S |
|
Niskougljični i niskolegirani čelici u argonu i heliju |
Sv-08GS |
|
Vanjsko zavarivanje ugljičnim dioksidom |
Sv-20GSYUT |
|
Građevinske metalne konstrukcije od čelika 16G2AF u ugljičnom dioksidu |
Sv-10HGSN2MYu |
|
Metalne konstrukcije od čelika 10HSND u ugljičnom dioksidu |
Sv-08G2SDU |
|
Niskolegirani čelici visoke čvrstoće (tip 14HGNM) u ugljikovom dioksidu |
Sv-10KhN2G2SMA |
|
Čelik 08H22N6T i 08H18G8N2T u ugljičnom dioksidu |
Sv-08X20N9S2BTYu |
Žica za zavarivanje čelika otpornih na ugljik i toplinu
|
razreda čelika |
Vrsta žice za zavarivanje |
|
|
u dušiku, heliju |
u ugljičnom dioksidu |
|
|
20HGSA |
Sv-15XMA, Sv-18HGSA |
Sv-08G2S |
|
30HGSA |
Sv-15XMA, Sv-18HGSA |
Sv-10GSM, Sv-10GSMT, CB-08X2CMA, Sv-15XMA, Sv-18HGSA, Sv-08KhZG2SM |
|
12XM |
Cw-08XM |
Sv-10HG2SMA |
|
15XM |
Sv-08XM |
Sv-08HNSMA, Sv-08HG2SM, Sv-08HGSMA |
|
12H1MF |
Sv-08KhMFA |
Sv-08HGSMFA |
|
15H1MF |
Sv-08XM |
Sv-08X1M1GSF |
|
15X5M, 15X5, 15X5VF |
Sv-10X5M, Sv-08G2S |
Sv-08G2S |
Čelična žica za zavarivanje proizvodi se u sljedećim promjerima (mm): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10.0 i 12.0, Žica se isporučuje u zavojnicama promjera 150-750 mm, težine od 1,5 do 40 kg, kao i namotana na kalemove i kasete.
Površina žice mora biti čista i glatka, bez pukotina, odlaganja, zarobljeništva, zalaska sunca, ljuski, utora, kamenca, hrđe, ulja i drugih zagađivača.
Ako je potrebno, žica se čisti pjeskarom ili jetkanjem u 5% -tnoj otopini klorovodične kiseline. Žicu možete očistiti prolaskom kroz posebne mehaničke uređaje, kao i brusnim papirom do metalnog sjaja. Prije čišćenja, preporučuje se žarenje namotaja žice na temperaturi od 150-200 ° C tijekom 1,5-2 sata.
Potreban je certifikat koji navodi proizvođača, simbol žice, toplinski i serijski broj, stanje površine i njezin kemijski sastav. Ako je certifikat izgubljen, žica se može koristiti tek nakon utvrđivanja kemijskog sastava.
Žica za zavarivanje lučnim inertnim plinom
|
razreda čelika |
Vrsta žice |
|
Krom |
|
|
08X13 |
Sv-12X13, Sv-08X14GNT |
|
08X17T |
Sv-07X25N13, Sv-06X25N12TYu, Sv-08X25N12TYu, Sv-10X17T |
|
15X25T |
Sv-06X25N12TYu, Sv-08X25N13BTYu, Sv-10X17T |
|
0X13 1X13 |
Sv-10X13, Sv-06X14 |
|
2X13 |
Sv-08H14GT |
|
Visoko legirano |
|
|
12X18H10T, 12X18H12T, 08X19H10T |
Sv-06H19N9T |
|
03X18H11 |
Sv-01H19N9 |
|
08H22N6T |
Sv-07H25N13 |
|
08H18N12B |
Sv-07X19N10B |
|
10H17N13M2T, 08H17N15M3T, 08X21N6M2T |
Sv-06H19N10M3T |
|
08H20N14S2 |
Sv-04H19N9S2 |
|
10X23H18 |
Sv-10X20N15, Sv-07X25N13 |
|
06X23H28MDT |
Sv-01H23N28M3D3T |
|
03X16H15M3 |
Sv-04H19N11MZ |
|
08H18G8N2T |
Sv-08Kh20N9S2BTYu |
Kemijski sastav za zavarivanje čelika
Čelični materijal za punjenje jamči dobra mehanička svojstva zavara. Glavne vrste punila za žicu koje se koriste za zavarivanje ugljičnih čelika prikazane su u donjoj tablici:
| Označavanje žice za punjenje | ||
| Zaštita: dušik i helij | Zaštita: CO2 | |
| 20HGSA | Sv-15KhMA, Sv-18KhGSa | Sv-08G2S |
| 30HGSA | Sv-15KhMA, Sv-18KhGSa | Sv-10GSM, Sv-10GSMT, Sv-08CH2SMA |
| 12XM | Sv-08XM | Sv-10HG2SMA |
| 15XM | Sv-08XM | Sv-08KHNSMA, Sv-08KHG2SM |
| 12H1MF | Sv-08KhMFA | Sv-08HGSMFA |
| 15H1MF | Sv-08XM | Sv-08H1M1GSF |
| 15X5M, 15X5, 15X5VF | Sv-10X5M, Sv-08G2S | Sv-08G2S |
Prema državnom standardu, žice za punjenje za zavarivanje nehrđajućeg čelika i običnog čelika dijele se na:
- ugljik, namijenjen za spajanje proizvoda od nisko i srednje ugljikovih čelika;
- legirani, za zavarivanje niskolegiranih i toplinski otpornih metala;
- visoko legirani, koristi se pri radu s krom-niklom, nehrđajućim ili drugim legiranim čelicima.
Dodatni materijali za nehrđajući čelik su čelici koji sadrže krom ili nikal.
Glavne prednosti specijaliziranih potrošnih materijala za zavarivanje za spajanje proizvoda od nehrđajućeg čelika su:
- visoka kvaliteta zavara;
- homogenost i odsutnost pora u spoju;
- otpornost na koroziju;
- minimalni omjer prskanja metala;
- stabilno izgaranje električnog luka tijekom rada.
Pokušavajući izračunati potrošnju aditiva po šavu, treba imati na umu da dodatak za nehrđajući čelik ima povećan resurs.
Potrošni materijal koji se koristi pri radu s visokolegiranim ili nehrđajućim čelicima podijeljen je u dvije vrste:
- puder;
- čvrsta.

Metoda zavarivanja argonom.
Aditivi u prahu omogućuju zavarivanje bez upotrebe zaštitnih plinova. U najjednostavnijem slučaju, aditiv u prahu je šuplja cijev s unutarnjim protokom.
Tijekom rada elementi od fluksa i punila tvore oblak plina koji doprinosi visokokvalitetnom zavarivanju. Takve žice mogu se koristiti u uvjetima ograničenog prostora, jer aparat za zavarivanje bez plinske boce može doći čak i do najnepristupačnijih mjesta.
Čvrste žice uobičajena su punila namijenjena zavarivanju u zaštitnim plinovima poput argona ili ugljičnog dioksida.
Treba napomenuti da su elementi za punjenje koji se koriste za zavarivanje nehrđajućeg čelika podijeljeni u klase:
- normalna točnost;
- povećana točnost s P.
Najčešće korištene vrste punila za zavarivanje proizvoda od nehrđajućeg čelika su:
- Sv06X20N11M3.
- Sv01H18N10.
- Sv01X19N9.
Prilikom dešifriranja treba imati na umu sljedeće:
- A označava dušik;
- B - niobij;
- B je volfram;
- D - bakar;
- M je molibden;
- C je silicij;
- T je titan;
- X je krom;
- H - nikal;
- Yu - aluminij;
- F - vanadij;
- C - cirkonij.
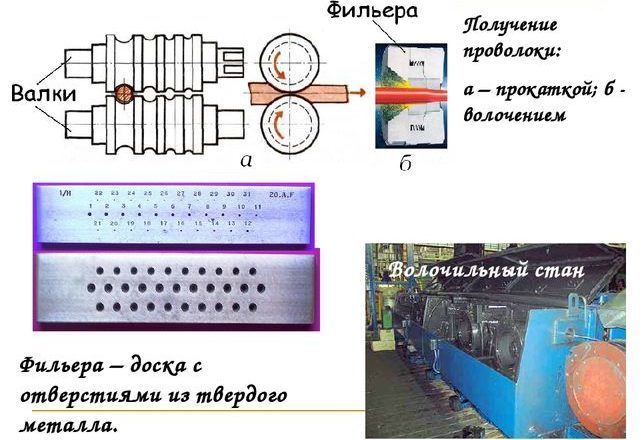
Faze crtanja
Tehnologija proizvodnje žice podijeljena je u pet faza.
Faza 1
Postupak jetkanja radi uklanjanja površinskog sloja materijala - ljestvice, koji ometa crtanje:
 Kiseljenje metala u jedinici za kontinuirano kiseljenje
Kiseljenje metala u jedinici za kontinuirano kiseljenje
- Priprema površine: odmašćivanje, brušenje, poliranje, izrezivanje neispravnih područja.
- Vaga sadrži složene spojeve drugih elemenata pa se sirovina podvrgava kemijskoj ili mehaničkoj obradi.
- Izbor metode jetkanja ovisi o prirodi metala.Uklanjanje kamenca provodi se fosfornom, klorovodičnom, dušičnom, fluorovodičnom ili sumpornom kiselinom zagrijanom na 50 ° C.
- Površina koja se tretira čisti se od proizvoda za jetkanje. Ovo je pranje radnih komada posebnim otapalom ili vodom.
- Nakon postupka, metal bi trebao dobiti mat nijansu.
- Sušenje žice sat vremena na temperaturi od 75-100 ° C. Za to se koriste posebni strojevi s komorama za sušenje.
Faza 2
 Toplinski procesi uključuju
Toplinski procesi uključuju
Toplinska obrada provodi se kako bi izradka bila polumekana, sa sitnozrnatom strukturom, bez unutarnjih naprezanja. Metal se zagrijava na određenu temperaturu, čuva se pod takvim uvjetima neko vrijeme i hladi.
Žarenje mijenja svojstva materijala i olakšava proces izvlačenja žice. Brzina zagrijavanja ovisi o toplinskoj vodljivosti metala. Brzina hlađenja određena je tvrdoćom koja se postiže nakon žarenja. Čelične žice hlade se sporije od spojeva ugljika.
Faza 3
Koristeći poseban čekić ili valjke za kovanje, krajevi obratka se izravnavaju i izravnavaju. Postupak omogućuje pričvršćivanje metala na bubanj stroja i prolazak kroz matricu.
 Umri za izvlačenje žice
Umri za izvlačenje žice
Faza 4
Izvlačenje žice: ukiseljena prerađena sirovina vuče se na stroj najvećom brzinom kroz kanal koji se glatko sužava. Prema broju istodobno povučenih šipki, postupak je sljedeći:
- Jednolančani.
- Višelinijski.
Prema vrsti krajnjeg proizvoda:
- Dugi proizvodi u obliku zavojnica ili kalema.
- Kalibrirane šipke.
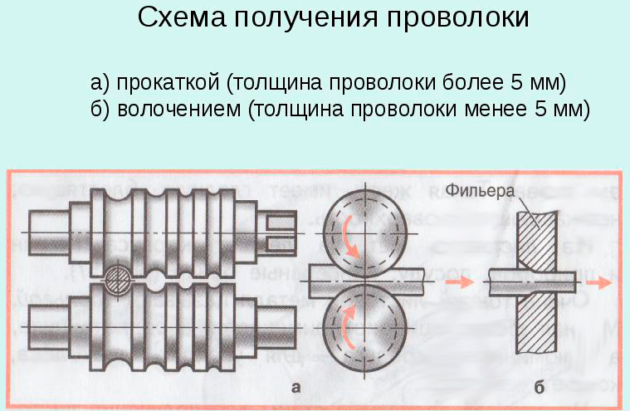
Po broju prijelaza izvlačenje žice ima dvije vrste:
- Pojedinačno - u kojem se povlačenje vrši kroz jedno povlačenje. Postupak je prikladan za debele, slabo deformirane žice.
- Višestruko, kada se materijal uzastopno komprimira na nekoliko matrica.
Stroj za crtanje oblikuje profil i dimenzije gotovog proizvoda.
Faza 5
Posljednja faza uključuje žarenje. To se radi kako bi se uklonio štetni stres nakon crtanja. Proizvod postaje mekan, otporan na kidanje, savitljiv na zavoje, produljenje i uvijanje. Nakon toplinske obrade provode se dodatne završne operacije, uključujući:
- Žica pocinkovana.
- Konzervacijska mast.
- Rezanje na komade.
- Obilježava.
 Vrsta gotove žice nakon svih procesa obrade
Vrsta gotove žice nakon svih procesa obrade
Legenda u označavanju žice za zavarivanje
Označavanje žice za zavarivanje ima određeni redoslijed, koji je odgovoran za podatke koji se prenose slovima i brojkama sadržanim u nazivu robne marke. Time se skraćuje njegova duljina, sve postaje kompaktnije i pomaže se bolje otkriti potrebne nijanse sadržaja.
Prvi broj koji stoji ispred svih slovnih oznaka i često se nekako izdvaja od glavne mase, barem činjenicom da stoji odvojeno, je promjer.
Iza broja nalazi se slovna oznaka koja otkriva namjenu žice. Ovdje postoje dvije mogućnosti. Prvi od njih je "Np", što znači žica za navarivanje, drugi je "Sv" - zavarivanje. Ako je pored ovih slova više brojeva, oni pokazuju sadržaj ugljika u materijalu. Na primjer, ako je Sv2, tada će sadržaj ugljika u stotinama biti 0,2%, a ako je Sv06, tada je sadržaj ugljika 0,06%.

Primjer za označavanje žice za zavarivanje
Nakon naznake vrste materijala i sadržaja ugljika u njemu, još uvijek mogu postojati zasebna slova koja ukazuju na čistoću sastava za štetne nečistoće. Fosfor i sumpor često postaju takve nečistoće. U oznaci su to slova "A" i "AA" Ako uzmemo u obzir primjer CB08, tada je u nedostatku slova dopušteno 0,04% sadržaja nečistoća fosfora i sumpora, u robnoj marki CB08AA do 0,02%, a u robnoj marki CB08A - do 0,03%.
Slijedi popis legirajućih elemenata u sastavu. Postoje sljedeće oznake:
- M je molibden;
- C - silicij;
- H - nikal;
- X je krom;
- C - cirkonij;
- D - bakar;
- F - vanadij;
- T je titan;
- G - mangan;
- Yu - aluminij.
Ne mogu se sva slova pronaći s brojevima. Ovdje postoji jedna posebnost. Ako nema broja, tada je sadržaj ovog elementa u žici samo 1 posto. Ako iza slova stoji bilo koji broj, tada prikazuje postotak sadržaja. Na primjer, 2 - 2%i 25 - 25%.
Nakon specificiranja kemijskog sastava naznačena je jedna od metoda taljenja žice, koja može biti vrlo važna u kritičnim uvjetima uporabe. Postoje takve osnovne metode označavanja:
- VI - taljenje u vakuumskim indukcijskim pećima;
- VD - taljenje u vakuumskim lučnim pećima;
- Š - taljenje pomoću elektrotapljačkog pretapanja.
Ako se ista žica može koristiti za proizvodnju elektroda, tada se slovo "E" stavlja u oznaku. Ako ima samo jednu primjenu i koristi se isključivo za zavarivanje plinom, tada se ne daje dodatna oznaka.
Često se proizvodi žica s bakrenom površinom. U tom slučaju na kraju se dodaje slovo "O" - bakreno.
Na samom kraju marke stavlja se GOST prema kojem se proizvodi. Da bismo skratili, mnogi proizvođači propuštaju ovu točku, ali sve to mora biti prisutno u potpunom označavanju.
Vrste i svojstva aluminijske žice
Aluminijska žica ima niz značajnih prednosti:
• dobra snaga,
• plastičnost,
• mala težina,
• visoka električna i toplinska vodljivost,
• otpornost na vlagu,
• trajnost,
• dobra otpornost na trošenje.
U usporedbi sa žicama izrađenim od srebra, bakra ili zlata, aluminijske žice imaju manju toplinsku vodljivost. No, i njegova cijena je mnogo jeftinija.
Kao i svi aluminijski proizvodi, aluminijska žica ima visoku otpornost na koroziju, uključujući i u mokrim prostorijama. To je razlog njegove učestale uporabe u izgradnji objekata koji će doći u dodir s vodom.
Aluminijska žica ima mnoge vrijedne kvalitete. Glavni su: jednostavnost obrade i plastičnost, dobra električna i toplinska vodljivost. Magnetska svojstva žice su slaba.
Aluminijska žica, izrađena od tehničkog ili primarnog aluminija, zadovoljava sanitarne standarde i apsolutno je sigurna. Ove kvalitete omogućuju upotrebu proizvoda čak i u prehrambenoj industriji.
Jedna od glavnih prednosti aluminijske žice je njezina cijena. Dostupan je ne samo za tvrtke, već i za bilo koje pojedince.
Prema načinu proizvodnje, aluminijska žica se može vući i ekstrudirati.
Također se može podijeliti u područja primjene:
• za hladno iskrcavanje;
• za žice dalekovoda;
• za elektrotehniku;
• za zavarivačke radove.
Aluminijska žica također se razlikuje prema stanju materijala:
• vruće prešano (bez toplinske obrade);
• žareni (mekani);
• hladno obrađeno (H);
• otvrdnut (prirodno (T) ili umjetno (T1) odležao).
Aluminijska žica izrađena od termički stvrdnutih legura kali se hladnom deformacijom (autofretage). Ove žice uključuju AMg5, AD1, AMg3. Plastičnost se pojavljuje nakon žarenja. Postoji žica od legura ojačanih toplinom (D16P, D1P, D18 itd.). Snaga mu se povećava prirodnim ili umjetnim starenjem, kao i stvrdnjavanjem. Umjetno starenje prikladno je za gotovo sve vrste legura. Žičano uže od legura D18, D1P, D16P prikladno je za obradu na + 40 ° C. Žica od legure B65 odležava na temperaturama od + 75 ° C do + 90 ° S.
Isporučena aluminijska žica u kalemovima, zavojnicama ili snopovima.
Proizvodnja
Oslobađanje čelične žice vrši se izvlačenjem žičane šipke na specijaliziranoj opremi s daljnjim pečenjem u posebnoj peći ili bez nje.
Proces provlačenja i crtanja nije osobito težak s tehničkog gledišta. Komprimirana žičana šipka koristi se kao radna sirovina, sve se manipulacije izvode na strojevima za izvlačenje. U usporedbi s valjanjem metala, ova operacija ima mnoge prednosti:
- automatizirani rad alatnih strojeva osigurava povećanu produktivnost;
- Izvlačenje omogućuje dobivanje proizvoda idealno pravilnog oblika s čistom i izravnanom površinom - zbog toga se stupanj naknadne obrade uvelike smanjuje, a sama žica stječe poboljšana mehanička svojstva.


Općenito, proizvodnja upletene čelične žice uključuje nekoliko koraka.
- U ovoj fazi vrši se bakropis, glavni zadatak je ukloniti površinski sloj metala i kamenca, što može ometati crtanje. Priprema površine vrši se odmašćivanjem, brušenjem, poliranjem i mehaničkim rezanjem odbačenih površina. Budući da u ljestvici mogu biti prisutni složeni kemijski spojevi, žičana šipka se tretira otopinama kiseline zagrijanim na 50 stupnjeva. Nakon toga, radni komad se pere i suši zagrijavanjem na 75-100 stupnjeva u posebnim komorama za sušenje.
- U ovoj fazi dolazi do toplinske obrade čija je svrha učiniti metalni obradak mekšim, oslobođen unutarnjih naprezanja. Za to se materijal zagrijava, čuva neko vrijeme i hladi. Zbog toga se svojstva čelika značajno mijenjaju te se olakšava proces izvlačenja i pečenja žice.
- Nadalje, uz pomoć čekića, čelične gredice se izravnavaju i izravnavaju. Na ovaj način možete popraviti metal na bubnju stroja za izvlačenje kako biste ga prošli kroz matricu.
- U ovoj fazi crtanje se izvodi izravno. Za to se obrađene i ravne sirovine izvlače na stroju najvećom mogućom brzinom kroz sužavajući kanal. Ovisno o količini izvučene žice, ovaj postupak može biti jednolančan ili višelančan.
- U posljednjoj fazi izvodi se pečenje - glavni zadatak ovih manipulacija je minimiziranje naprezanja nakon izvlačenja metala. Čelik postaje elastičan, otporan na istezanje i krut, u isto vrijeme savitljiv za produljenje i uvijanje, poboljšavaju se parametri kao što su otpornost i težina od 1 metra.

Postoje dvije vrste toplinske obrade.
- Lagano pečenje - izvodi se u peći napunjenoj inertnim plinom. Zbog toga metal ne podliježe oksidaciji i na njemu se ne stvara kamenac. Gotovi proizvodi dobivaju svijetlu nijansu i vrlo impresivne cijene.
- Pečenje crnom bojom - u ovom slučaju koristi se najjednostavnija atmosfera, na površini gotovih proizvoda nastaje ljuskica pa dobiva tamnu boju. Cijena takve žice mnogo je niža od cijene svjetlosne žice.


S obzirom da čelična legura spada u kategoriju metala koja brzo nagriza, pocinčavanje je često uključeno u proizvodni ciklus. Najbolja i najkvalitetnija žica proizvodi se tehnikom vrućeg pocinčavanja jer se time osigurava maksimalno prianjanje cinka izravno na žicu.
Gotovi proizvodi na izlazu se ne boje hrđe, a istovremeno imaju povećanu razinu zaštite od takvih nepovoljnih vanjskih čimbenika kao što su djelovanje ultraljubičastih zraka, vjetra i temperaturnih fluktuacija. Osim toga, pocinčana čelična žica mnogo je duktilnija od necinčane, a time i izdržljivija. Nakon toga, proizvodi se izrežu na komade i označe.

U skladu s GOST 3282-74, čelična žica proizvodi se od čelika u skladu s važećim standardom No1050. Gotova žica s presjekom od 0,5 do 6 mm, koja nije podvrgnuta toplinskoj obradi, na izlazu mora izdržati najmanje 4 zavoja bez narušavanja ukupnog integriteta i uništavanja metalne konstrukcije.Na površini proizvoda koji nije premazan cinkom tehnološki standardi dopuštaju prisutnost malih udubljenja i ogrebotina - dok njihova dubina ne smije biti veća od 1/4 veličine odstupanja gotovih proizvoda u promjeru. No, prisutnost svih vrsta pukotina, ljestvica i filmova bilo koje veličine strogo nije dopuštena.
Pocinčana žica može imati blagi bjelkasti premaz na površini, kao i sjaj - ali samo ako ne narušavaju ukupnu kvalitetu premaza. Strogo je zabranjeno prodavati i koristiti u proizvodnom procesu čeličnu žicu s nemetalnim površinama i crnim mrljama.

