Oznaka vijka
Dugo su se konkurentski proizvođači koristili vlastitim standardima. Ovaj sustav je prošao niz velikih promjena, nakon čega su svi dijelovi počeli odgovarati određenim parametrima i prema njima su označeni. Ova odredba bila je neophodna u industriji koja se brzo razvijala, a u kojoj je nedostatak standarda zakomplicirao proces proizvodnje.

U ovom trenutku postoje tri jedinstvena standarda prema kojima se oznake primjenjuju na vijke radi lakše uporabe:
- GOST;
- ISO;
- DIN
Preporučena shema označavanja vijaka i vijaka prema GOST -u koristi se u zemljama ZND -a. Zahtjevi standarda kvalitete odnose se na hranu, industrijsku robu, odjeću itd. ISO je međunarodni metrički sustav usvojen 1964. godine. Trenutno se ovaj standard koristi u mnogim zemljama svijeta. DIN je usvojen i koristi se u Njemačkoj. Ovaj sustav ima nekoliko standarda.
Opis
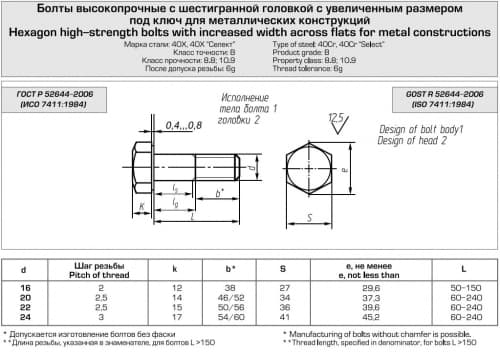
Za vijke visoke čvrstoće postoji službeni važeći GOST 52644-2006. Ovaj akt normira:
-
dimenzije vijaka;
-
duljina niti takvog zatvarača;
-
varijacije strukturnih elemenata i dizajna;
-
koeficijenti uvijanja;
-
teoretska težina svakog proizvoda.
Također su obuhvaćeni standardom DIN 6914. Ovaj proizvod prema zadanim postavkama ima šesterokutnu glavu za ključ. Namijenjen je za čelične spojeve s visokim naponom. Promjer zatvarača može biti od M12 do M36. Njihova veličina kreće se od 3 do 24 cm.
Takvi se vijci mogu koristiti u strojarstvu, u gradnji motora. Također su korisni za područja gdje su aktivne jake vibracije; konačno, mogu se koristiti u građevinskim konstrukcijama različitih vrsta. Međutim, pravilan moment zatezanja igra važnu ulogu. Premali pritisak često dovodi do preranog uništavanja spoja, prejak pritisak može oštetiti pričvrsne elemente ili konstrukcije koje se spajaju.


5 Kako se zatežu vijci?
Sila zatezanja VPB -a može se podesiti na nekoliko načina. U nastavku ih navodimo:
- Po broju udaraca ključa.
- Aksijalnom napetošću pričvršćivača.
- Po kutu zakretanja matice.
- Do trenutka uvijanja.
Ovdje morate znati da je, bez obzira na mogućnost zatezanja za pričvršćivače velike čvrstoće, neophodno koristiti vijke za vezanje. U početnoj fazi napetosti, glavu VPB -a treba držati. Sam proces izvodi se s najtežeg dijela veze ili iz njegove sredine. Ključ zateznog momenta koristi se za zatezanje vijka za određeni napor. Ovaj alat omogućuje vam jasno određivanje zateznog momenta (koeficijenta) spoja.
Postupak zatezanja veze moment ključem je sljedeći:
- paket je pričvršćen pričvršćivačima;
- svi vijci (uključujući vijke za pričvršćivanje) su pritegnuti na zadanu silu;
- utikači su izbačeni, VPB su postavljeni na svoje mjesto.
Nakon toga, ugrađeni pričvrsni elementi pričvršćuju se ključem do kvara. Vijci M24 često su zategnuti ključem, koji se kalibrira okretanjem matice pod određenim kutom. Takav alat omogućuje postizanje zateznog momenta od najmanje 1600 Nm. Kalibracija uređaja za vijke M24 provodi se prije početka rada. Opisani nutrunner može biti opremljen zamjenjivim suženim glavama. Imaju prekomjernu težinu. Kao rezultat toga, moguće je smanjiti gubitak snage zbog uvijanja. Velika težina glava nije im jedino obilježje. Osim toga, nužno su podvrgnuti toplinskoj obradi. Štoviše, izvodi se tako da zamjenjivi uređaji imaju tvrdoću na HRC ljestvici u rasponu od 35-45 jedinica.
 Pritezanje vijaka visoke čvrstoće
Pritezanje vijaka visoke čvrstoće
Vijci M24 mogu se zategnuti ne jednim ključem, već s dva odjednom. Ova tehnika omogućuje dobivanje najpreciznijeg okretnog momenta. Koristi se dosta često. U tom slučaju prvi ključ (nazvan mali ključ) stvara okretni moment od najviše 200 Nm. Nakon toga uzmite drugi alat (veliki). I s ovim ključem vrši se konačno zatezanje. Pruža okretni moment od 1600 Nm. Zatezanje vijaka visoke čvrstoće M20, M16, M30 i tako dalje (svi osim M24) izvode se u većini slučajeva u odnosu na aksijalnu silu. Operacija se izvodi električnim ili pneumatskim ključem. Prije sastavljanja metalne konstrukcije mora se tarati.
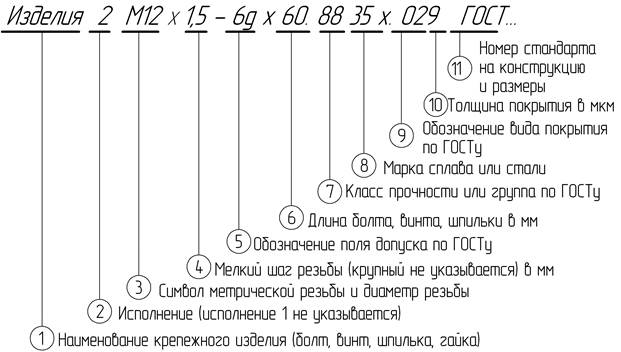

Proizvod 2M12h1,50LH-5gx50.66.A.047 GOST 7798-70
- Proizvod. Na ovom mjestu upisuju naziv dijela: vijak, vijak, ukosnica itd.
- Klasu kvalitete diktira GOST, pa se možda ne navodi. Postoje tri klase - A, B i C, gdje oznaka A označava najveću točnost dijela.
- Broj 2 označava performanse. Postoje samo četiri vrste izvedbe. Izvršenje 1 nije zadano zadano.
- M je oznaka za vrstu niti. Označeno je prvo slovo njegova imena: metričko, stožasta ili trapezoidno.
- 12 - promjer vijka u milimetrima.
- 1,5 - korak navoja, ne može se navesti ako je osnovni za navoj određenog promjera.
- LH - oznaka da ovaj vijak ima lijevi navoj. Ako je proizvod izrađen s glavnim (desnim) navojem, to neće biti naznačeno.
- 5g označava koji je stupanj preciznosti konac prerezan. Nastava se može numerirati od 4 do 8, pri čemu je 4 najtočnija ocjena.
- 50 - duljina vijka (oznaka u milimetrima).
- 66 - klasa čvrstoće proizvoda. Na glavi vijka ti su pokazatelji stavljeni točkom između brojeva. Nemojte stavljati točku u legendi.
- A - karakteristika koja se koristi za proizvodnju čelika. U ovom slučaju naznačeno je da je vijak izliven od čelika za slobodno rezanje. Slovo C kaže da je dio izrađen od mirnog čelika. Ovaj parametar karakterizira klasu čvrstoće vijka. To znači da je klasa viša od 8,8.
- 047 označava vrstu premaza i njegovu debljinu na proizvodu. Postoji nekoliko vrsta premaza - od 01 do 13. U ovom slučaju, vrsta premaza je 04, a njegova debljina je 07 µm.

Simbol pričvršćivača vijaka omogućuje vam da što točnije ispunite zahtjeve za određeni proizvod i dizajn. Usklađenost sa standardima kvalitete ključ je uspješnog ispunjavanja projektnih zahtjeva. Napomena da je proizvod u skladu s GOST -om omogućuje vam proučavanje svojstava dijela prema ovim dokumentima i znači njegovu potpunu usklađenost sa standardima. Standardi GOST -a odgovaraju drugim objedinjenim sustavima. Za prijelaz s jednog sustava na drugi, dovoljno je koristiti tablicu pretvorbe metrike.
2
Simbol za hardver pojavio se u SSSR -u početkom prošlog stoljeća. U punoj oznaci navedeni su apsolutno svi parametri, počevši od naziva hardvera i njegove klase čvrstoće, a završavajući brojem standarda. Sastoji se od 13 pozicija. Prvo se navodi naziv proizvoda, a zatim klasa točnosti. Treću poziciju zauzima izvedba proizvoda. Ovisno o državnom standardu, može biti u 4 verzije. Ako se primijeni izvršenje 1, onda nije naznačeno. Proizvodi verzije 2 imaju rupu za klin na kraju navojnog dijela, a 3 - par prolaznih rupa u glavi. Hardverska verzija 4 nema dodatnih rupa.
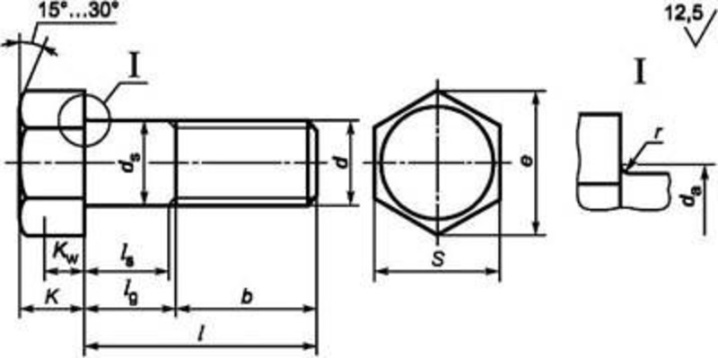
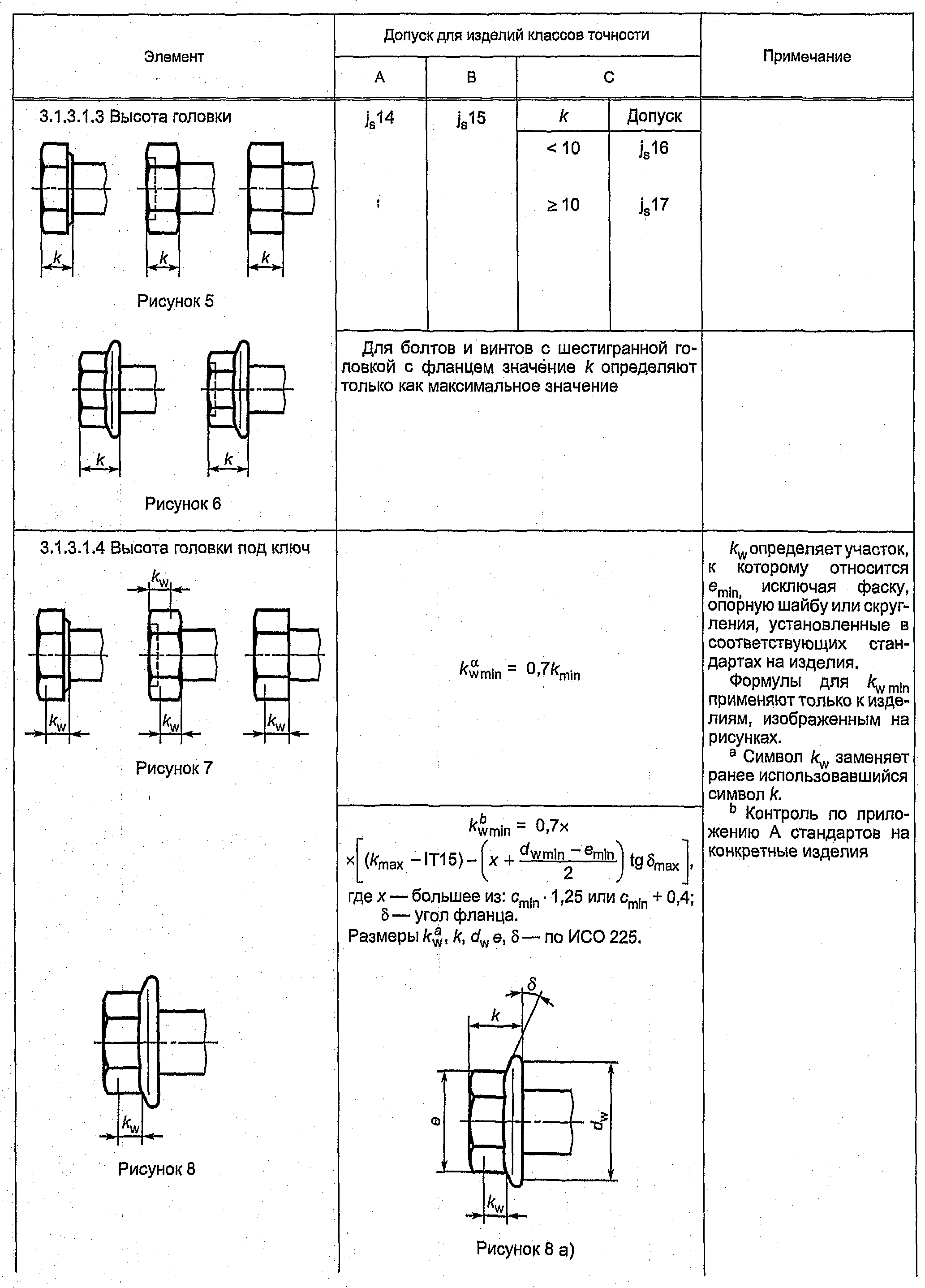
Na crtežima koji se nalaze u referentnim knjigama označeni su parametri poput duljine, promjera šipke i navoja za svaku vrstu okova. Nadalje u oznaci su naznačeni nazivni promjer, korak, smjer i tolerancija navoja. Osmo mjesto zauzima duljina proizvoda. Klasa čvrstoće navedena je iza nje. Štoviše, u ovom slučaju vrijednosti nominalnog krajnjeg otpora i granice popuštanja ne smiju biti ograničene točkom.U nastavku je naznaka uporabe samostalnog ili tihog čelika. Nakon toga slijedi ocjena materijala. Posljednje dvije pozicije zauzimaju podaci o pokrivenosti i broj državnog standarda.
Po čemu se vijci visoke čvrstoće razlikuju od običnih vijaka?
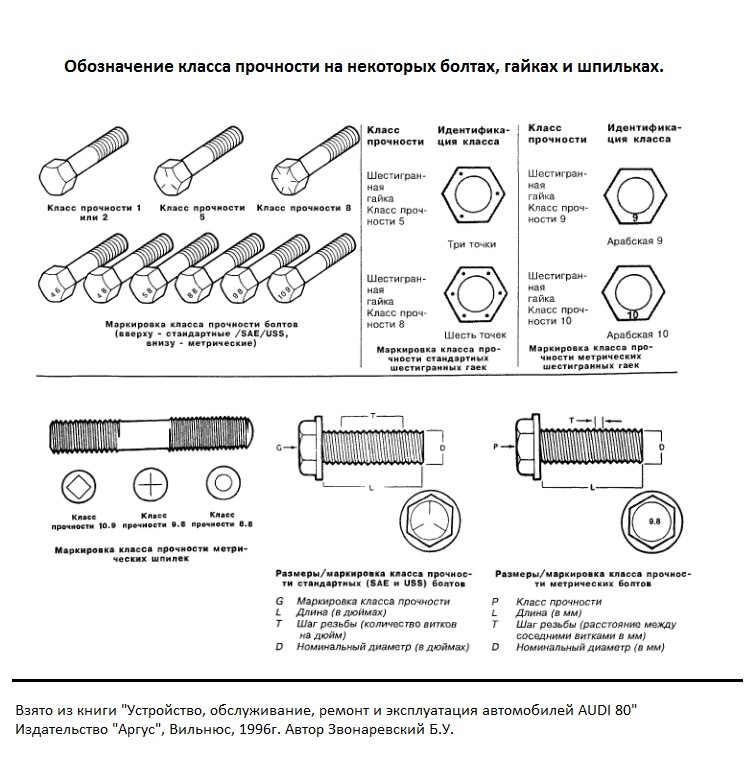
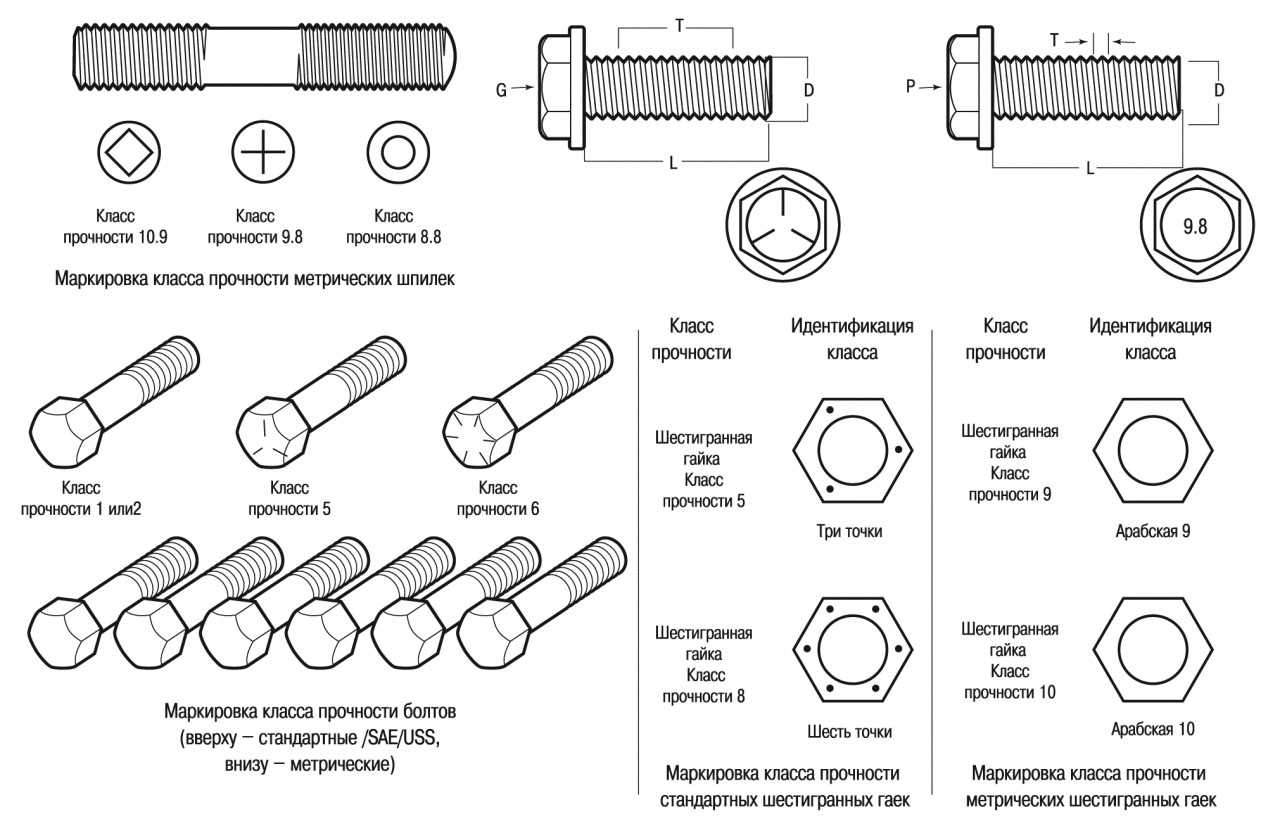
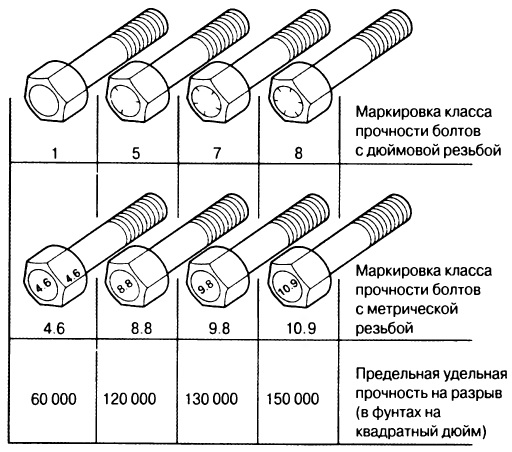
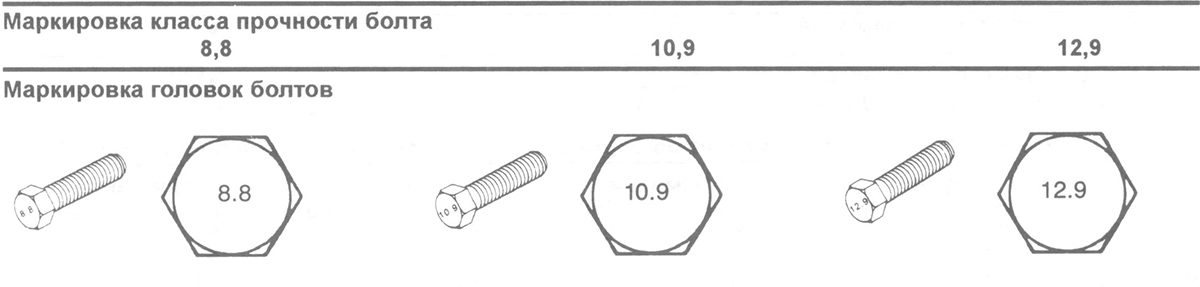
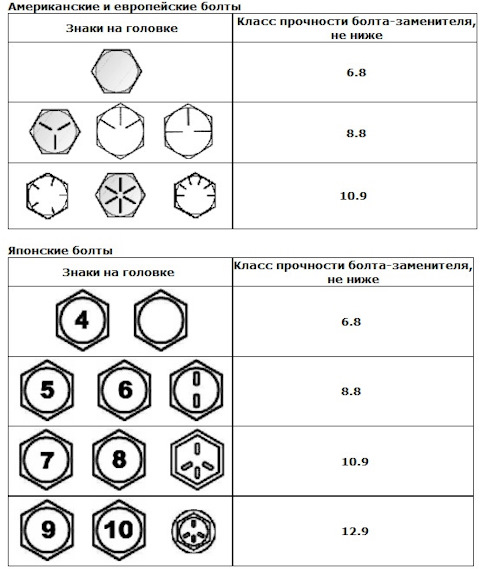
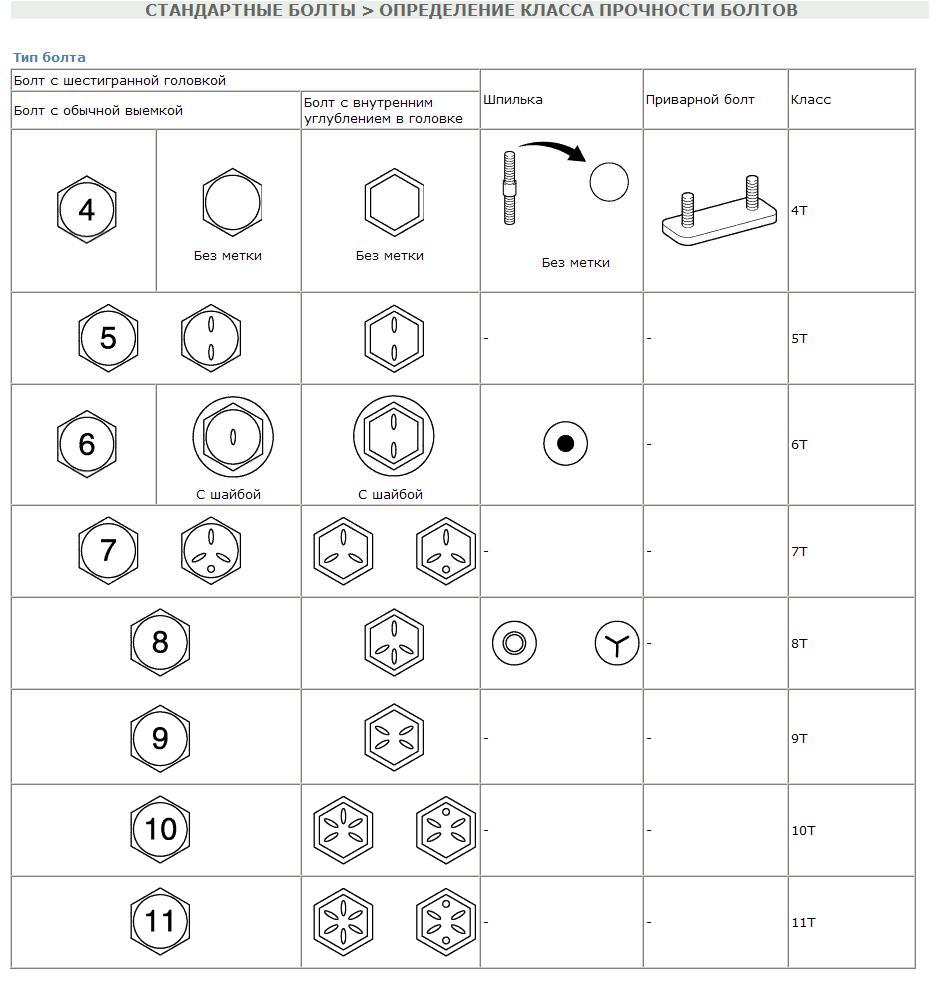
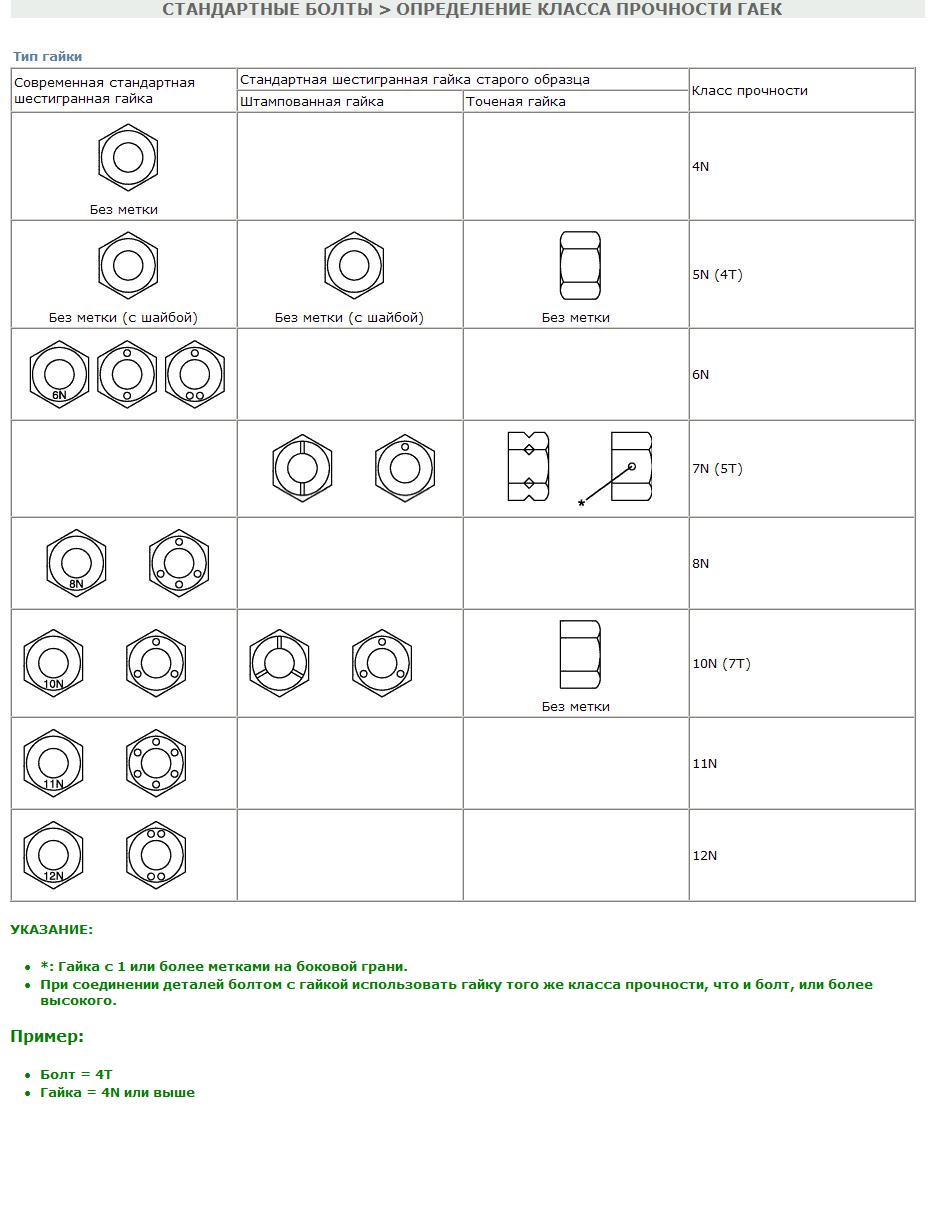
Svi elementi za pričvršćivanje moraju odgovarati klasi čvrstoće navedene u važećim standardima GOST. Postoji 11 kategorija označavanja klase čvrstoće. Brojevi označavaju snagu. Pomnoživši prvu znamenku sa 100 - dobit ćemo krajnju snagu. Pomnoživši drugu znamenku s 10 - dobit ćemo koreliranu vlačnu čvrstoću u kamatnoj stopi.
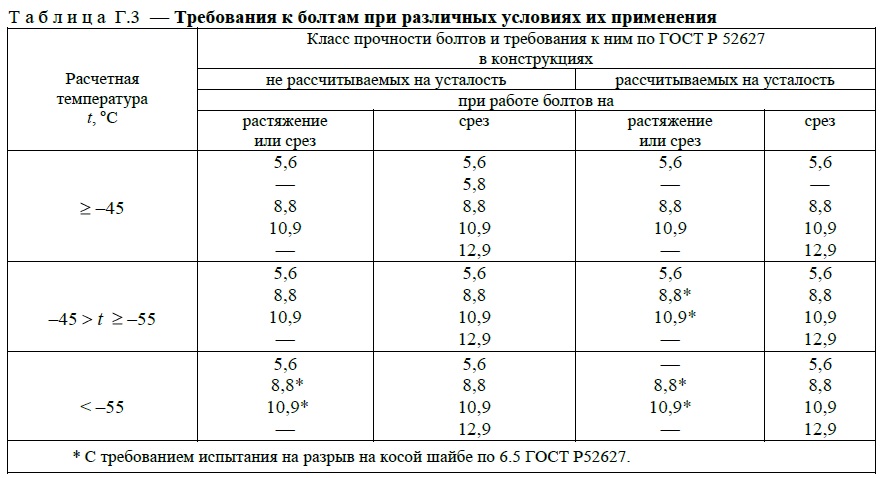
Vijci visoke čvrstoće klasificirani su kao razredi 9.8, 10 i više. Glavna razlika između običnih vijaka i vijaka s najvećom klasom čvrstoće je fizička i mehanička značajka koja omogućuje pričvršćivačima da podnose veliko opterećenje. Rad vijaka visoke čvrstoće može se odvijati u oštroj klimi (oznaka "HL"), pri prosječnoj hladnoj temperaturi (oznaka "U"). Vijci su izrađeni s navojem m12 - m36.
4.5. Prihvaćanje i brtvljenje spojeva uz njihovu potpunu demontažu
4.5.1. Bez obzira na način
napetosti, kontroler mora prije svega izvršiti vanjski pregled
isporučeni vijci visoke čvrstoće i provjerite jesu li svi vijci
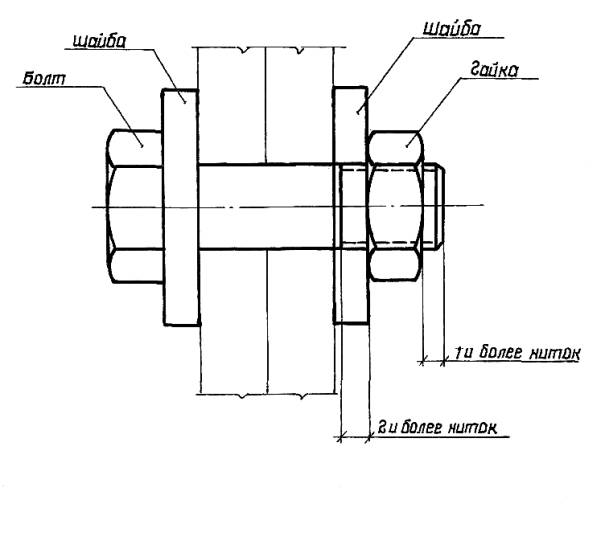
utvrđene oznake, podloške se isporučuju ispod svih glava i matica; zvučnici
izvan matice, dijelovi vijaka imaju barem jedan navoj iznad matice i
dva ispod matice; okupljena jedinica nosi pečat brigade koja je to izvršila
rad ().
4.5.2. Broj vijaka u jedinici,
podložna kontroli navedena je u tablici. 3.
Tablica 3
|
Količina |
Količina |
|
Prije |
100 |
|
6-20 |
5 |
|
21 |
ne |
4.5.3. Ako se rezultati ne podudaraju
kontrola prema zahtjevima iz točke 3.5.1. za barem jedan vijak, dvostruki
broj vijaka. Ako se u ovom slučaju pronađe neispravan vijak,
nadziru se svi vijci određene veze.

Riža. 3
4.5.4. Kontrolni rezultati
bez obzira na način zatezanja treba zabilježiti u posebnom dnevniku ().
4.5.5. Odgovornost za
kvalitetu postavljanja vijaka snosi izvođač.
4.5.6 nepropusnost estriha
provjereno mjeračem debljine. 0,3 mm u odnosu na zategnuti vijak u tom području,
ograničeno perilicom. Igla ne smije prolaziti između sastavljenih dijelova u područje
ograničeno podloškom (u nastavku rezultirajuća podloška).
4.5.7. Na svakoj vezi kao
u pravilu se oznaka jezgre primjenjuje na tim koji je uspostavio vezu i osobu
koji je izvršio kontrolu. Broj žiga dodjeljuje se po narudžbi za jedinicu,
uspostavljanje veza. Ako su vijci pripremljeni metodom depilacije,
s pečatom se stavlja slovo "P".
4.5.8. Nakon prihvaćanja veze
regulator, svi spojevi duž konture moraju biti premazani temeljnim premazom. Ako je u projektu
objekt nema ocjenu temeljnog premaza, dopušteno je koristiti temeljne premaze
FL-03K, GF-021 s dodatkom suhog pigmenta do konzistencije koja isključuje
slijevanje temeljnog premaza u paket.
4.5.9. Alat za zatezanje
vijci i priprema površine usvaja se prema
«Vodič za primjenu postavljen instrument za uprizorenje
vijci visoke čvrstoće ". MMSS SSSR Moskva 1985. ().
1
Ovaj zatvarač pronašao je svoju široku primjenu. Nemoguće je zamisliti industrijsko područje koje ne koristi vijke. Građevinarstvo, zrakoplovstvo, strojarstvo, brodogradnja i samo svakodnevni život - u svim su tim područjima nezamjenjivi. Uz njihovu pomoć možete dobiti jaku, pouzdanu i, što je vrlo prikladno, odvojivu vezu. Ovaj pričvršćivač sastoji se od dva dijela - šipke na koju se nanosi navoj i glave. Najčešće ima šesterokutni oblik.
Hardver se klasificira ovisno o namjeni, obliku i čvrstoći proizvoda. Zadržimo se detaljnije na konceptu klase čvrstoće.Ova karakteristika određuje mehanička svojstva zatvarača. Ukupno ima 11 razreda. Označeni su s dva broja, omeđeni točkom. Prvi broj pomnožen sa 100 odgovara nazivnom privremenom otporu. Na primjer, za pričvršćivače s klasom točnosti 3,6, to je 300 N / mm 2. Pomnožeći sljedeću brojku s 10, doznat ćemo nominalnu granicu tečenja. Za gornji vijak bit će 60 N / mm 2.
Vijak za namještaj
Postoje posebni s klasom čvrstoće ne većom od 5,8. Koriste se prvenstveno u građevinskoj industriji i industriji namještaja. No plugovi i pričvršćivači za ceste već mogu imati višu klasu čvrstoće - 8,8. Prvi su našli svoju primjenu u ugradnji priključaka za poljoprivredne strojeve. Najvišu klasu čvrstoće (do 12,9) imaju proizvodi strojarstva, budući da su oni uključeni u montažu kritičnih konstrukcija.
Vijci su zglobnog oblika, proizvedeni u skladu s GOST 3033-78. Njihova značajka je glava, izrađena u obliku pomičnog dijela zglobnog zgloba. No gornji dio ušice, s čijim se značajkama možete detaljnije upoznati, proučavajući GOST 4751-73, prsten je. Ovi su proizvodi posebno važni za instalaciju instalacija, istovar i utovar, za vuču. A sve zahvaljujući jedinstvenom dizajnu. Šipka vijka je uvrnuta u provrt, a na prsten se može zakačiti kuka, vezati uže.
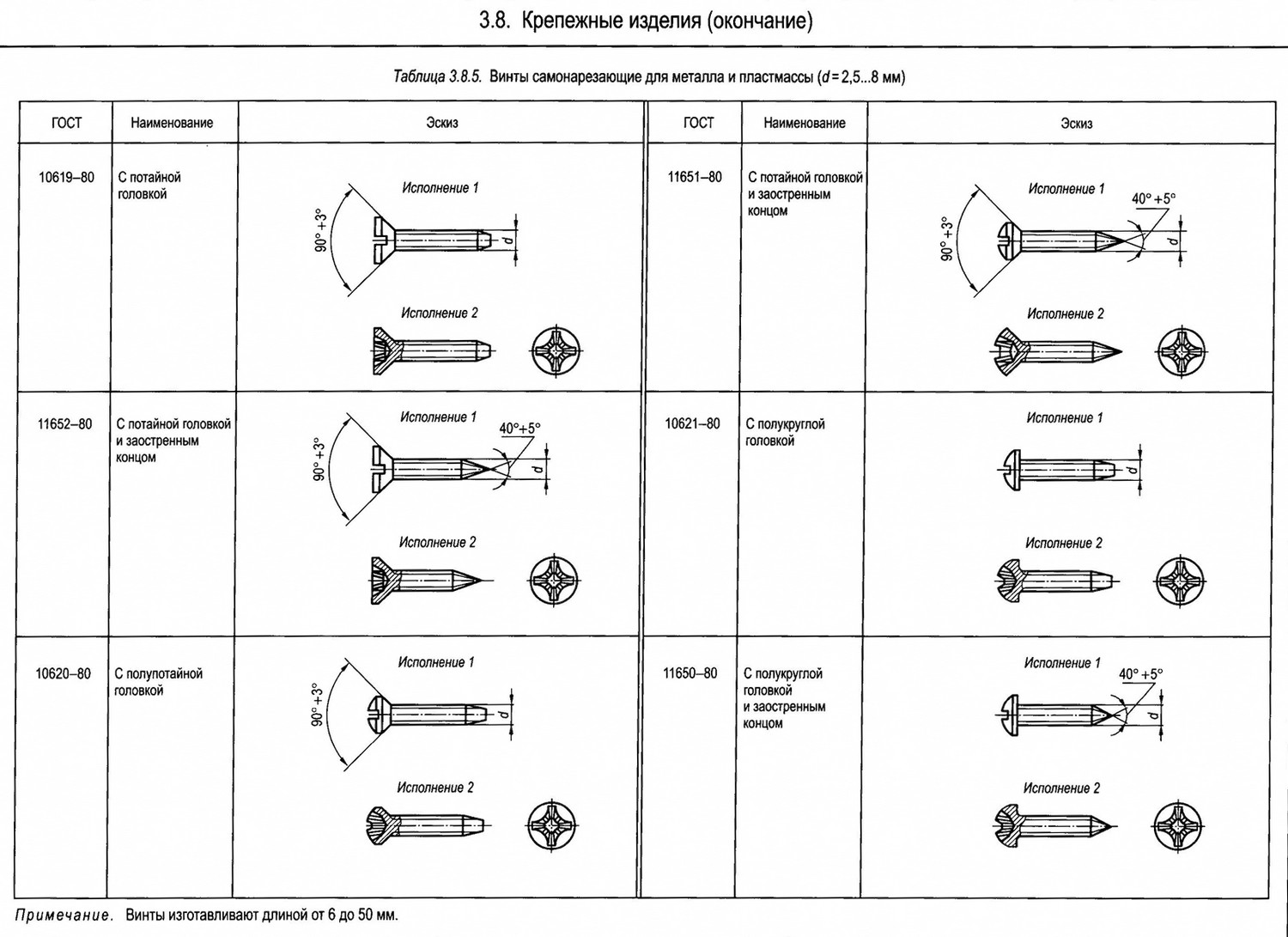
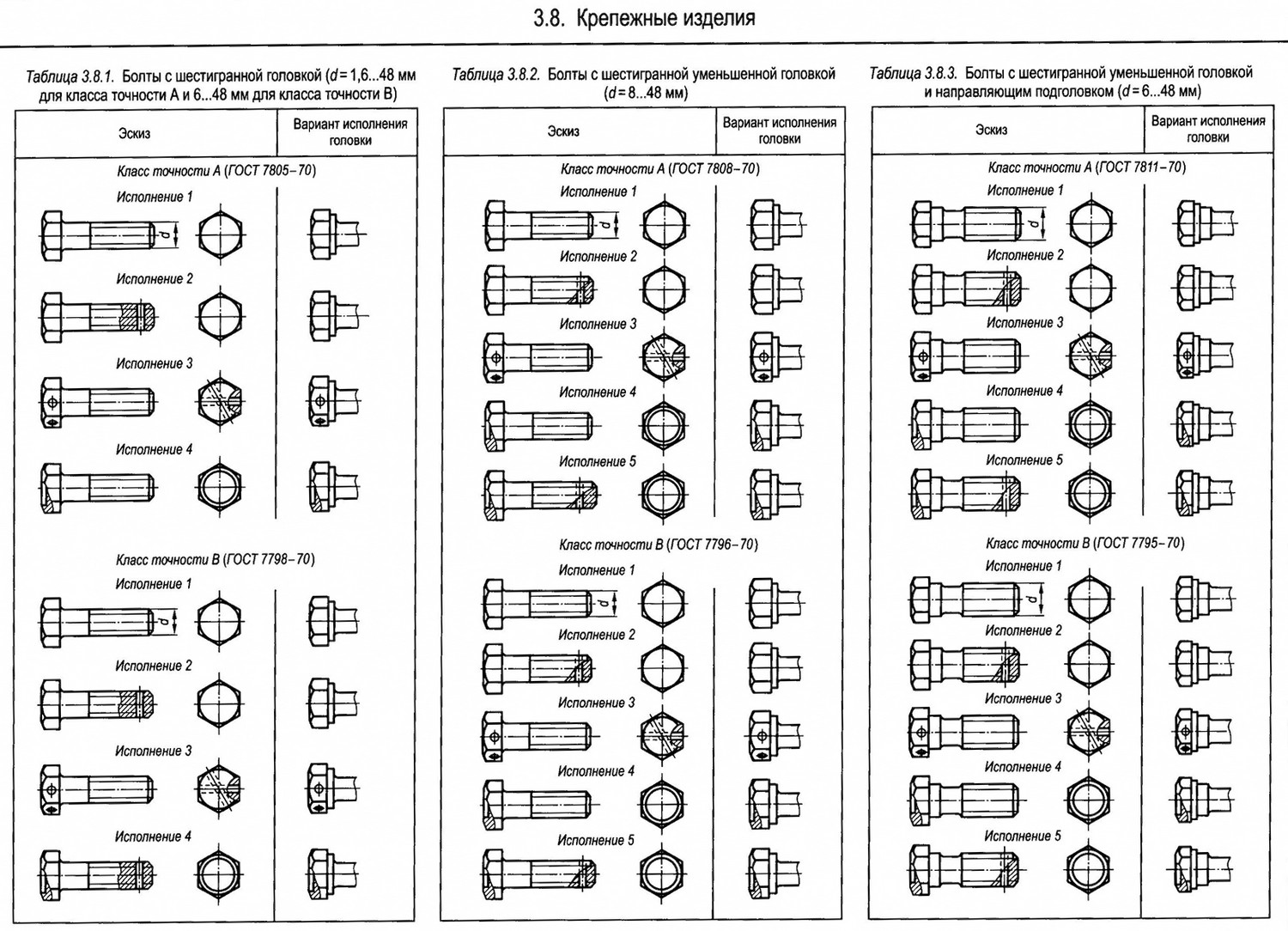
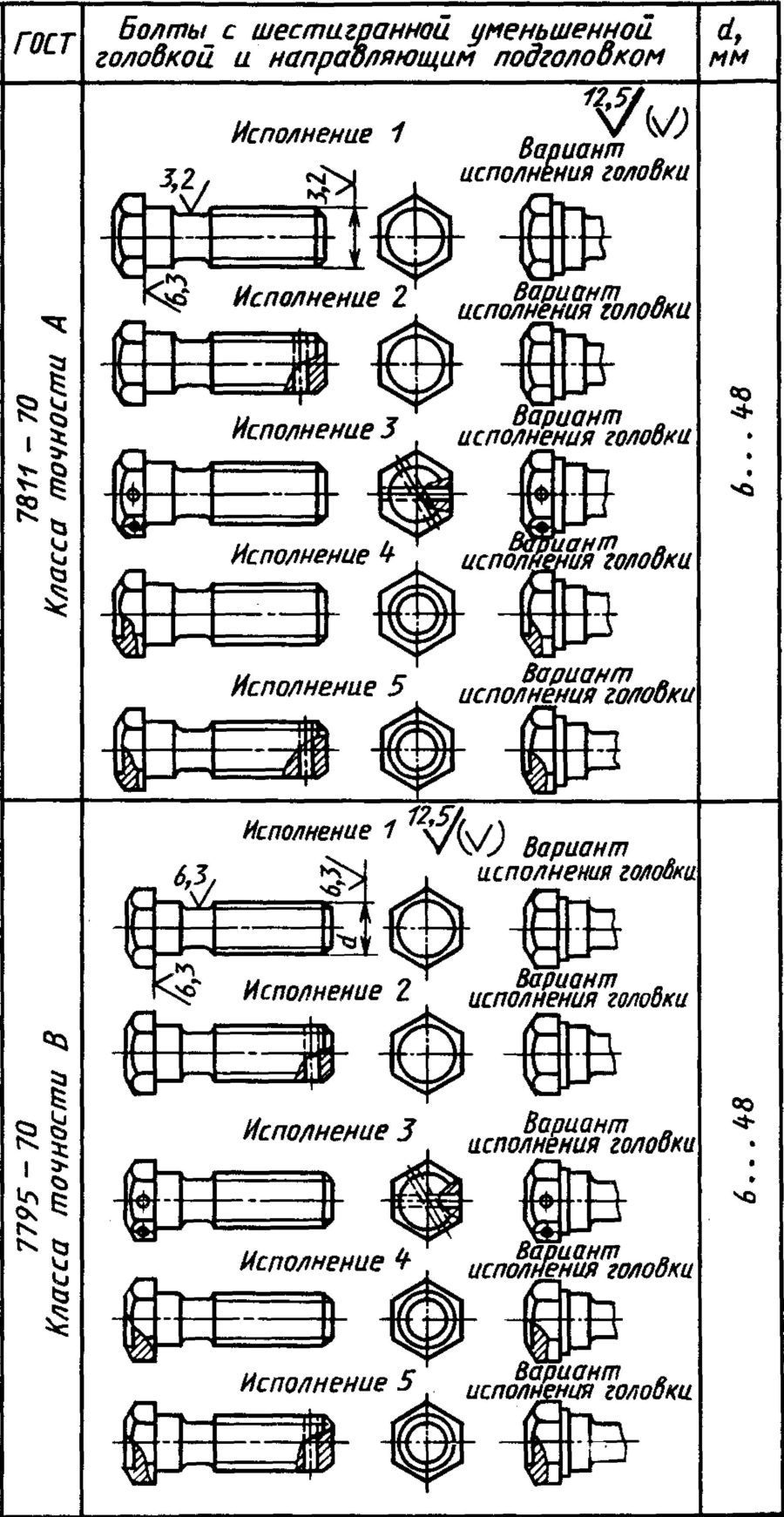
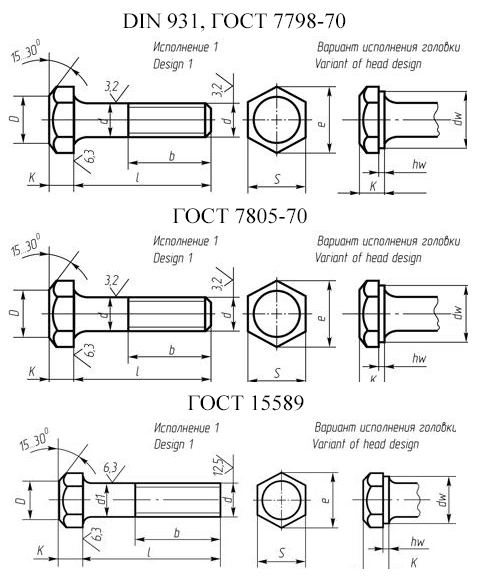
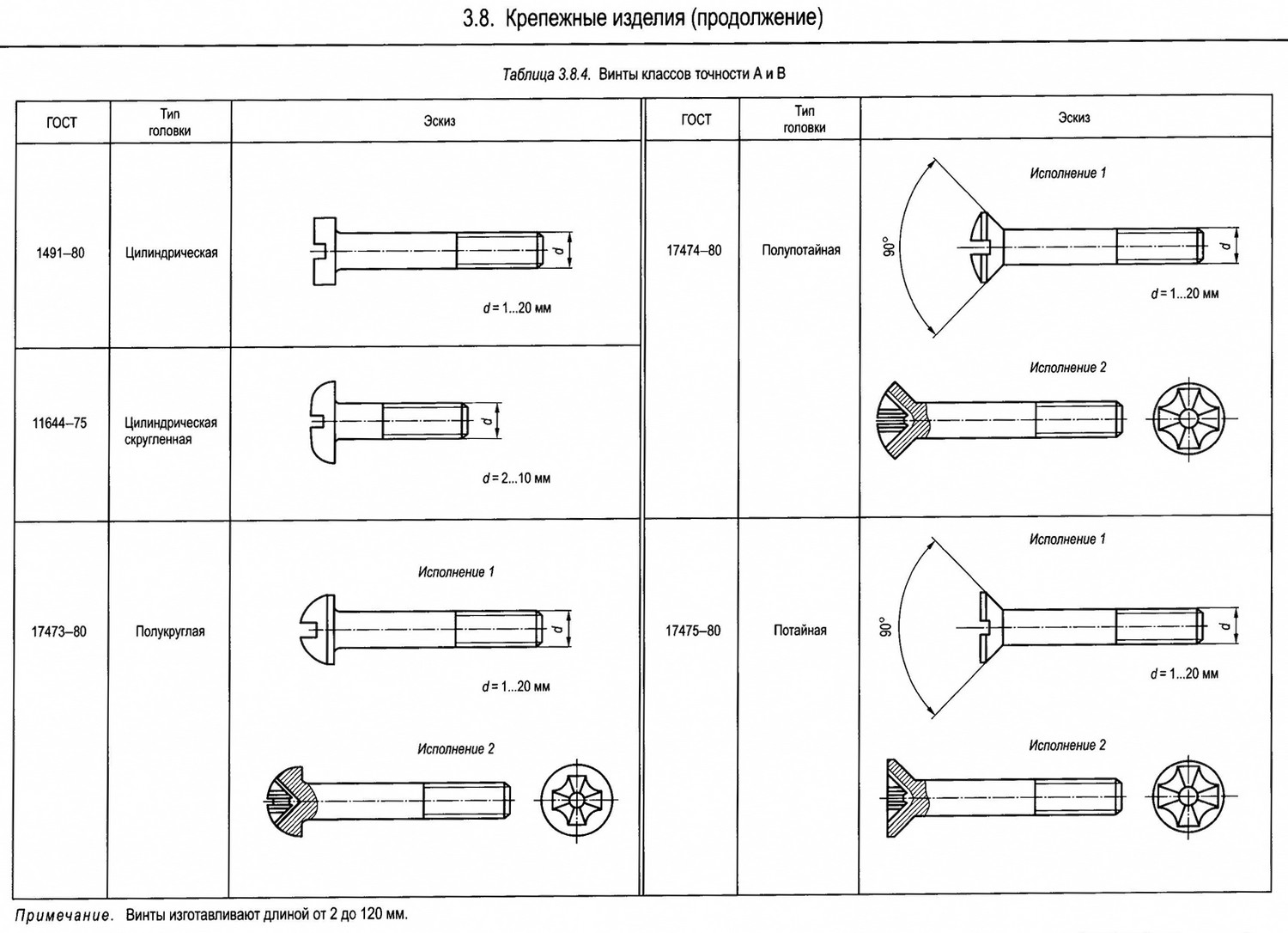
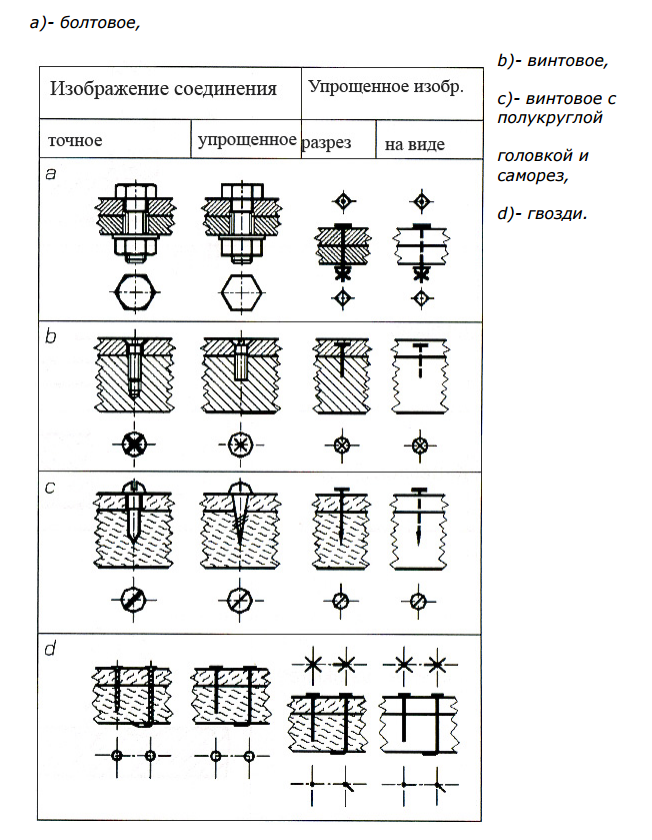
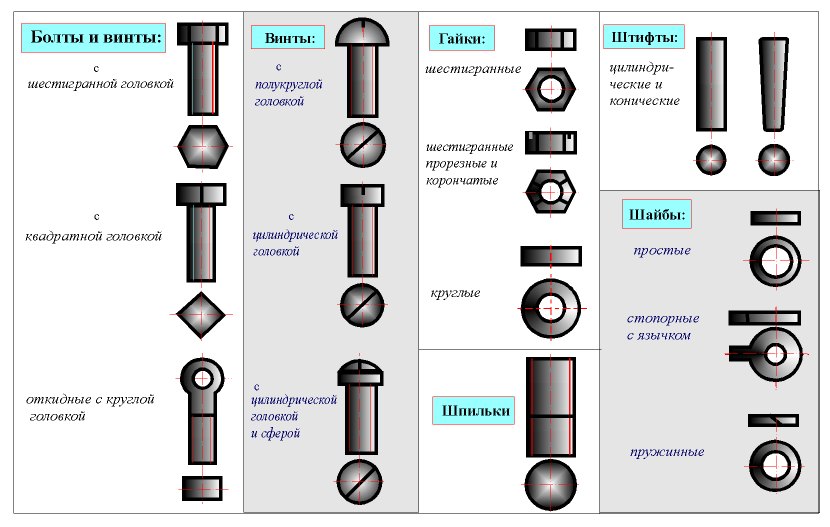
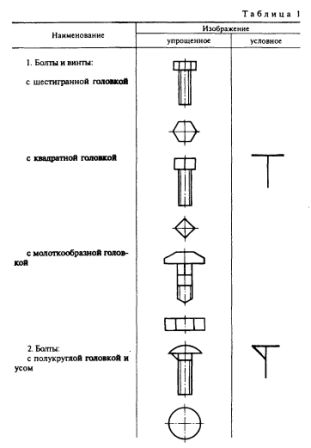
Glave vijaka mogu biti različite. Najčešći se s pravom može nazvati šesterokutom, koji idealno pristaje ključu. Ovi proizvodi proizvedeni su u skladu sa zahtjevima navedenim u GOST 7798.7817–80, 10602–94 i 18125–72. No, postoji i hardver s polukružnim i upuštenim glavama (GOST 7783–81, 7801–81, 7802–8 i 7785–81, 7786–81, 17673–81). Značajni su proizvodi s prirubnicom. Strukturno nalikuju standardnim dijelovima, samo što imaju dodatnu prirubnicu. Izgleda kao običan orah.
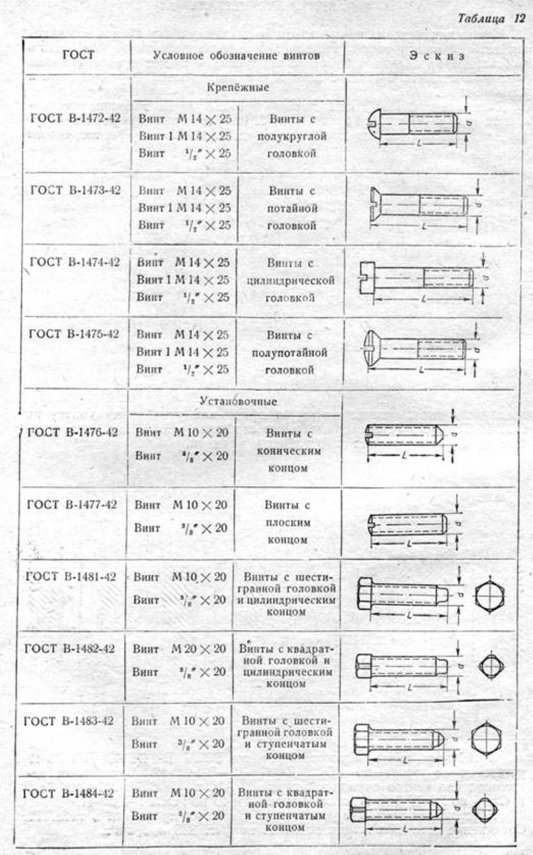
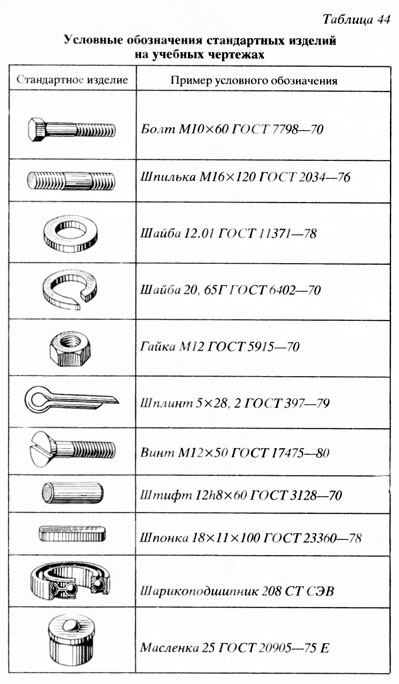
Dekodiranje brojeva
Najcjelovitije oznake montažnih vijaka date su u tablici. Ima i abecedno i brojčano značenje, a svi ti simboli nalaze se u strogo definiranom redoslijedu GOST -a. Ako takvu oznaku navedete u specifikaciji građevinskog ili instalacijskog projekta, svaki će inženjer lako razumjeti o kakvom se hardveru radi i koje karakteristike imaju.
Kao ilustrativni primjer razmotrite oznaku hardvera za koji se oznaka nalazi na glavi: Vijak A3M12x1.50LH-4gx60.66. S. 097.
- Prvi je naziv proizvoda. Riječ "vijak" može se zamijeniti nazivom drugog proizvoda, koji je podložan označavanju.
- Slovo A označava klasu točnosti proizvoda. Ukupno postoje 3 klase točnosti: A, B, C. A znači da je točnost vijka velika.
- Broj 3 govori nam o vrsti izvođenja proizvoda. Prema standardima postoje 4 vrste izvođenja, ali tip 1 nije označen na oznaci.
- Sljedeće slovo M govori o vrsti navoja na dršci vijka. Vrsta niti razlikuje se po konusnom, metričkom ili trapeznom obliku. Slovo M označava metriku.
- Broj 12 označava promjer u milimetrima na ručici vijka. Važno je napomenuti da samo proizvodi klase A imaju oznaku M12.
- Broj 1,50 daje podatke o nagibu na koji se vijak kucka. Ako je korak navoja standardni za promjer, to nije označeno na oznaci.
- Slova LH označavaju da vijak ima lijevi navoj. U slučaju da se uvlačenje navoja vrši standardno desno, to se ne prikazuje na oznaci.
- Oznaka 4g označava klasu točnosti. Konac se reže s točnošću na ljestvici od 4 do 8. Što je indikator niži, to je preciznije izrađen konac na hardveru.
- Broj 60 označava duljinu vijka. U ovom primjeru to je 60 mm.
- Broj 66 govori o snazi. Ovi privremeni parametri tvrdoće odvojeni su od duljine točkom.
- Sljedeće slovo označava stupanj čelične legure od koje je vijak izrađen. Slovo C znači da je okov izrađen od takozvanog mirnog čelika. Da oznaka ima slovo A, to bi značilo da je čelik automatski.
- Brojevi 097 pokazuju kakav premaz ima hardver. Ukupno se razlikuje 13 vrsta premaza, a broj 9 označava pocinčane okove. Broj 7 označava debljinu premaza u mikronima, u našem slučaju debljina pocinčanog premaza je 7 mikrona.
Jedinstveni zahtjevi za hardver i njihovo označavanje, usvojeni u našoj zemlji, omogućuju precizan i brz odabir pričvršćivača. Za proizvode europske ili američke proizvodnje oznake su drugačije, budući da su dimenzije navedene u inčima. Tablice pretvorbe koriste se za čitanje oznaka u inčima.
Sve o označavanju vijaka u videu ispod.
Ukratko standardi o 2 matice i vijci
Trenutno su svi navojni spojevi unificirani prema međunarodnim i državnim standardima (ISO, GOST, DIN). Potreba za takvim ujedinjenjem bila je očita od početka, ali nisu svi proizvođači matica i vijaka tome težili. Za njih je bilo isplativije imati vlastite standarde proizvodnje.

Prvi sustav ujedinjenja izumio je Vitvoort 1841. u Britaniji. Britanci ga koriste do danas. Također se primjenjuju sljedeći standardi navoja vijaka:
- američki sustav rezbarenja koji su Sellers stvorili 1864. godine;
- jedinstveni sustav (koristi se u zemljama engleskog govornog područja), temeljen na sustavima Sellers i Whitworth;
- DIN - njemački sustav (postoje standardi DIN EN, DIN ISO i drugi);
- ISO je metrički standardni sustav koji se koristi od 1964. u mnogim zemljama.
Sedamdesetih godina prošlog stoljeća Nacionalni institut SAD -a nadogradio je ISO na ANSI / ISO. Sada se ona smatra najčešćim standardom za navojne veze.
U Sovjetskom Savezu, a sada u Rusiji i ZND -u češće se koriste GOST -ovi - obvezni državni (međudržavni) standardi.
Kako pravilno zategnuti i odvrnuti vijak
Najčešće se pri zatezanju vijčanih spojeva na raznim konstrukcijama u kućanstvu koriste obični ključevi - ključevi sa nasadom, otvoreni i prstenasti. Međutim, u ovom je slučaju teško točno odrediti moment zatezanja, stoga u industrijskoj proizvodnji i servisima iskusni bravari koriste posebne ključeve momenta ili pneumatske ključeve čija je glavna prednost mogućnost postavljanja potrebne razine zatezanja, ovisno o vrsti mehanizma.
Za odvrtanje vijka upotrijebite iste ključeve, ali u starijim izvedbama najčešće se vijci zbog korozije jako "lijepe" za maticu. Za sigurno odvrtanje koristi se nekoliko jednostavnih metoda:
- uporaba prodornog maziva tipa aerosola WD-40;
- lagano lupkanje čekićem po hrđavom vijku kako bi se razbila hrđa u profilu spoja s navojem;
- lagano okretanje matice u smjeru pritezanja (samo nekoliko stupnjeva).
Područja uporabe
Već je spomenuto nekoliko područja uporabe za izuzetno čvrste pričvršćivače. No, može se koristiti ne samo za metalne konstrukcije u građevinarstvu i strojarstvu, kako se često misli. Ovi su proizvodi također potrebni za poljoprivredne strojeve i pričvršćivanje na tračnicama. Glavna značajka je prikladnost za takve montažne spojeve koji su izloženi vrlo velikim opterećenjima i gdje se stoga ne mogu koristiti standardne metode pričvršćivanja. Takvi su pričvršćivači traženi čak i u najtežoj gradnji - u izgradnji mostova, tunela, visokih tornjeva i tornjeva.
Naravno, svi dijelovi vijaka visoke čvrstoće moraju imati povećanu pouzdanost i mehaničku čvrstoću. Svi spojevi gdje se koriste takvi pričvršćivači svrstani su u kategoriju otpornu na smicanje. Kad koristite takve pričvršćivače, ne morate rupčati ili čistiti rupe. Vijak visoke čvrstoće možete uvrnuti ne samo u metal, već i u armirani beton.Odvojeno, valja reći o šesterokutnim vijcima.

Postoje i proizvodi smanjene visine glave (a jedna od njihovih podvrsta namijenjena je malim ključevima). Međutim, proizvodi s unutarnjim šesterokutnikom dobri su zbog:
-
veća udobnost;
-
povećana snaga;
-
optimalna pouzdanost.


4.2. Sklapanje spojeva na vijke visoke čvrstoće kada je potrebno potpuno rastaviti spojeve
Ako je potrebno, dovršite demontažu
spojeve treba ukloniti iz projektnog opterećenja na posebno projektiranoj
projicirati i obnoviti čvor pomoću sljedeće tehnologije:
4.2.1. Tehnološki proces
montaža priključaka omogućuje:
- pregled građevina i ovjera
njihova usklađenost sa zahtjevima projekta i poglavlja SNiP III-18-75 (u smislu točnosti proizvodnih struktura);
- poravnavanje rupa i pričvršćivanje
u projektnom položaju elemenata i spojnih dijelova pomoću montažnih utikača
(10% od broja rupa, ali ne manje od 2 kom.);
- instalacija bez prometnih gužvi
rupe za vijke visoke čvrstoće;
- provjera geometrije
dimenzije sastavljenih konstrukcija;
- čvrsti estrih paketa;
- napetost isporučenog
vijci visoke čvrstoće za silu koju predviđa projekt;
- uklanjanje utikača, postavljanje
oslobođene rupe vijaka visoke čvrstoće i njihova napetost prema dizajnu
naporima.
4.2.2. Razlika u debljini
elementi koji se preklapaju slojevima, utvrđeni prije postavljanja slojeva s
pomoću ravnala i mjerača ne smije prelaziti 0,5 mm.
4.2.3. S razlikom u avionima
dijelovi koji se spajaju od 0,5 do 3 mm kako bi se osiguralo glatko savijanje obloge
rub izbočenog dijela mora se zagladiti šmirglom na udaljenosti do
30 mm od reza dijela s nagibom ne strmijim od 1:10. S ravninskom razlikom većom od 3
mm, treba koristiti brtve. Korištenje brtvi mora biti dogovoreno
s dizajnerskom organizacijom.
4.2.4. Duljine vijaka
odabiru se ovisno o debljini pakiranja ().
4.2.5. Prilikom bušenja rupa
u elementima s tretiranim površinama ne smije se koristiti hlađenje
tekućine koje sadrže ulje.
4.2.6. Sklop priključaka trebao bi biti
proizvoditi izravno na vijcima i čepovima visoke čvrstoće. Umetanje drugih vijaka
kvaliteta montaže je zabranjena.
4.2.7. Svaki vijak
ugrađuje se zajedno s dvije podloške visoke čvrstoće (jedna se postavlja ispod
glava vijka, druga ispod matice).
4.2.8. Matice stegnute
dizajnerski napor, ništa nije dodatno popravljeno.
4.2.9. U vrijeme instalacije
vijci visoke čvrstoće, matice trebaju biti slobodne (ručno) navijene na navoj.
U protivnom, maticu ili vijak treba zamijeniti, a odbačene vijke i
pošaljite orahe na ponovnu pripremu.
Materijal
Čvrstoća zatvarača jedan je od najvažnijih parametara koji karakteriziraju hardver. Čvrstoća pričvršćivanja izravno ovisi o vrsti materijala od kojeg je izrađena. Ovisno o karakteristikama čvrstoće, odabire se metal za proizvodnju i način njegove toplinske obrade.
Najčešće su standardni vijci izrađeni od legiranog i nelegiranog čelika. No, u nekim slučajevima mogu biti izrađeni od drugih metala, poput bakra, aluminija, koji se koriste u slučajevima kada nema potrebe za postizanjem velike čvrstoće pričvršćivača. Za izradu nakita, zatvarači se mogu izrađivati od plemenitih metala poput zlata, srebra i drugih.
Vrlo često se za poboljšanje tehničkih karakteristika hardvera koristi poseban premaz koji štiti pričvršćivač od utjecaja okoline (vlaga, voda, temperaturni raspon, kemikalije).
Među najčešćim premazima mogu se razlikovati sljedeće sorte:
- Cinkov. Debljina premaza od cinka može varirati ovisno o zahtjevima. Za vijke koji se koriste u kućanskim aparatima, debljina je obično mala. No, za industrijske pričvršćivače to je obično do 25 mikrona.
- Kadmatiziran.Nije baš uobičajen tip vijka zbog otrovnih svojstava kadmija. Stoga se koriste u rijetkim slučajevima kada premaz od drugih materijala ne dopušta postizanje željenih karakteristika izvedbe.
- Nikla. Obično se koristi za pričvršćivače koji se koriste u proizvodnji namještaja. Nikl povećava samo dekorativne karakteristike, praktički ne mijenja radne karakteristike.
- Fosfatiranje i oksidacija. Koriste se za stvaranje zaštitnog sloja na površini vijaka zbog oksidacije osnovnog metala.
- Cink lamelarni. Oni postaju sve rašireniji, jer mogu povećati životni vijek pričvršćivača nekoliko puta.
3 Priključci na VPB-ključne odredbe SNiP III-18-75
Navedeni Sannormi opisuju pravila za proizvodnju metalnih konstrukcija. Pokrivaju sve postojeće vijčane spojeve velike čvrstoće:
- S ležajevima. U njima se prijenos posmičnih sila vrši drobljenjem, smicanjem i trenjem.
- Trenje. U tom slučaju sile se prenose isključivo trenjem.
- Zavareni vijcima, zakovani vijcima i zalijepljeni vijcima.
- Prirubnički. Takvi vijčani spojevi velike čvrstoće koriste se u konstrukcijama u kojima učvršćivači rade samo pri savijanju (fleksibilne prirubnice) ili u zatezanju (krute prirubnice).
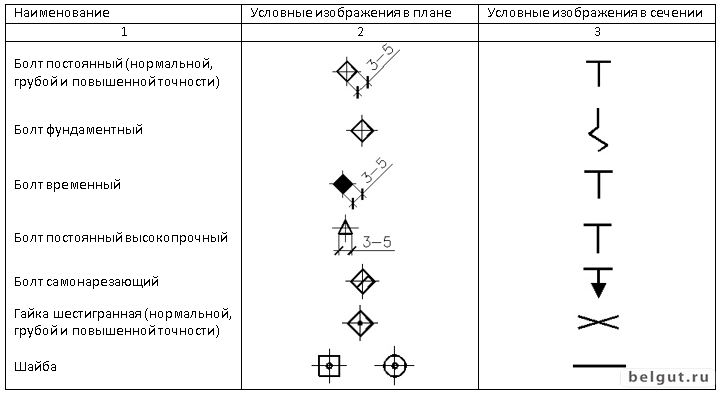
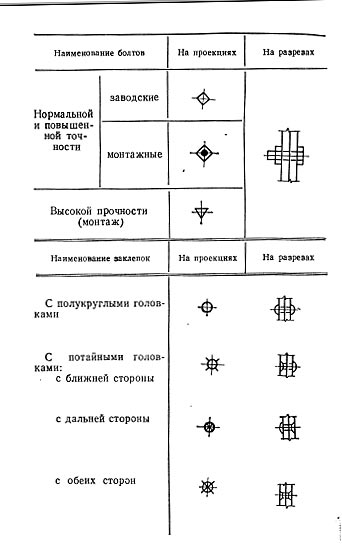
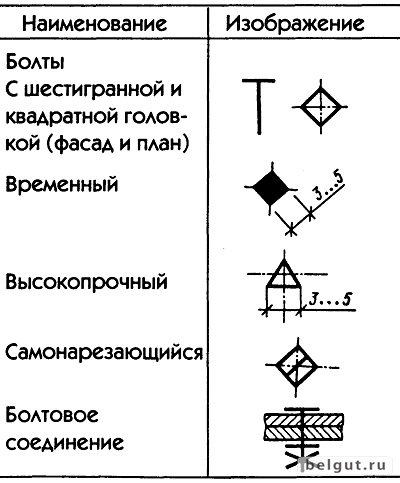
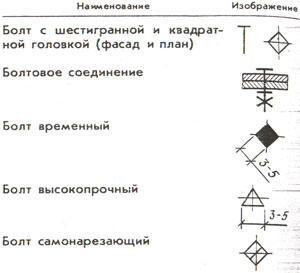
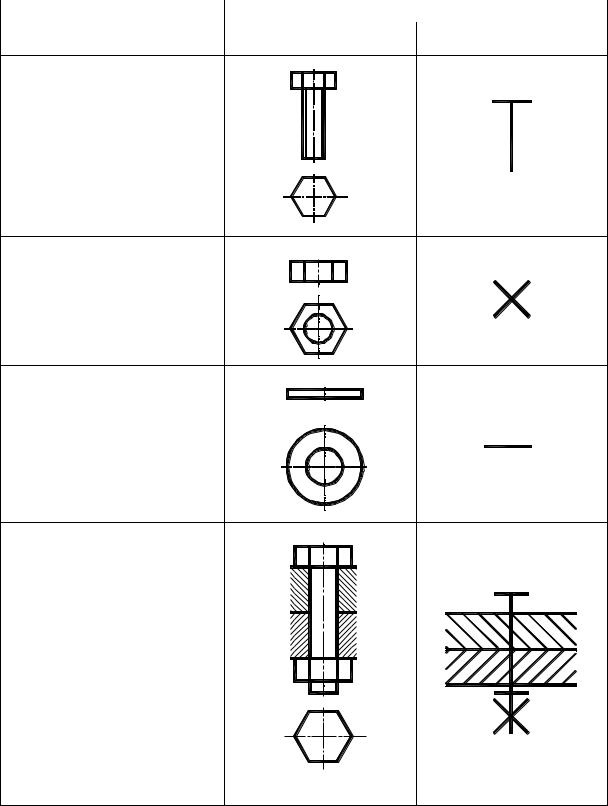
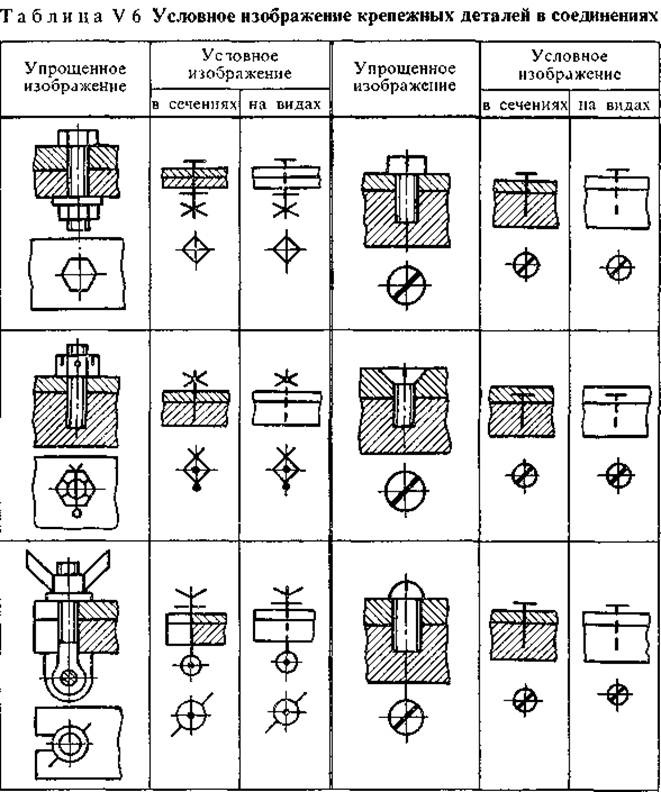
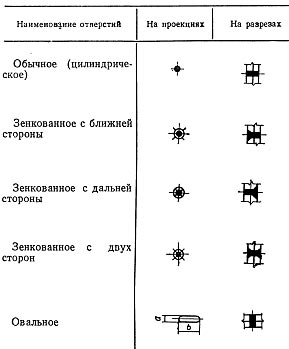
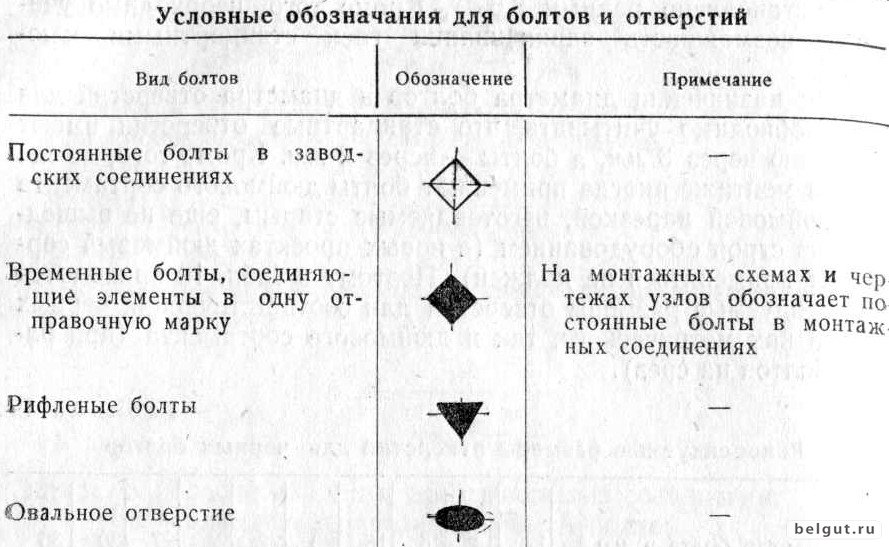
Odvojeno, napominjemo da je bilo koja frikcijska veza projektirana prema posebnim standardima. Oni su navedeni u SNiP II-B.3-72. Ostale vrste priključaka razvijaju se prema tehničkim specifikacijama određenog proizvođača radova. Mogu biti različiti. Svi spojevi s vijcima imaju svoje oznake na crtežima. Ostala je nepromijenjena od 1968. godine, kada je stupio na snagu državni standard 2.315.
 Pričvršćivanje vijaka visoke čvrstoće
Pričvršćivanje vijaka visoke čvrstoće
Oznaka VPB s frikcijskom vezom ima oblik običnog trokuta. Na crtežima metalnih konstrukcija, sastavljenih pomoću VPB-a, navedene su metode bušenja rupa i njihovih nominalnih presjeka, kao i vrsta spoja. Ti su podaci na prvom mjestu. Osim toga, crteži SNiP -a zahtijevaju navođenje sljedećih karakteristika:
- stupanj legure od koje su izrađeni vijci (40X Select ili drugi čelici), kao i GOST za proizvodnju potonjeg;
- aksijalna sila i način zatezanja VPB -a;
- koeficijent trenja;
- mogućnost obrade za kontakt dijelova;
- specifikacija vijaka, podloška i matica;
- koeficijent otpora (privremeni) na pucanje učvršćivača.
SNiP je postavio posebne zahtjeve za dijelove za slanje metalnih konstrukcija, koji su povezani vijcima koji se razmatraju u članku. Obično se sastavljaju u za to predviđene uređaje (najčešće u vodiče) s stezaljkama za pričvršćivanje. Rupe za montažni hardver izbušene su za projektni dio VPB -a (naznačeno je na crtežima). Promjeri rupa odabiru se uzimajući u obzir radne uvjete konstrukcije
I u ovom slučaju uzima se u obzir koeficijent posmične stabilnosti konstrukcija.
Zaključak
Za pričvršćivače, GOST 27017-86 utvrđuje terminologiju za različite oblike dizajna. Nomenklatura pričvršćivača utvrđena standardom obvezna je za upotrebu u svim vrstama dokumentacije i literature koja koristi ove standarde. Međutim, definicije različitih vrsta pričvršćivača koje je uspostavio GOST mogu se nadopuniti uvođenjem izvedenih znakova i karakteristika pričvršćivača, otkrivajući značenje izraza koji se u njima koriste, ukazujući na objekte uključene u opseg definiranog koncepta.
Bibliografija
- Iosilevich GB, Stroganov GB, Sharlovsky Yu. V. Zatezanje i zaključavanje navojnih veza .. - M .: Mashinostroenie, 1985. - 224 str.
- Gould D., Mikich M. Kontaktna područja i raspodjela tlaka u spojevima s vijcima // Projektiranje i tehnologija strojarstva. 1972. broj 3 ... - str. 99.
- Retscher F. Dijelovi strojeva: u 2 sveska .. - M .: Gosmashmetizdat. 1933.-1934
Pristupanjem ovoj stranici automatski prihvaćate