2 Dodatna oprema
U proizvodnji čavala, osim glavnog aparata, preporučuje se kupnja stroja za prevrtanje. Takav uređaj omogućuje čišćenje nastalih čavala od rezanja, hrđe i oštrih rubova. Osim toga, takav uređaj učinkovito polira proizvode.

Bubanj za nabijanje noktiju
Stroj za prevrtanje sastoji se od uređaja za utovar, bubnja za prevrtanje, bubnja namijenjenog za prosijavanje piljevine i vibracijskog sita. Čišćenje proizvedenih proizvoda provodi se piljevinom
Prilikom odabira uređaja za prevrtanje morate obratiti pozornost na raspone promjera obrađenih proizvoda, dopuštenu duljinu obratka, produktivnost, potrošnju piljevine, težinu i dimenzije
Pomoćna oprema može biti i stroj koji osigurava oštrenje odsječenog noža. Ako namjeravate proizvesti ne samo gladak izgled čavala, već i sve vrste pričvršćivača koji zahtijevaju kružnu i vijčanu izrezivanje, morate kupiti valjačku jedinicu.
2.1 Kako izbjeći proizvodne nedostatke?
Ako su proizvodi iskrivljeni, potrebno je poravnati valjke za ravnanje. To se mora učiniti na način da žica koja se dovodi do noža bude u vodoravnom položaju. Također se preporučuje povremeno podmazivanje unutarnjih valjka za dodavanje kako bi se spriječilo začepljenje strugotine.
Prilikom primanja velikog broja savijenih proizvoda, kutevi kosa noževa se mijenjaju za 10 stupnjeva prema gore ili prema dolje.
Ako se radni komad savije ispod glave, razlog tome može biti to što su stezne ploče pomaknute od središta uvlačenja žice u stranu. U takvim je slučajevima potrebno fino podesiti stezne matrice ili ih zamijeniti novim. Razlog za neispravan rad stroja može biti začepljenje ram kutije.
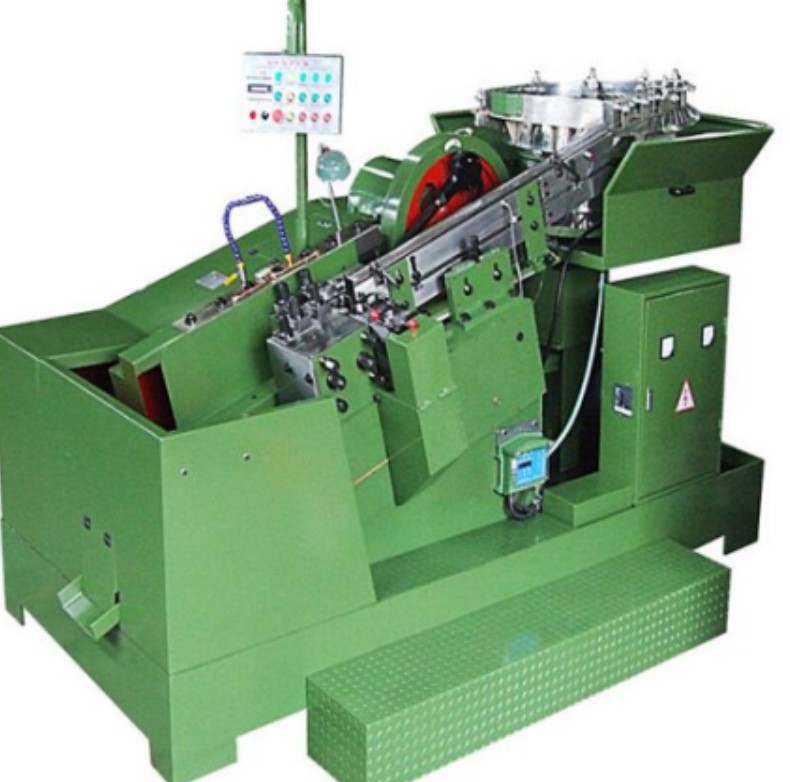
Automatski stroj za izradu noktiju u maloj radionici
Kako bi se spriječile blokade, potrebno je položiti mali mekani komad krpe na ona mjesta gdje se stezne matrice dodiruju. Ako su čavli različite duljine, tada se rezač za uvlačenje mora namjestiti tako da kut oštrenja bude 80 stupnjeva. Također možete primijeniti jaču napetost na oprugu koja oduzima nož ili ga potpuno zamijeniti.
U tom slučaju potrebno ih je namjestiti tako da njihovo okretanje bude jednostavno, a savijanje žice za napajanje nije prejako.
Ako je glava izrađenog čavla srušena, tada morate paziti da ravnina kreveta i kutija za matrice budu u istom okomitom položaju. Također je potrebno provjeriti brtve ispod gornje šipke i dodati ih ako je potrebno. Ako se nakon toga ne ukloni zazor, trake treba zamijeniti novim.
Tehnologija proizvodnje samoreznih vijaka
Tehnološki procesi u proizvodnji samoreznih vijaka započinju odabirom prikladnog čelika, može biti ugljik, mesing, nehrđajući čelik. Sirovine se kupuju u specijaliziranim valjaonicama za metal, u obliku šipke ili žice. Proizvodnja samoreznih vijaka slična je proizvodnji čavala, ali se postupak razlikuje u nekim nijansama i zahtjevima opreme. Za izradu samoreznih vijaka potrebna je posebno pripremljena oprema, to se događa u fazama:
- Od metalne žice potrebnog promjera stvara se prazna ploča. Duljina izratka mora odgovarati gotovom proizvodu; za izradu glave koristi se oprema za hladne glave.
- Prije navoja, samorezne praznine ulaze u spremnik, gdje se pripremaju za prijenos u stroj na koji se navoj navoja.
- Parametri čvrstoće, izdržljivosti samoreznih vijaka, u skladu s deklariranim pokazateljima, postižu se stvrdnjavanjem u peći. Temperatura doseže preko 900 stupnjeva, tada se naprezanje metala oslobađa u peći s nižom temperaturom.
- Svojstva protiv korozije gotovo gotovog proizvoda postižu se uranjanjem u posebne kade, galvanski premaz se nanosi u fazama, a na kraju se obrađuje elektrolitom iz cinkovih anoda kako bi se popravio rezultat.
U proizvodnji vijaka koristi se stroj za centrifugiranje za sušenje, nakon čega možete vidjeti gotov proizvod. Veličina proizvodnje utječe samo na protok strojeva i alatnih strojeva koji se koriste, kontrolu kvalitete proizvoda, proizvodni proces, može obavljati jedna osoba.
Kineski i domaći alatni strojevi
Ruski proizvođači pokušavaju uporediti svoje kineske kolege u razvoju ove opreme.
Zanimljive ponude pronaći ćete u PJSC Kupra, LLC Avto, CJSC Monolit, LLC Technoservice Krasnaya Zarya i LLC SAMSTAL. Kineski uređaji - Candid i INNOR također su se uspjeli uspostaviti kod naših kupaca.
Na primjer, za početnike poduzetnike možete ponuditi proračunski kineski model, čak se uklapa u garažu. Proces rada je poluautomatski, pa ćete morati zaposliti operatora. Broj proizvoda napravljenih u minuti je samo 25. No ovaj stroj ima i prednosti:
- koštati oko 3000 USD;
- postavke predviđaju proizvodnju različitih proizvoda: samoreznih vijaka, vijaka, vijaka.
Međutim, cijene za kineske, potpuno automatske strojeve za hladno valjanje i valjanje niti mogu se popeti i do 150.000 USD.
Stoga, prije nego što započnete proizvodni posao, temeljito istražite tržište. Identificirajte pozicije koje su tražene i razmislite o tome kako želite organizirati procese za proizvodnju samoreznih vijaka. O tome će ovisiti potreba za kupnjom opreme ograničene specijalizacije ili organiziranjem punopravne proizvodne linije.
Građevinsko tržište sada je u porastu, ali će i tijekom gospodarske krize potražnja za takvim proizvodima ostati, jer se radovi na popravcima izvode bez obzira na gospodarsku situaciju u zemlji. Preporučujemo da pogledate postojeće proizvođače samoreznih vijaka i provedete podatke o konkurentnosti.
22.01.2020
Potrebna oprema
Cijena proizvodne opreme za samorezne vijke je visoka, pa je potrebno pažljivo proučiti dizajn, performanse. Na tržištu postoji mnogo modela, raspon cijena varira od odredišta, zemlje podrijetla, brzine proizvodnje. Najčešći uređaj je linija za proizvodnju samoreznih vijaka, gdje se vrši blankiranje metala, navoj i izrada čepa, sušenje i galvanska obrada.

Linija za samoprezivanje
Performanse stroja prilagođene su proizvodnim potrebama
Postoje različiti automatski modeli koji proizvode od 30 do 300 vijaka u minuti, važno je shvatiti da cijena uređaja ovisi o ovom pokazatelju. Kontrolu kvalitete proizvoda, tehničkog stanja opreme provode obučeni operateri
Broj ljudi u proizvodnji ovisi o veličini linije i planu rada.
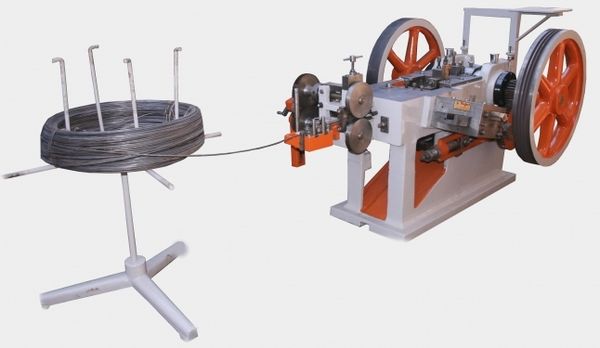
Stroj za crtanje
Priprema šipki provodi u početnoj fazi procesa. Proizvodnja započinje peći s rupama kroz koje prolazi žica i smanjuje promjer. Za proces se koriste sirovine bubnjastog tipa koje se lako ugrađuju u sjedala. Za dugotrajnu uporabu i usklađenost s temperaturnim uvjetima, oprema se hladi tekućinom za rezanje.
Oprema za hladni smjer
Glavni posao stroja za hladne glave za samorezne vijke je izrada šešira i posebnih rupa na njima za rad s alatom.Prije prerade sirovina se dijeli na jednoličan broj proizvoda, zatim se formira samorezna glava.

Stroj za hladnu vožnju
Oprema hladnog smjera zahtijeva podešavanje, tehničko održavanje. Ispravno poravnanje svih sustava omogućit će vam postizanje visokokvalitetnog samoreznog vijka na izlazu, prikladnog za klijenta. Oprema automatski kontrolira opskrbu sirovinama, a zatim je nakon posla odlaže u spremnik ili košaru.
Stroj za valjanje niti
Oprema je opremljena malim transporterom s elementima za pričvršćivanje. Nadalje, obradak se obrađuje matricama s obje strane. Elementi izrezivanja podešavaju se prema raspoloživom hodu, to se događa pri promjeni vrste dijela. Nagib, oblik i broj okreta na proizvodu u potpunosti ovise o korištenom elementu, ispravnoj postavci. Svaka sorta zahtijeva poseban alat koji se može ukloniti.
Oprema za stvrdnjavanje
Nakon gore navedenih postupaka, proizvod izgleda gotov, ali nije primjenjiv za upotrebu. Strojevi za samoprezivanje ne mogu raditi s čvrstim proizvodima pa se na kraju procesa dolazi do stvrdnjavanja. Peć za stvrdnjavanje namješta se na temperaturu od oko 900 stupnjeva, nakon procesa proizvodi se stavljaju u peć s niskim stupnjem.

Peć za kaljenje
Zbog pada temperature, metal ublažava stres, manje je sklon savijanju. Nakon stvrdnjavanja vrši se pranje radi čišćenja gotovog proizvoda od tragova prljavštine i naslaga ugljika te dolazi do hlađenja.
Oprema za galvanizaciju
Galvanizacija je neophodna zbog svojstava protiv korozije, povećanih mehaničkih parametara samoreznih vijaka. Postupak se provodi pomoću nekoliko kupki s različitim otopinama, pri čemu se obrada dijela u kojem se provodi uzastopno. Početna faza je uranjanje u kadu s odmašćivačem, zatim se nanosi otopina fosfata, zatim otopina oksida itd. Nakon svih obrada voda se ispire, premazuje se cinkom pod električnim utjecajem.
Strojevi za sušenje i pakiranje
Za sušenje gotovog proizvoda koristi se bubanj s centrifugom; rad se obavlja po principu perilice rublja. Za pakiranje se koriste vrećice s mogućnošću pakiranja nekoliko desetaka komada. U trgovini na veliko pakiranje se vrši u kutije ili druge metalne posude.
Značajke i usluga
AG4116 se može nazvati jednim od najpopularnijih transportera. U radu se koristi čelična žica promjera 0,8–8,0 mm. Prodaje se u kolutima od 5 do 1000 kg. Ova verzija teži oko tonu, ima dimenzije 195x116x106 cm, opremljena je trofaznim asinhronim motorom s kavezom (4A112M4U3). Performanse uređaja dosežu do 500 jedinica. proizvoda u minuti. Također na ovoj instalaciji možete koristiti pocinčane metalne niti. Primjetno je jak i otporan.
Automobili Azov također imaju izvrsne performanse:
- duljina, širina i visina konstrukcije - 150x190x110 cm;
- težina - 2900 kg;
- elektromotor - 5,5 kW;
- količine u minuti - 525 kom.
Ovaj stroj za proizvodnju čavala proizvodi građevinski okov opsega 0,5 cm i duljine do 15 cm. Posebnost ovog mehanizma je podešavanje uzdužne veličine šipke. Za njegovo potpuno funkcioniranje, kao i za većinu transportera, potreban je napon od 380 V.
Neki prototipovi ove tehnike snažno vibriraju kada su uključeni.
Stoga je važno pravilno ga postaviti na pod.
Lakši pristup je korištenje podloška koje prigušuju vibracije. Ako se to ne učini, stalne vibracije će olabaviti vijke i čavao će na kraju postati neupotrebljiv.
Postupak održavanja uključuje i podmazivanje radnih elemenata: na ploči je tablica podmazivanja koja označava sva mjesta za punjenje specijaliziranim uljem.To se mora učiniti kako se pomične karike aparata ne bi zaglavile.
Prednosti i nedostaci stroja za prešanje noktiju
Strojevi za prešanje imaju veću produktivnost, ali zahtijevaju čestu zamjenu matrica i čeljusti. Velika opterećenja oblikovnih elemenata alatnih strojeva dovode do njihovog brzog trošenja.
Strojevi za prešanje raspoređeni su na sličan način, ali umjesto čekića u njih je ugrađen pečat koji postupnim pritiskom formira glavicu čavla. Marku pokreće kovrčava podloška ili ekscentrik. U suprotnom smjeru, žica se dovodi nasilno (za razliku od udarnih strojeva, gdje se javlja pod djelovanjem opruge). Ovaj dizajn povećava produktivnost gotovo 2 puta. U strojevima za prešanje proizvodni otpad čini oko 3% težine upotrijebljene žice. To su "latice" i brak.
Alatni strojevi za proizvodnju samoreznih vijaka kod kuće
Raspon strojeva dovoljno je širok. Možete ih pokupiti po pristupačnoj cijeni uz malu produktivnost. Alternativno, možete kupiti opremu koja će proizvoditi veliki broj hardvera po smjeni.
Najjeftinija oprema za proizvodnju samoreznih vijaka
Najzanimljiviji stroj za kućno poslovanje je Candid model AS3016. Ovo je poluautomatski stroj za proizvodnju hardverskih vijaka vijci vijci. Cijena mu počinje od 3000 dolara. Ali u takvim ćete slučajevima morati žrtvovati produktivnost, koja je samo 25 komada. po minuti
Imajte na umu da je stroj poluautomatski, što znači da neke operacije mora obaviti rukovatelj strojem. No ako ste tek počeli raditi u ovoj industriji i tek ste počeli upoznavati tržište vijaka i samoreznih vijaka, razmislite o kupnji proračunskog modela poput Hangzhou Candid AS3016
Industrijska poslovna oprema vrlo dobro zadržava svoju vrijednost. Ulaganjem u njega, godinama čuvate svoj kapital - ipak je to imovina koja donosi novac. Slikovito rečeno, stroj za tiskanje novca. A kad ste već uspostavili prodajno tržište, možete unovčiti svoju imovinu i preći na skuplje strojeve sa znatno većom produktivnošću.
Kineski strojevi i domaći
U proizvodnji vijaka i vijaka proces je podijeljen u dvije glavne operacije:
- Specijalizirani strojevi za hladno glačanje tvore izratke s različitim vrstama "glava"
Strojevi za valjanje niti namotavaju niti na slijepe površine brzinom od 60 komada u minuti.
Takva se oprema proizvodi u Ukrajini, Kini i Tajvanu. Na području Ruske Federacije postoji samo nekoliko proizvođača koji proizvode takvu opremu. Stoga je kupnja stroja prilično skupa operacija: morate platiti ne samo za kupnju, već i za isporuku.
Lideri na tržištu proizvodnje alatnih strojeva su:
- LianTeng (Tajvan);
- FOB (Tajvan);
- Iskreno (Kina);
- INNOR (Kina);
- KUPRA (Ukrajina: PJSC "Odeski pogon za proizvodnju strojeva za prešanje kovanja");
- SAMSTAL (Rusija, Samara: SAMSTAL LLC).
Ovi se strojevi razlikuju po produktivnosti proizvoda u minuti. Najjednostavniji strojevi proizvode oko 60 komada u minuti, dok drugi mogu proizvesti do 250 komada u minuti. Neki se modeli mogu prilagoditi za proizvodnju drugih proizvoda. Ovo je značajan plus jer s vremenom možete proširiti svoj asortiman i nema potrebe trošiti na kupnju specijalizirane opreme.
Cijena najjeftinijih modela automatskih strojeva s produktivnošću većom od 50 komada / min. počinje od 13.000 dolara.
Popularni modeli automatskih žičanih čavala
Bolje je kupiti opremu provjerenu vremenom koja je već prošla test u stvarnim radnim uvjetima. Jedina iznimka od ovog pravila je mogućnost kupnje uređaja od pouzdanog proizvođača, koji je izdao novi model stroja s poboljšanim performansama.
Trenutno se za proizvodnju čavala koriste sljedeći modeli jedinica:
1. AB4118 je stroj za zabijanje žica s jednim udarcem koji proizvodi hardver promjera od 2,5 do 6,3 mm.

Duljina čavala izrađena od stroja može biti od 32 do 200 mm. Oprema omogućuje proizvodnju hardvera ne samo od okrugle žice.
S AB4118 moguće je proizvesti četvrtaste i vijčane profilne čavle. Masa uređaja je 4720 kg, snaga motora 11 kW. Trošak nakon popravka (rabljen) 280.000 rubalja.
2. K09.117.02 - uređaj visokih performansi za izradu čavala.

Duljina proizvedenih proizvoda kreće se od 13 do 150 mm. Najveći promjer žice je 5 mm. Snaga - 5,5 kW. Težina - 2900 kg. Cijena (rabljena) 230.000 rubalja.
3. K09.117.01 - automatski stroj za zabijanje žica za hardver od 13 do 120 mm duljine.

Promjer nokta je od 2,0 do 4,2 mm. Uređaj ima visoke performanse ukupne snage 5,5 kW. Napajanje se provodi iz trofazne strujne mreže s naponom od 380 V. Rabljenu jedinicu možete kupiti za 180.000 rubalja.
4. AG4116 - jedno udarni model za otpuštanje čavala duljine 13 do 250 mm. Cijena (nova) 950.000 rubalja, a rabljena 180.000 rubalja.

Za izradu okova koristi se žica za eksere presjeka 2,0 - 4,2 mm. Produktivnost je najmanje 350 kom / min.
5. ASG 4.02 - omogućuje proizvodnju metalnog posuđa duljine do 120 mm. Snaga motora - 5,5 kW.

S ovom snagom moguće je postići produktivnost čavala do 525 kom / min. Masa uređaja je 2650 kg. Prosječna cijena je 420.000 rubalja.
6. Z94-2C - model uređaja za zabijanje žica za hardver promjera 1,2 - 2,8 mm. Cijena od 280.000 rubalja.

Produktivnost uređaja nazivne snage 2,2 kW iznosi najmanje 350 kom / min. Duljina proizvedenih proizvoda je od 16 do 50 mm.
7. THA 40/120 S -E - češki stroj za izradu noktiju, koji se odlikuje visokom produktivnošću i kvalitetom proizvoda.

Možete nabaviti proizvode duljine do 120 mm s promjerom žice od 40 mm.
8. Z4 -x - kineska jedinica snage 3 kW proizvodi hardver do 100 mm duljine, u količinama do 300 kom / min. Težina 1430 kg.

9. E127LYHIA je stroj za proizvodnju žice i eksera kineske proizvodnje. Oprema nam omogućuje proizvodnju visokokvalitetnih proizvoda.

Stroj također odlikuje niska radna buka. Duljina proizvedenog okova je od 40 do 110 mm. Snaga motora - 4 kW. Provjerite cijenu kod prodavatelja.
Kako odabrati pravi stroj
Izbor stroja za žičane nokte ovisi o mnogim čimbenicima, ali prije svega trebate obratiti pozornost na sljedeće karakteristike:
Navedeni kriteriji odabira su glavni, stoga prije kupnje stroja trebate saznati sve njegove karakteristike i uskladiti ih sa zahtjevima koji će se postaviti na opremu u poduzeću.
Zaključak
Glavni korak na putu otvaranja vlastitog poduzeća za proizvodnju hardvera je odabir visokokvalitetnog i prikladnog stroja u smislu snage. Nakon kupnje morat ćete ga ispravno instalirati i spojiti.
Također će biti potrebno kupiti pomoćne uređaje i alate, i naravno, potrošni materijal, zahvaljujući čijoj će se uporabi moći dobiti proizvodi najviše kvalitete.
Cjenik kineskih strojeva za hladni smjer i valjanje niti
Približne prosječne cijene na Internetu za automatsku opremu za proizvodnju samoreznih vijaka, vijaka, vijaka i matica. Cjenik sadrži kratke tehničke karakteristike.
| Naziv stroja za hladni smjer | Proizveden proizvod | Cijena u USD $ | Najveći promjer obratka | Maksimalna duljina obratka |
| YH1552 | Vijak, samorezni vijak, vijak | 13500 | 5 mm | 52 mm |
| YH1564 | Vijak, samorezni vijak, vijak | 13500 | 5 mm | 64 mm |
| YH2038 | Vijak, samorezni vijak, vijak | 21400 | 6 mm | 38 mm |
| YH2076 | Vijak, samorezni vijak, vijak | 21800 | 6 mm | 76 mm |
| YH20102 | Vijak, samorezni vijak, vijak | 32000 | 6 mm | 102 mm |
| YH20165 | Vijak, samorezni vijak, vijak | 35900 | 6 mm | 165 mm |
| Naziv stroja za hladni smjer | Proizveden proizvod | Cijena u USD $ | Maksimalne dimenzije | Maksimalna produktivnost |
| 3 položaja | Veličina vijka M6 | 70000 | M6 x 50 mm | 250 kom min. |
| 3 položaja | Veličina vijka M8 | 88500 | M8 x 65 mm | 210 kom min. |
| 3 položaja | Veličina vijka M10 | 110000 | M10 x 75 mm | 180 kom min. |
| 3 položaja | Veličina vijka M12 | 150000 | M12 x 125 mm | 150 kom min. |
| Naziv stroja za hladni smjer | Proizveden proizvod | Cijena u USD $ | Maksimalne dimenzije | Maksimalna produktivnost |
| 5 pozicija | Veličina matice M3-M6 | 36500 | — | 300-350 kom min. |
| 5 pozicija | Veličina matice M6-M8 | 60000 | — | 200-250 kom min. |
| 5 pozicija | Veličina matice M6-M10 | 75000 | — | 220 kom min. |
| 5 pozicija | Veličina matice M8-M12 | 107000 | — | 200 kom min. |
Približne cijene opreme za valjanje niti.
| Naziv automatskog stroja za valjanje niti | Proizveden proizvod | Cijena u USD $ | Maksimalni promjer navoja | Maksimalna duljina navoja | Maksimalna produktivnost |
| CTR6HN | Vijak, samorezni vijak, vijak | 13000 | 3-6 mm | 50 mm | 150-330 kom min. |
| CTR8H | Vijak, samorezni vijak, vijak | 17500 | 8 mm | 76 mm | 120-330 kom min. |
| Matica za rezanje navoja s četiri vretena za maticu M14-M16 | Matice M14-M16 | 27000 | — | — | 120-220 kom min. |
* Bilješka. Sva gore navedena oprema može se kupiti pod uvjetima FOB -a.
Vizualni pregled 3D modela kuća i vikendica u odjeljku za analizu rasporeda prostorija.
Najbolji strojevi za proizvodnju samoreznih vijaka
Domaće i strane tvrtke bave se proizvodnjom alatnih strojeva. Modeli se međusobno razlikuju po tehničkim karakteristikama, što opet utječe na performanse i cijenu uređaja.
Najjednostavniji automatski strojevi proizvode oko 60 dijelova u minuti, a napredniji do 250 komada / min. Ovakvi trenuci mogu imati veliki utjecaj na razdoblje povrata opreme.
Neki se modeli mogu konfigurirati za proizvodnju drugih proizvoda, u budućnosti će to pomoći u proširenju asortimana proizvoda bez trošenja novca na kupnju dodatnih strojeva.
Lideri na tržištu proizvodnje alatnih strojeva za pričvršćivače uključuju:
- Tajvanske tvrtke LianTeng i FOB;
- u Kini su to Candid i INNOR;
- predstavnik ukrajinskog tržišta - KUPRA;
- Ruski proizvođač Samstal LLC.
Ekonomski je isplativo kupiti opremu u navedenim zemljama, uvijek je moguće kombinirati proizvodnu liniju pomoću strojeva nekoliko proizvođača.
Što se tiče troškova, ovdje morate poći od zahtjeva poduzetnika. Ako govorimo o malom poduzeću i novoj opremi, tada će prema procjenama stručnjaka u početnoj fazi na kupnju biti potrošeno najmanje 700.000 rubalja.
U prosjeku, ako pretpostavimo kupnju strojeva od rabljenih do novih i višenamjenskih opcija, tada će porast biti otprilike od 300 tisuća do 2 milijuna rubalja.
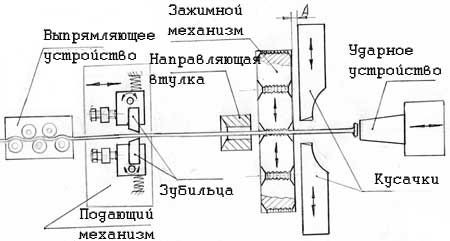
Dijagram stroja za zakivanje s opisom principa rada
Shematski prikaz udarnog aparata.
Žičani čavli proizvode se na strojevima za udarce i prešanje. Najčešći udarni strojevi su oni koji udarcem s dva čekića stvaraju čavao.
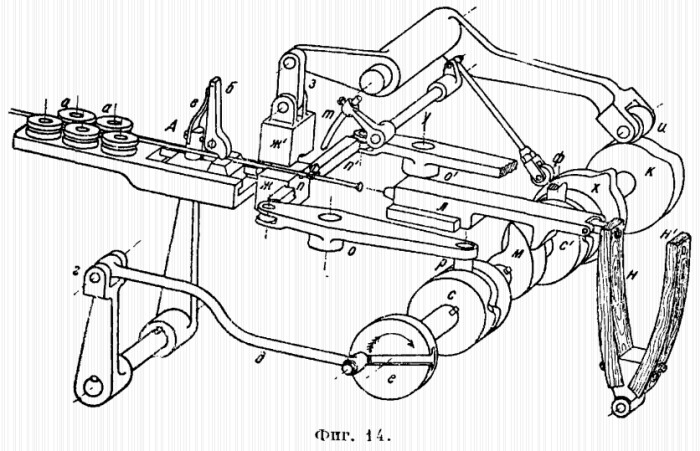
Žica se prolazi između dva reda valjaka a, a. Nadalje, ulazi u hranilicu A (koju čini pas b i opruga c koja je pritiskuje), koja oscilira s amplitudom jednakom duljini čavla s rubom za formiranje čepa. Za povećanje / smanjenje amplitude služi radilica e.
Nakon što je prošao ulagač, žica se provlači između steznih obraza w, w ', a w je statičan, na g' djeluje potisna sila poluge z, pomaknuta figurastom podloškom k (slika 14).
Obrazi su opremljeni nazubljenim žljebovima koji vam omogućuju fiksiranje žice pri zakivanju glave. Također u obrazima postoji oblik koji odgovara geometriji dna kape.
Iza obraza nalaze se noževi p, p ', odnosno pomaknuti polugama o, o', koji se pokreću pod utjecajem podložaka c i c ', na čijoj su vanjskoj površini izrezani udubljeni utori (slika 14).
Noževi su piramidalni (slika 16). Izrez a služi za pritiskanje oštrog kraja, oštrice b - odrežu višak. Preostale "latice" uklanjaju se tijekom poliranja.
Značajka dizajna u kojoj se noževi jedva dodiruju omogućuje izbjegavanje brze tuposti noževa. Ovaj dizajn sprječava potpuno odsijecanje nokta.Konačno odvajanje proizvoda od žice odvija se uz pomoć izbacivača m, čije kretanje daju poluge y i potisak f, koje aktivira brega x.
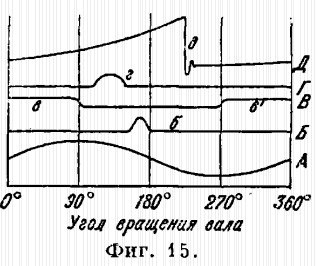
Opruga n, n 'udara u izbočinu čekića l, dajući joj impuls. Čekić udara čavlom u obliku glave. Drvena opruga (u nekim strojevima čelik) komprimira se pomoću bregastog m. (Slika 15, krivulja D).
Grafikon (slika 15) prikazuje redoslijed pojedinačnih radnih poteza stroja za izradu čavala. Krivulja A odgovara ulagaču žice koji dovodi žicu prema naprijed.
Potezi obraza koji drže žicu opisani su krivuljom B (kada hranilica pomiče žicu u suprotnom smjeru, obrazi je ne fiksiraju).
Radni hod škara od trenutka fiksiranja žice opisan je krivuljom G.
Rad izbacivača koji odvaja gotov proizvod prikazan je krivuljom B.
Slijed čekića vidljiv je na krivulji D.
Dalje, hranilica zauzima ekstremnu radnu točku, obrazi su otvoreni, radni ciklus počinje od početka (krivulja B).
Razlika između nominalne i stvarne produktivnosti je oko 20-40%. Razlog tome su zastoji nastali zamjenom i ugradnjom alata, punjenjem strojeva novim krugovima žice, otpadom itd. Prilikom izrade čavala od 2,5% do 3,5% materijala gubi se na "laticama" ". Gubici zbog nedostataka dosežu i do 1%.
Žica za proizvodnju samoreznih vijaka
 Za izradu okova u obliku samoreznih vijaka koristi se žica od visoko ugljičnog i nehrđajućeg čelika ili mjedi. Ovisno o proizvedenim proizvodima i količini proizvodnje, poduzetnik može kupiti sirovine u obliku praznina ili žice određenog promjera.
Za izradu okova u obliku samoreznih vijaka koristi se žica od visoko ugljičnog i nehrđajućeg čelika ili mjedi. Ovisno o proizvedenim proizvodima i količini proizvodnje, poduzetnik može kupiti sirovine u obliku praznina ili žice određenog promjera.
Postoje mnoge tvornice koje opskrbljuju ove sirovine. Ne biste trebali imati problema s pronalaženjem dobavljača
Prilikom odabira dobavljača trebate obratiti pozornost na cijenu sirovina, njihovu kvalitetu i blizinu vaše radionice. Blizina dobavljača u odnosu na vas pomoći će skratiti vrijeme isporuke, kao i troškove prijevoza
Primjena hardverskih proizvoda
Samorezni vijci koriste se u različitim smjerovima i područjima. Proizvodnju može osigurati više od jedne građevinske tvrtke ili veleprodajnog klijenta. Glavni potrošači hardverskih proizvoda:
- Građevinske organizacije, veliki i mali timovi.
- Proizvodnja za proizvodnju kućanskih i industrijskih aparata.
- Radionice za izradu namještaja, male radionice.
- Tržišta koja predstavljaju građevinske proizvode.
- Velike trgovačke organizacije.

Tvornica za proizvodnju hardverskih proizvoda
Pokazatelji profitabilnosti hardverskog poslovanja uvijek ostaju na visokoj razini. Otvaranje proizvodnje na slabo konkurentnom tržištu omogućit će povrat opreme u manje od šest mjeseci tijekom građevinske sezone. Valja napomenuti da kupljena oprema nije podložna trošenju, pa će ulaganje biti isplativo dugi niz godina. Građevinski radovi uvijek će postojati u svakodnevnom životu čovječanstva; popravci različitih vrsta prostora ne mogu se izvesti bez odgovarajućih materijala.
Prvi koraci u organizaciji domaće proizvodnje
 Nakon što ste registrirali svoju tvrtku i odlučili o proizvodnim kapacitetima, morate odabrati prostoriju i izračunati početno ulaganje.
Nakon što ste registrirali svoju tvrtku i odlučili o proizvodnim kapacitetima, morate odabrati prostoriju i izračunati početno ulaganje.
Izračun početnog ulaganja izravno ovisi o:
- količine proizvedenih proizvoda;
- trošak kupljene opreme;
- otkupne cijene sirovina.
Radionica za kućnu proizvodnju
Zatim morate odlučiti o sobi. Ako imate dovoljno kapitala, a imate priliku unajmiti dobar prostor u kojem će se odvijati cijeli proizvodni ciklus, to će vam biti puno prikladnije. Moći ćete razlikovati kuću i posao. Međutim, u početnim fazama nema uvijek dovoljno novca za najam pa mnogi ljudi počnu izrađivati vijke kod kuće u garaži.Ovo su sasvim prikladni uvjeti za ovu poslovnu ideju.
Za proizvodnju vijaka kod kuće prikladna je garaža koja bi imala površinu od najmanje 18 m2. Mora biti opremljen dobrim sustavom ventilacije i grijanja. Proizvodno područje mora biti dobro organizirano, a opće okruženje mora biti u skladu sa svim pravilima zaštite rada.